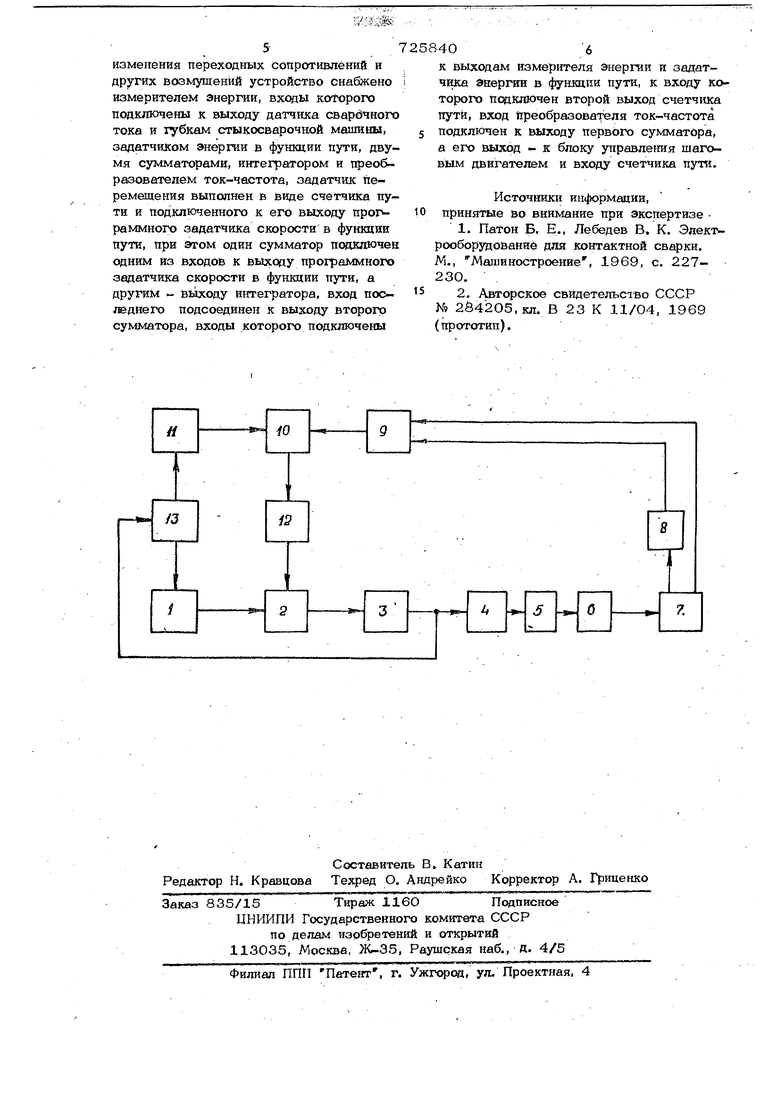
Устройство относится к сварочному оборудованию, а точнее к устройствам для контактно-стыковой сварки оплавления. Известна система стабилизации тока с воздействием на скорость перемещения подвижной части машины Недостаток системы - невозможность получения стабильного разогрева металла в условиях колебаний напряжения сет при программе изменения тока. Известна также система регулировання тока с воздействием на напряжение тфи жесткой программе изменения скорости перемещения, которая позволяет получить более стабильные результаты по нагреву металла . Однако пределы изменения напр$ркени ограничены возможностями фазового регулирования напряжения, что не позволяе полностью компенсировать все дестабили зирующие факторы. Известна система с одновременным регулирсжанием тока и воздействием на скорость и стабилизацию программы изменения напряжения на сварочном транс форматоре 1 . Однако она сложна в реализации, что делает ее неприемлемой для большинства стыкосварочйых операций. Наиболее близким техническим решением к предлагаемому является устройство для регулирования скорости оплавления на стыкосв очной машине, содержащее следящий гидравлический привод подвижной станины, шаговый двигатель, связанный со следящим гидравлическим приводом и блоком управления шаговым двигателем, датчик сварочного тока и задатчик перемещения (3 Однако в этом устройстве осуществляемая коррекция скоростей по току (или по любому другому регулируемому параметру) приводит к изменению величины оплавления и, как следствие, к изменению велшшны осадка, что резко снижает качество сварного соединения. Цель изобретения - повышение качества сварных соединений в условиях колебаний напряжения сети, изменение переходных сопротивлений и других возмущений. Поставленная цель достигается тем, что устройство снабжено измерителем энергии, входы которого подключены к выходу датчика сварочного тока и губкам стыкосварочной машины, задатчиком энер гии в функции пути, двумя сумматорами, иетегратором и преобразователем ток-частота, задатчик перемещения выполнен в виде счетчика пути и подключенного к его выходу программного задатчика Ско рости в функции пути, при этом один сум матор подключен одним из входов к выходу программного задатчика скорости в функции пути, а другим - к выходу интегратора, вход последнего подсоединен к выходу второго сумматора, входы которого подключены к выходам измерителя энергии и задатчшса энергии в функции пути, к входу которогю подключен второй выход счетчика пути, вход преобразователя ток-частота подключен к вы- ходу первого сумматора, а его выход к блоку управления шаговым двигателем и входу счетчика пути, : На чертеже изображена блок-схема устройства. Устройство содержит программный задатчик 1 скфости в функции пути соединения с сумматором 2, преобразователь ток-частота 3, блок 4 управления шаговым двигателем 5, следящий гидравлический привод 6 подвижной станины стыкосварочной машины 7. Выходы датчика 8 сварочного тока соединены со входом измерителя 9 энергии, а другой его вход соединен с губками зажимов бтыкосварочной машины. Сумматор 10 своими входами подключен к выходам измерите-, ля S энёргЖ и iSafla-rraka 1Х Шюртяи и функции пути. Выход сумматора 10 вклю чей через интехратор 12 на один из входов сумматора 2. Входы задатчика 1 энергии и задатчика скорости 1 соедине вы с выходом счетчика 13 пути, вход которого подключен к выходу преобразователя тока- частота 3. Предлагаемое устройство работает ел дугадим образом.. Сигнал заданной ске мхуги с задатчик 1 скорости подается через сумматор на вход тфеобразователя ток-частота 3, на выходе которого формируются импульсы частотой следования, прямо пропорцио 40,4 нальной значению заданной скорости.Эти импульсы подаются на вход блока 4 уп- . равления шаговым двигателем 5, с помощью которого осуществляется коммутация обмоток шаговым двигателем 5, Положение вала шагового двигателя 5 отслеживается следящим гидравлическим при водом 6, подвижной станины стыкосварочной мащигам 7. С выхода преобразовав теля 3 импульсы подаются на вход счетчика 13 пути, выходом связанный со входом задатчика 1 скорости. Эта часть схемь является задатчиком перемещения и обеспечивает перемещение подвижной станины сварочной машины 7 со скоро- . стью, закономерность изменения которой задается жестко в фунздии пути. Одновременно в функции пути задатчиком 11 энергии формируется и заданная закономерность изменения энергии. Текущее заданное значение энергии непрерывно сравнивается в сумматоре 10 с фактическим значением энергии, поступаемым с измерителя 9. Ползгченная разность интегрируется интегратором 12, сигнал с выхода которого вводится в сумматор 2 в качестве корректирующего величину скс эости, Таким образом предла лаемое устрой- ство корректирует скорость оплавления в зависимости от разности между заданной энергией и фактической энергией, выделяемой в стыке, компенсируя тем самым влияние различных дестабилизирующих факторов, что Повышает качество свариваемых соединений. При этом заданная величина оплавления сохраняется неизменной. . , Применение предлагаемого устройства для автоматизации стыкосварочных машин металлургического производства повысит проходимость сварных соединений через станы. Повышение проходимости соединения на 1% даст годовую экономию до 10О тыс.руб. Формула изобретения Устройство дяя регулирования скорости оплавления на стыкосварочной машигг не, содержащее следящий гидравлический привод подвижной станины, шаговый гатель, связанный со следящим гидравлическим приводом и блоком управления шаговые: двигателем, дагчик сварочного тока и задатчик перемещения, о т п и чающееся тем, что, с целью повышения качества сварных соединений, в условиях колебания напряжения сети,
изменения переходных сопротивлений и других возмущений устройство снабжено измерителем энергии, входы которого подключены к выходу датчика сварбчного тока и губкам стыкосварочной маягаша, задатчиком энергии в фушодии пути, двумя сумматорами, интегратором и tipeo&разователем ток-частота, задатчик перемещения выполнен в виде счетчика Пути и подключенного к его выходу программного задатчика скорости в функции пути, при этом один сумматор подключен одним из входов к выходу программного задатчика скорости в функции пути, а другим - выходу интегратора, вход пос леднего подсоединен к выходу второго сумматора, входы которого подключены
К выходам измерителя энергии и задатчщса энергнн в фушодии пути, к входу которого подключен второй выход счетчика пути, вход йреобразователя ток-частота подключен к выходу первого сумматора, а его выход - к блоку управления шаговым двигателем и входу счетчика пути.
Источники информации, принятые во внимание при экспертизе 1.Патон Б. Е., Лебедев В, К. Элект рооборудованиё для контактной сварки. М,, Машиностроение , 1969, с. 227230.
2,Авторское свидетельство СССР h|9 234205, кл. В 23 К 11/О4, 1969 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом контактной сварки оплавлением | 1980 |
|
SU941071A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ | 1970 |
|
SU284205A1 |
| Устройство для управления передвижной станиной при оплавлении на стыкосварочных машинах | 1987 |
|
SU1459858A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1976 |
|
SU593857A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Способ контактной стыковой сварки оплавливанием полос | 1987 |
|
SU1523281A1 |
| Устройство для управления перемещением подвижной станины при стыковой сварке оплавлением | 1983 |
|
SU1109285A1 |
| Устройство для измерения величины осадки на стыкосварочных машинах | 1983 |
|
SU1094698A1 |
| Устройство для управления стыкосварочной машиной | 1982 |
|
SU1053995A1 |
| Установка для присоединения проволочных выводов | 1988 |
|
SU1549698A1 |
