Работа всех блоков управляется сигналами блока управления, подаваемыми ;на соответствующие входы каждого блока, а вход блока управления подсоединен к третьему выходу трансформатора напряжения 3.
Недостатком известного устройства является нелинейный характер статической зависимости положения подвижной станины от разности магнитных индукций, измеренных в двух стационарных точках, и Зависимость хйрактеристики от марки и типоразмера свариваемых полос, что приводит к низкой точности измерения и в результате,, к ухудшению качества сварки.
Цель изобретения - повышение точности контроля, .за счет исключения зависимости показаний устройства от величины тока.
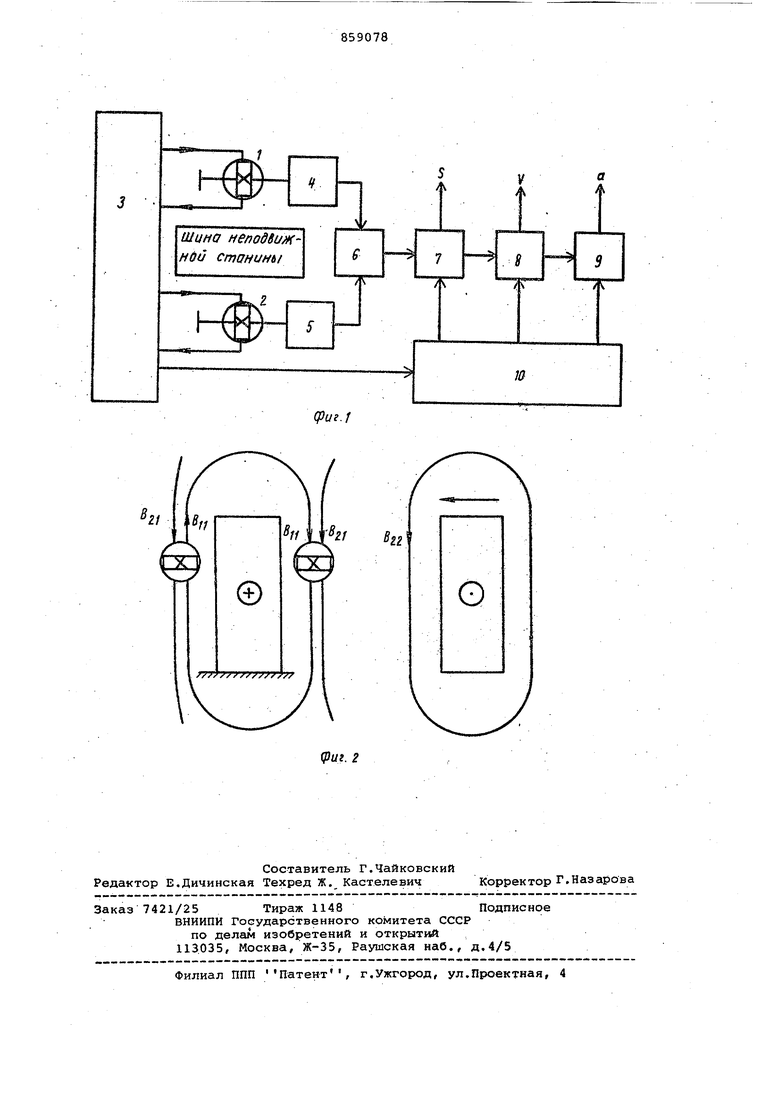
Поставленная цель достигается тем, что в устройство введены блоки деления и логарифмирования, причем выходы интеграторов соединены с блоком деления, а его выход подключен ко входу блока логарифмирования, выход которого подсоединен к первому Из двух последовательно соединенных диффереицируюЕцих злементов, а управляющий вход блока логарифмирования соединен с выходом блока управления. На фиг.1 представлена блок-схема устройства контроля положения, скорости и «ускорения; на фиг. 2 - расположение преобразователей магнитного поля, датчиков Холла на шине неподвижной станины и распределение силовых линий векторов магнитной индукции..
Устройство содержит два преобразователя 1 и 2 магнитного поля (например датчики Холла), расположенные по обе стороны от шины неподвижной станины, трансформатор 3 напряжения, интеграторы 4 И 5, блок 6 деления, блок 7 логарифмирования, диФФеренци рующие элементы 8 И 9 и блок 10 управления, при этом преобразователи 1 и 2соединены с первым и вторым. выходами трансформатора 3 напряжения подключенного к губкам стыкосварочной машины, выходы преобразователей соединены с соответствующими HiHTejpa тррами 4 и 5, вьрсоды которых подключены к блоку 6 деления, его выход подсоединен к блоку 7 логарифмирования. Последовательно с которым соедин1 ны два дифференцирующих элемент 8 и 9, управлякядие входы блока лога рифмирования и дифференцирующих элементов подключены к выходам блока 10 управления, вход которого соединен с третьим выходом трансформатора напряжения, силовые линии векторов магйитных индукций полей, образованных токоведущими шины подвижной и неподвижной станин пересекают два одноименных преобразователя {фиг.2) Причем, в каждом полупериоде в преобразователе, расположенном между шинами, векторы магнитных индукций по принципу суперпозиции полей складываются а в другом преобразователе - вычитаются. Устройство работает следующим образом.
При перемещении .токоведущей шины подвижной станины плотность силовых линий магнитного поля, по мере приближения к неподвижной,;возрастает, по&тому на преобразователь 1 воздействует поле В -Вп, а на преобразователь 2 - . Ввиду того, -; что преобразователи подключены к трансформатору напряжения, первичная обмотка которого подсоединена к губкам стыкосварочной машины, с выхода преобразователей 1 и 2 получают различные сигналы, определяемые выражениями для идентичньдх датчиков Холла;
(B.-V- ,,, е,у (&,-v8a,),
где и (}. ЭДС Холла, nponopiftioнальная мощности, - чувствительность датчиков Холла;
1У управляюций ток, протекающий через плас-тину Холла и при взаимодействии с йагнитным полем возбуждающий ЭДС Холла (управляющий ток пропорционален напряжению, снимаемому с губок стыкосварочной машины)
Векторы магнитных индукций пропорциональны току сварки, поэтому
и ,1св/ (2) где К - const;
Кг f(S) зависит от местоположения токоведущей ишны подвижной станины.
Тогда выражение (1) перепишется в виде
e riyice( (S))
(3)
и r riylce ( (S))
Эти мгновенные значения сигналов поступают на соответствующие интеграторы 4 и 5. Необходимость интегрирования объясняется тем/ что технологический процесс сварки сопровождается пульсациямиj вызванными взрывами металлических перемычек, а поэтому, очевидно, сигналы с датчико также .являются пульсирующими и их нужно интегрировать. Интегрирювание происходит за полупериод промышленно частоты либо за интервал времени, кратный ей. Т.е. выражения (3) перепишется в виде
t .
))4y3c6ai
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля положения,скорости и ускорения станины при контактной стыковой сварке | 1978 |
|
SU766788A1 |
| Способ контроля положения и скорости подвижной станины,а также количества энергии,потребляемой в стыке при контактной стыковой сварке | 1977 |
|
SU664786A1 |
| Автоматический выключатель | 1988 |
|
SU1541687A1 |
| Устройство для регулирования скорости оплавления на стыкосварочной машине | 1977 |
|
SU725840A1 |
| Универсальный бесконтактный измерительный преобразователь тока | 1990 |
|
SU1739307A1 |
| Способ контроля частоты пульсаций электрического параметра при контактной стыковой сварке оплавлением | 1980 |
|
SU965666A1 |
| УСТРОЙСТВО РЕГИСТРАЦИИ МАГНИТНЫХ ПОЛЕЙ В РЕЛЬСАХ | 2006 |
|
RU2317561C1 |
| Преобразователь постоянного тока | 1979 |
|
SU864155A1 |
| Электромагнитный расходомер | 1991 |
|
SU1830135A3 |
| ИЗМЕРИТЕЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ МАГНИТНОЙ ИНДУКЦИИ | 1999 |
|
RU2143122C1 |
I
hi
Q
