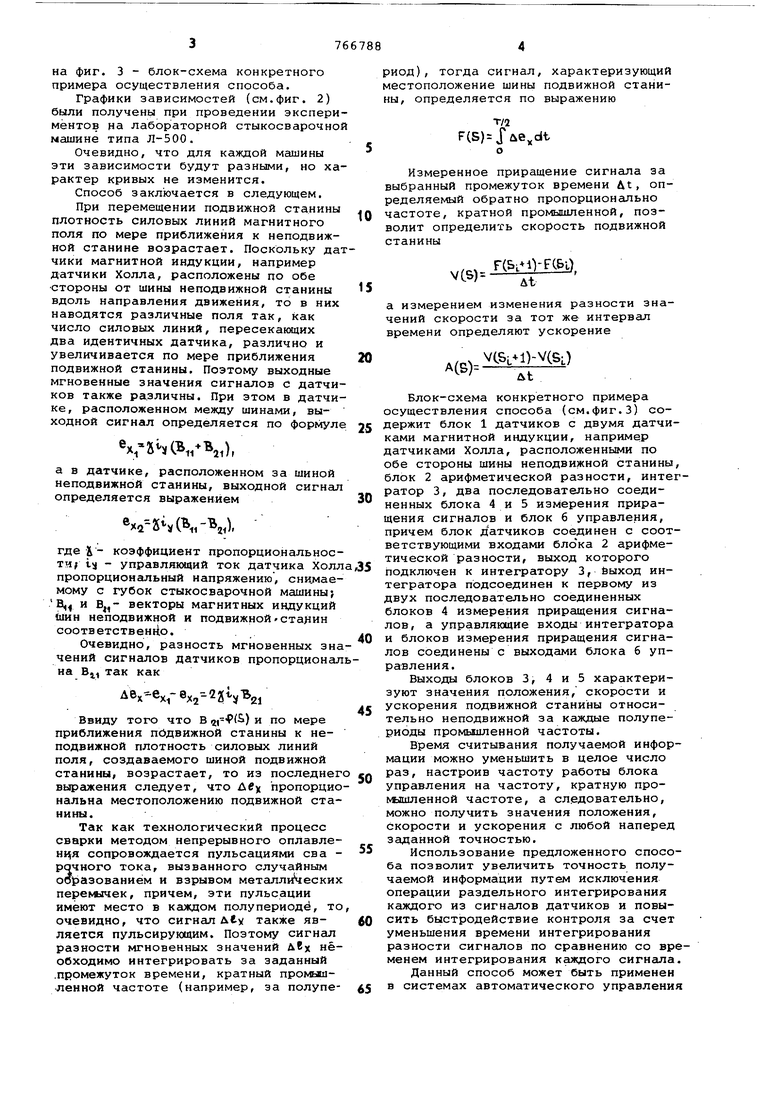
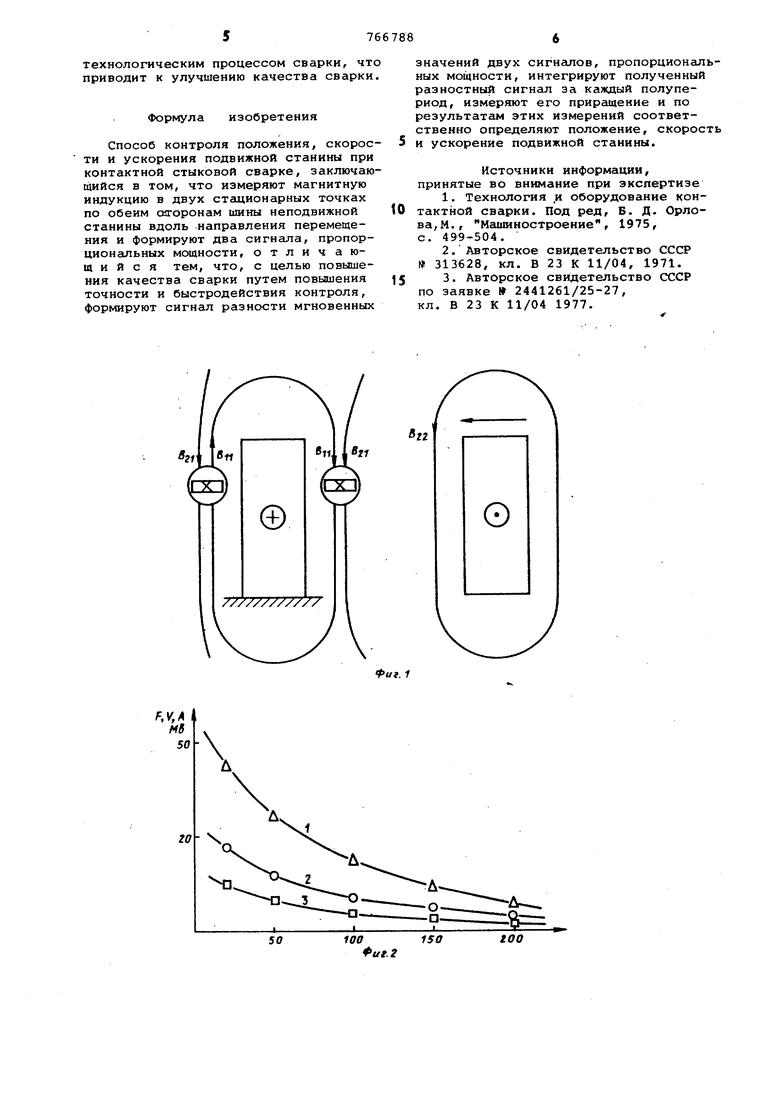
Изобретение относится к области контактной стыковой сварки методом непрерывного оплавления и может быть использованопри сварке встык черных и цветных металлов. Известен способ контроля положения и измерения скорости подвижной станины, основанный на получении информации о положении и скорости подвижных элементов по сигналам замыкания и размыкания электрических контак тов 1} . Недостатком известного способа является низкая точность контроля, ухуд шающая качество сварки. известен также способ контроля положения и скорости подвижной станины при котором измеряют взаимное положение подвижной и неподвижной станин, путем умножения скорости движения под вижной станины на текущее значение времени, а величину скорости определяют по показаниям тахогенератора(2 Недостатком известного способа является низкая точность контроля, что сказывается на качестве сварки. Наиболее близким по технической сущности и достигаемому результату является способ, при котором измеряют магнитную индукцию в двух стационарных точках по обеим сторонам шины неподвижной станины вдоль направления перемещения и формируют два сигнала, пропорциональных мощности ||33. Недостатком способа является низкая точность контроля, что приводит к ухудшению качества сварки. Целью изобретения является улучшение качества сварки путем повыяения точности и быстродействия контроля. Поставленная цель достигается тем, что формируют сигнал разности мгновенных значений двух сигналов, пропорциональных мощности, интегрируют полученный разностный сигнал за каждый полупериод, измеряют его приращение и по результатам этих измерений соответственно определяют положение, скорость и ускорение подвижной станины. На фиг. 1 изображены магнитные силрвые линии шин подвижной и неподвижной станин;.на фиг. 2 - графики зависимостей интегрального значения разности мгновенных значений измеренных сигналов (кривая 1), приращения этого сигнала (кривая 2), изменения приращения измеренного сигнала (кривая 3) от местопЬложения подвижной станины; на фиг. 3 - блок-схема конкретного примера осуществления способа. Графики зависимостей (см.фиг. 2) были получены при проведении экспери ментов на лабораторной стыкосварочно машине типа Л-500. Очевидно, что для каждой машины эти зависимости будут разными, но ха рактер кривых не изменится. Способ заключается в следующем. При перемещении подвижной станины плотность силовых линий магнитного поля по мере приближения к неподвижной станине возрастает. Поскольку да чики магнитной индукции, например датчики Холла, расположены по обе стороны от шины неподвижной станины вдоль направления движения, то в них наводятся различные поля так, как число силовых линий, пересекающих два идентичных датчика, различно и увеличивается по мере приближения подвижной станины. Поэтому выходные мгновенные значения сигналов с датчи ков также различны. При этом в датчи ке, расположенном между шинами, выходной сигнал определяется по формул Vxbcb,,,), а в датчике, расположенном за шиной неподвижной станины, выходной сигнал определяется выражением (b,i-V, где 4 - коэффициент пропорциональнос ти; in - управляющий ток датчика Холл пропорциональный напряжению, снимае мому с губок стыкосварочной машины-, В, и В„- векторы магнитных индукций 1иин неподвижной и подвижной. соответственно. Очевидно, разность мгновенных зн чений сигналов датчиков пропорционал на В, так как Aex--ex,-e,,j--2j(l,,-62i Ввиду того что в 2ГР) и по мере приближения пйдвижной станины к неподвижной плотность силовых линий ПОЛЯ, создаваемого шиной подвижной станины, возрастает, то из последнег выражения следует, что Дв пропорцио нальна местоположению подвижной станины. Так как технологический процесс сварки методом непрерывного оплавленця сопровождается пульсациями ева рсзчного тока, вызванного случайным об зазованием и взрывом металлических переквз1чек, причем, эти пульсации имеют место в каждом полупериодё, то очевидно, что сигнал дСу также является пульсирующим. Поэтому сигнал разности мгновенных значений дЕх необходимо интегрировать за заданный .промежуток времени, кратный промыдленной частоте (например, за полупериод), тогда сигнал, характеризующий местоположение шины подвижной станины, определяется по выражению F(S)jAe,dt о Измеренное приращение сигнала за выбранный промежуток времени &t, определяемый обратно пропорционально частоте, кратной промышленной, позволит определить скорость подвижной станины vcs,. а измерением изменения разности значений скорости за тот же интервал времени определяют ускорение (S)-.«St) Блок-схема конкретного примера осуществления способа (см.фиг.3) содержит блок 1 датчиков с двумя датчиками магнитной индукции, например датчиками Холла, расположенными по обе стороны шины неподвижной станины, блок 2 арифметической разности, интегратор 3, два последовательно соединенных блока 4 и 5 измерения приращения сигналов и блок 6 управления, причем блок датчиков соединен с соответствующими входами блока 2 арифметической разности, выход которого подключен к интегратору 3, йыход интегратора подсоединен к первому из двух последовательно соединенных блоков 4 измерения приращения сигналов, а управляющие входы интегратора и блоков измерения приращения сигналов соединены с выходами блока 6 управления. Выходы блоков 3, 4 и 5 характеризуют значения положения, скорости и ускорения подвижной станины относительно неподвижной за каждые полупериоды промыиленной частоты. Время считывания получаемой информации можно уменьшить в целое число раз, настроив частоту работы блока управления на частоту, кратную промлшленной частоте, а следовательно, можно получить значения положения, скорости и ускорения с любой наперед заданной точностью. Использование предложенного способа позволит увеличить точность получаемой информации путем исключения операции раздельного интегрирования каждого из сигналов датчиков и повысить быстродействие контроля за счет уменьшения времени интегрирования разности сигналов по сравнению со временем интегрирования каждого сигнала. Данный способ может быть применен в системах автоматического управления
технологическим процессом сварки, что приводит к улучшению качества сварки.
Формула изобретения
Способ контроля положения, скорости и ускорения подвижной станины при контактной стыковой сварке, заключающийся в том, что измеряют магнитную индукцию в двух стационарных точках по обеим оггоронам шины неподвижной станины вдоль направления перемещения и формируют два сигнала, пропорционс1Льных мощности, отличающийся тем, что, с целью повышения качества сварки путем повышения точности и быстродействия контроля, формируют сигнал разности мгновенных
значений двух сигналов, пропорциональных мощности, интегрируют полученный разностный сигнал за каждый полупериод, измеряют его приращение и по результатам этих измерений соответственно определяют положение, скорость и ускорение подвижной станины.
Источники информации, принятые во внимание при экспертизе
1.Технология и оборудование контактной сварки. Под ред, Б. Д. Орлова, М., Машшностроение, 1975,
с. 499-504.
2.Авторское свидетельство СССР 313628, кл. В 23 К 11/04, 1971.
3.Авторское свидетельство СССР
5 по заявке 2441261/25-27,
кл. В 23 К 11/04 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство бесконтактного контроля положения, скорости и ускорения подвижной станины машины для контактной стыковой сварки | 1978 |
|
SU859078A1 |
| Способ контроля положения и скорости подвижной станины,а также количества энергии,потребляемой в стыке при контактной стыковой сварке | 1977 |
|
SU664786A1 |
| Способ контроля величины осадки при контактной стыковой сварке оплавлением | 1982 |
|
SU1094696A1 |
| Способ контроля частоты пульсаций электрического параметра при контактной стыковой сварке оплавлением | 1980 |
|
SU965666A1 |
| Устройство для контроля скорости осадки при контактной стыковой сварке | 1981 |
|
SU963760A1 |
| УСТРОЙСТВО КОНТРОЛЯ РАБОТОСПОСОБНОСТИ ЭЛЕКТРОДВИГАТЕЛЯ ПОСТОЯННОГО ТОКА | 2013 |
|
RU2526500C1 |
| Способ контроля момента окончания осадки при контактной стыковой сварке | 1980 |
|
SU925578A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ БОЛЬШИХ ПОСТОЯННЫХ ТОКОВ | 1995 |
|
RU2096787C1 |
| Способ контроля начала осадки при контактной стыковой сварке | 1981 |
|
SU998049A1 |
Вгг
О
f.y,
MS so
го
