(54) СПОСОБ КОНТРОЛЯ ЧАСТОТЫ ПУЛЬСАЦИЙ
ЭЛЕКТРИЧЕСКОГО ПАРАМЕТРА ПРИ КОНТАКТНОЙ
СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ
1
Изобретение отнйсится к стыковой контактной сварке и может бытъ использоват но в черной и цветной металлургии при контактной сварке полос.
Известен способ контроля частоты пульсаций тока, реализованный в самонастраивающейся системе регулирования процесса, при котором датчик частоты пульсаций тока подключают к трансформатору тока, включенному в первичную цепь сварочного трансформатора, информационный сигнал фильтруют от высокочастотных помех, формируют импульсные сигналы и преобразуют их с помощью частотомера в потенциальный сигнал 1 .
Недостатком способа является необходимость фильтрации информационных сигналов от высокочастотных помех и преобразование импульсных сигналов в потенциальные с помощью частотомера.
Известен также способ контроля частоты пульсаций вторичного напряжения, реализованный в способе стыковой контактной сварки оплавлением, в котором фильтруют нижние и верхние частоты контролируемого параметра (вторичного напряжения) , и конденсаторным частотомером получают сигнал, пропорциональный частоте пульсаций 2.
Сложность способа заключается в том, что для выделения полезного сигнала используют метод, основанный на фильтрации нижних и верхних частот.
Наиболее близким к изобретению по технической су{цности и достигаемому результату является способ контроля частоты пульсаций, реализованный в устройстве для контроля процесса стыковой контакт10ной сварки оплавлением, при котором измеряют напряжение в сварочной цепи, получают информационные сигналы путем фильтрации от высокочастотных помех, информационные сигналы выпрямляют, усиленный
д сигнал, после ограничителя преобразуют в частотном детекторе в сигнал постоянного тока, пропорциональный частоте пульсаций, пропускают сигнал через усилитель мощности, воздействуют на самописец-регистратор и производят запись в единицах частоты на
20 бумажную ленту 3.
Недостатком способа является его сложность и недостаточно высокая точность контроля.
Целью изобретения является упрощение способа за счет уменьшения числа преобразований контролируемого параметра.
Поставленная цель достигается тем, что согласно способу контроля частоты пульсаций электрических параметров при контактной стыковой сварке оплавлением, при котором измеряют мгновенное значение параметра, усиливают измеренное значение параметра, выделяют его переменную составляющую, а также преобразуют в цифровую форму и регистрируют, дифференцируют переменную составляющую выделенного сигнала, далее из этого сигнала выделяют сигнал одной полярности, из которого формируют импульсный нормированный сигнал, полученные импульсные нормированные сигналы суммируют за время, кратное полупериоду напряжения сети.
Начальный момент суммирования импульсных нормированных сигналов синхронизируют с моментом перехода через ноль контролируемого параметра.
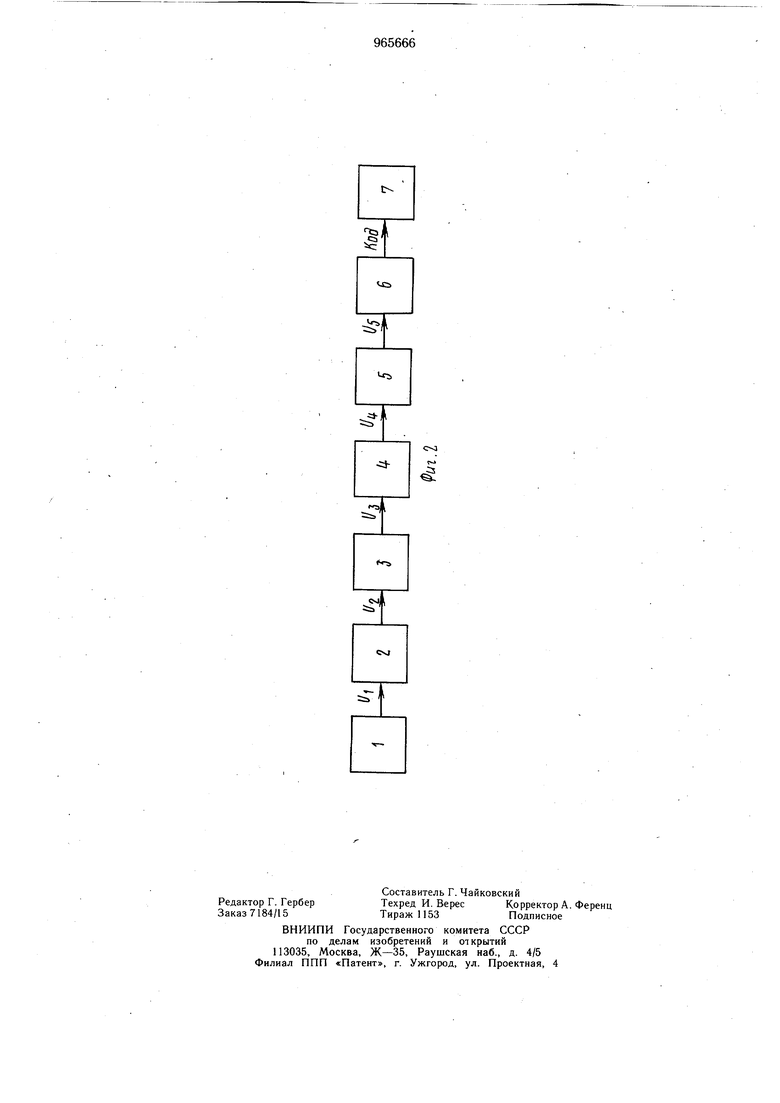
На фиг. 1 приведены диаграммы напряжений, поясняющие способ, где U - сигнал, получаемый с чувствительного элемента; и 2- усиленный сигнал; Уз- сигнал после дифференцирования; U 4 - выделенные сигналы одной полярности; Us - импульсные нормированные по амплитуде сигналы; на фиг. 2 изображена структурная схема конкретного примера реализации способа, которая включает последовательно соединенные чувствительный элемент 1, усилитель сигналов 2, дифференцирующий элемент со встроенным фильтром постоянной составляющей сигнала 3, элемент, выделяющий сигнал одной полярности 4, формирователь импульсных нормированных сигналов 5, сумматор 6, и регистрирующее устройство 7.
Способ заключается в следующем.
Сигнал о мгновенном значении контролируемого параметра формируют с помощью двух идентичных преобразователей Холла, установленных симметрично по обеим сторонам от неподвижной токоведущей щины вдоль направления подвижной. Сигналы с преобразователей Холла суммируют путем последовательного соединения соответствующих электродов. При этом высокочастотные помехи и влияние магнитного поля, создаваемого подвижной токоведущей щиной, исключаются.
Сформиро-ванные таким образом мгновенные значения информационных сигналов усиливают. Усиленный сигнал поступает на вход дифференцирующего элемента со встроенным фильтром постоянной составляющей сигнала 3. При этом фильтр выполняет двойную роль: исключает постоянную составляющую и выполняет функцию предварительного дифференцирования с целью выявления слабых пульсаций. На выходе дифференцирующего элемента появляются импульсные сигналы разной полярности Uj.
Количество этих импульсов в два раза больще числа пиков информационных сигналов. Следовательно, если выделить сигналы одной полярности, то получим сигналы U4, появление которых соответствует моментам наступления пиков. Но сигналы U4 различаются не только амплитудой, но и крутизной переднего фронта при прохождении положительной полуволны и заднего фронта - при отрицательной. Поэтому эти сигналы преобразуют в импульсные нормированные по амплитуде сигналы из-Каждькй импульс характеризует, таким образом, появление одной пульсации контролируемого параметра при оплавлении. Если просуммировать эти импульсы сумматором за время,
кратное полупериоду промыщленного напряжения, то получим частоту пульсаций.
Так как моменты наступления пульсаций носят стохастический характер, то для
исключения возможной потери импульса и повышения точности контроля частоты пульсаций контролируемого параметра, начало и конец суммирования синхронизируют с моментом прохождения через ноль контролируемого параметра. В эти моменты времени
5 наступает технологическая пауза в оплавлении, а поэтому отсутствуют пульсации. Ввиду того, что стыкосварочная машина относится к классу инерционных объектов управления с запаздыванием в обработке управляющих воздействий не менее 3-40 с, то
для осуществления контроля за частотой пульсаций контролируемого параметра следует выбрать время, равное, например, полупериоду частоты напряжения сети, т.е. 10- с.
Использование способа контроля частоты пульсаций электрических параметров позволяет исключить влияние высокочастотных помех, и повысить точность контроля частоты пульсаций за счет формирования импульсных нормированных сигналов и синхронизации времени счета с моментами наступления технологической паузы.
Формула изобретения
. Способ контроля частоты пульсаций электрического параметра при контактной стыковой сварке оплавлением, при котором измеряют мгновенное значение параметра,
50 усиливают измеренные значения параметра, выделяют его переменную составляющую, а также преобразуют в цифровую форму и регистрируют, отличающийся тем, что, с целью упрощения способа за счет уменьшения числа преобразований контролируемого
55 параметра, дифференцируют переменную составляющую выделенного сигнала, далее из этого сигнала выделяют сигнал одной полярности, из которого формируют импульсный нормированный сигнал, полученные импульсные нормированные сигналы суммируют за время, кратное полупериоду частоты напряжения сети.
2. Способ по п. 1, отличающийся тем, что начальный момент суммирования импульсных нормированных сигналов синхронизируют с моментом перехода через ноль контролируемого параметра.
Источники информации, принятые во внимание при экспертизе
1.Патон Б. Е. и Лебедев В. К. Электрооборудование для контактной сварки. М., «Мап икостроение, 1969, с. 233.
2.Авторское свидетельство СССР № 239454, кл. В 23 К 11/04, 20.06.67.
3.Авторское свидетельство С С С Р
№ 159247, кл. В 23 К 11/04, 21.02.62 (прототип).


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля частоты пульсаций электрических параметров при контактной стыковой сварке оплавлением | 1980 |
|
SU912438A1 |
| Способ контроля начала осадки при контактной стыковой сварке | 1981 |
|
SU998049A1 |
| Устройство контроля осадки при контактной стыковой сварке | 1981 |
|
SU961893A1 |
| Способ контроля момента окончания осадки при контактной стыковой сварке | 1980 |
|
SU925578A1 |
| Способ контроля качества соединений при контактной стыковой сварке оплавлением | 1978 |
|
SU946849A1 |
| Способ управления процессом стыковой контактной сварки оплавлением | 1982 |
|
SU1042928A1 |
| Устройство контроля при контактной стыковой сварке сплавлением | 1984 |
|
SU1181819A1 |
| Машина для контактной стыковой сварки | 1979 |
|
SU1039669A1 |
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
| Способ контактной стыковой сварки | 1959 |
|
SU129757A1 |