Изобретение относится к электромонтажным работам и может быть использовано а приборостроительных отраслях промышленности, преимущественно для изготовления плат тонкопроводного монтажа (ПТМ).
Цель изобретения - повышение производительности и качества паяных соединений.
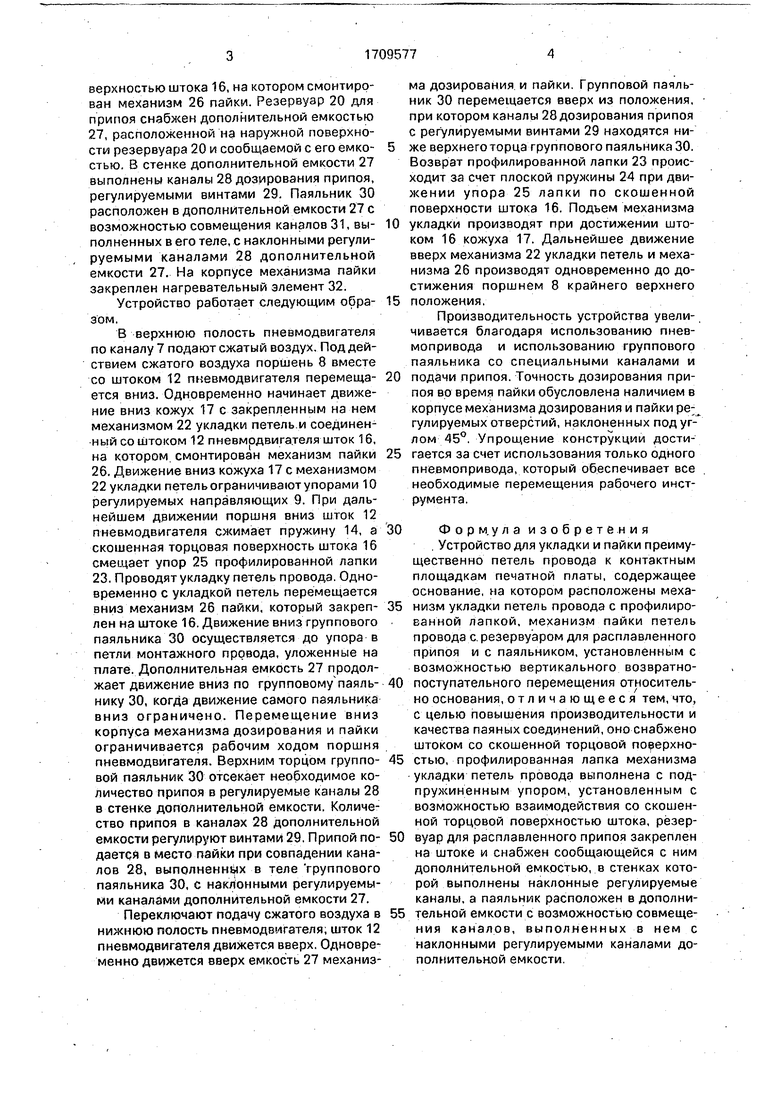
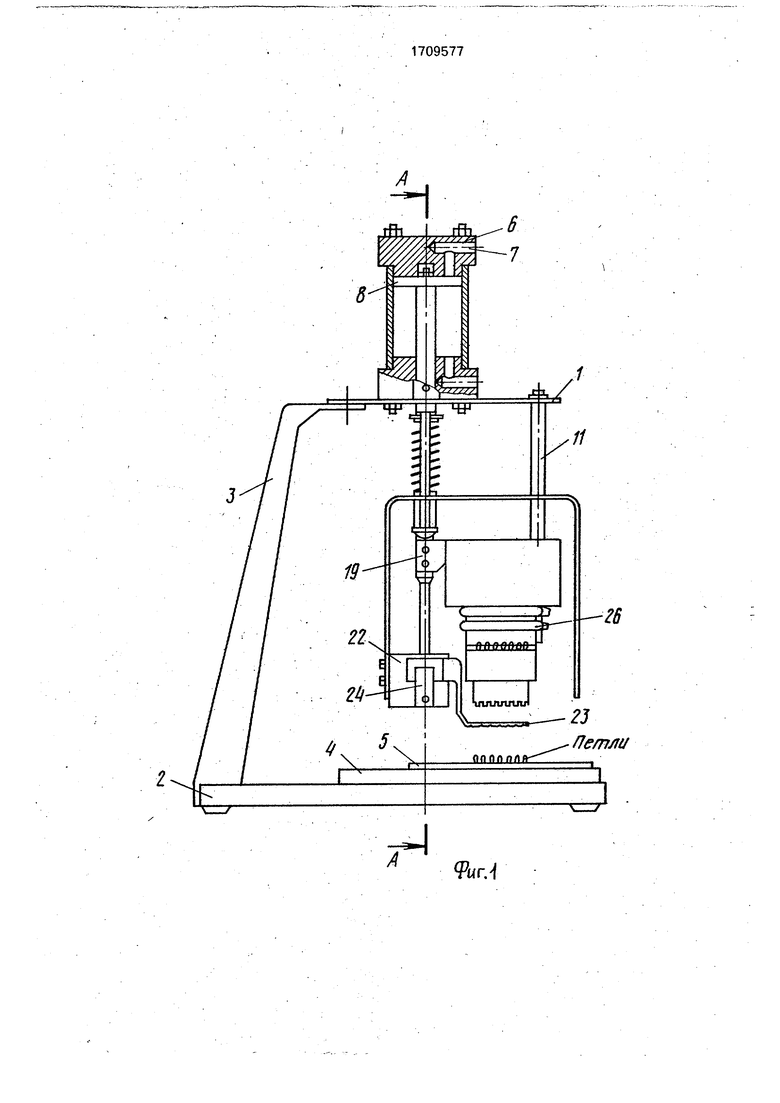
На фиг.1 показано устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З узел I на фиг.2.
Устройство содержит основание 1, которое крепится к станине 2 кронштейном 3, На станине 2 расположен координатный стол 4 с установленной на нем монтажной платой 5. К основанию 1 присоединен пневмодвигатель 6, имеющий канал 7 подачи
сжатого воздуха и поршень 8. Две регулируемые направляющие 9 с упорами 10 и нерегулируемая направляющая 11 закреплены также на основании 1. На штоке 12 пневмодвигателя насажена упорная шайба 13 и демпфирующая пружина 14. Нижний конец штока 12 пневмодвигателя соединен штифтом 15 со штоком 16, на котором лежит кожух 17. К штоку 16 прикреплена винтами 18 планка 19, соединенная с резервуаром 20 для припоя. Шток 16 со скошенной торцовой поверхностью входит в направляющую втулку 21 механизма 22 укладки петель, прикрепленного к кожуху 17. В паз направляющей втулки 21 вставлена профилированная лапка 23 с подпружиненным пружиной 24 упором 25, установленным с возможностью взаимодействия со скошенной торцовой поверхностью штока 16, на котором смонтирован механизм 26 пайки. Резервуар 20 для припоя снабжен дополнительной емкостью 27, расположенной на наружной поверхности резервуара 20 и сообщаемой с его емкостью. В стенке дополнительной емкости 27 выполнены каналы 28 дозирования припоя, регулируемыми винтами 29. Паяльник 30 расположен в дополнительной емкости 27 с возможностью совмещения каналов 31, выполненных в его теле,с наклонными регулируемыми каналами 28 дополнительной емкости 27, На корпусе механизма пайки закреплен нагревательный элемент 32.
Устройство работает следующим образом.
В верхнюю полость пневмодвигателя по каналу 7 подают сжатый воздух. Под действием сжатого воздуха поршень 8 вместе со штоком 12 пневмодвигателя перемещается вниз. Одновременно начинает движение вниз кожух 17 с закрепленным на нем механизмом 22 укладки петель.и соединенный со штоком 12 пневмрдвигателя шток 16, на котором смонтирован механизм пайки 26. Движение вниз кожуха 17с механизмом 22 укладки петель ограничивают упорами 10 регулируемых направляющих 9. При дальнейшем движении поршня вниз шток 12 пневмодвигателя сжимает пружину 14, а скошенная торцовая поверхность штока 16 смещает упор 25 профилированной лапки 23. Проводят укладку петель провода. Одновременно с укладкой петель перемещается вниз механизм 26 пайки, который закреплен на штоке 16. Движение вниз группового паяльника 30 осуществляется до упора в петли монтажного провода, уложенные на плате. Дополнительная емкость 27 продолжает движение вниз по групповомупаяльнику 30, когда движение самого паяльника вниз ограничено. Перемещение вниз корпуса механизма дозирования и пайки ограничивается рабочим ходом поршня пневмодвигателя. Верхним торцом групповой паяльник 30 отсекает необходимое количество припоя в регулируемые каналы 28 в стенке дополнительной емкости. Количество припоя в каналах 28 дополнительной емкости регулируют винтами 29. Припой подается в место пайки при совпадении каналов 28, выполненнкйх в теле группового паяльника 30, с наклонными регулируемыми каналами дополнительной емкости 27.
Переключают подачу сжатого воздуха в нижнюю полость пневмодвигателя; шток 12 пневмодвигателя движется вверх. Одновременно движется вверх емкость 27 механизма дозирования и пайки. Групповой паяльник 30 перемещается вверх из положения, при котором каналы 28 дозирования припоя с регулируемыми винтами 29 находятся ниже верхнего торца группового паяльника 30. Возврат профилированной лапки 23 происходит за счет плоской пружины 24 при движении упора 25 лапки по скошенной поверхности штока 16. Подъем механизма
укладки производят при достижении штоком 16 кожуха 17. Дальнейшее движение вверх механизма 22 укладки петель и механизма 26 производят одновременно до достижения поршнем 8 крайнего верхнего
положения.
Производительность устройства увеличивается благодаря использованию пневмопривода и использованию группового паяльника со специальными каналами и
подачи припоя. Точность дозирования припоя во время пайки обусловлена наличием в корпусе механизма дозирования и пайки ре гулируемых отверстий, наклоненных подуглом 45°. Упрощение конструкции достигается за счет использования только одного пневмопривода, который обеспечивает все необходимые перемещения рабочего инструмента.
Фор м.ула изобретения
. Устройство для укладки и пайки преимущественно петель провода к контактным площадкам печатной платы, содержащее основание, на котором расположены механизм укладки петель провода с профилированной лапкой, механизм пайки петель провода с. резервуаром для расплавленного припоя и с паяльником, установленным с возможностью вертикального возвратнопоступательного перемеа1ения относительно основания, отличающееся тем, что, с целью повышения производительности и качества паяных соединений, оно снабжено штоком со скошенной торцовой поэерхностью, профилированная лапка механизма укладки петель провода выполнена с подпружиненным упором, установленным с возможностью взаимодействия со скошенной торцовой поверхностью штока, рёзервуар для расплавленного припоя закреплен на штоке и снабжен сообщающейся с ним дополнительной емкостью, в стенках которой выполнены наклонные регулируемые каналы, а паяльник расположен в дополнительной емкости с возможностью совмещения каналов, выполненных в нем с наклонными регулируемыми каналами дополнительной емкости.
r.-l
rfhtVxV
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки и пайки проводов с печатной платой | 1979 |
|
SU859068A1 |
| Система установки и пайки радиоэлементов на печатной плате | 1989 |
|
SU1682067A1 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ ТОКОВЕДУЩИХ ШИН ФОТОЭЛЕМЕНТА НА КОНТАКТНЫЕ ПЛОЩАДКИ ТЫЛЬНОЙ ПЛАТЫ | 2023 |
|
RU2814545C1 |
| Устройство лужения и пайки монтажных соединений | 1984 |
|
SU1225730A1 |
| Паяльник | 1980 |
|
SU986668A1 |
| Способ пайки изолированных проводов с контактными площадками печатных плат | 1975 |
|
SU585925A1 |
| Устройство для монтажа проводов на плате | 1983 |
|
SU1264385A1 |
| Устройство для монтажа проводов на плате | 1984 |
|
SU1213558A1 |
| Устройство для пайки проволочных выводов к печатным платам | 1979 |
|
SU771916A1 |
| Способ пайки радиоэлементов к печатной плате | 1985 |
|
SU1299720A1 |
Изобретение относится к электромонтажным работам и может быть использовано в приборостроительных отраслях промышленности преимущественно для из-готобления платтонкопроводного монтажа. Цель изобретения - повышение производительности и качества паяных соединений - достигается тем, что устройство снабжено штоком со скошенной т'орцовой поверхностью, профилированная лапка механизма укладки петель провода выполнена с подпружиненным упором, установленным с возможностью взаимодействия со скошенной торцовой поверхность,ю штока, резервуар для расплавленного припоя закреплен на штоке и снабжен сообщающейся с ним дополнительной емкостью, в стенках которой выполнены наклонные регулируемые винтами каналы, а паяльник расположен в дополнительной емкости с возможностью совмещения каналов, выполненных в нем, с наклонными регулируемыми каналами дополнительной емкости. 3 ил.jfSKatS %9ПЕ:
i
i3
/7Фиг.З
| Устройство для монтажа проводов на плате | 1984 |
|
SU1228331A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
