(54) СПОСОБ ШОВНОЙ КОНТАКТНОЙ СВАРКИ
- 1
Изобретение относится к контактной сварке металлов Majaox толщин на переменном токе и может быть использовано в производстве изделий рещяотехники, электронной техники и приборостроения, например, при герметизации их в металлостеклйнные и металлокерамические корпуса методом шовной контактной сварки.
Известен способ иювной контактной сварки с применением одногчэ или несколысих полуперирдов частоты промышленной сети, разделенных паузами сварочного тока и формируемых синхронно с каждьам полупериодом фазного напряжения сети 11.
Недостатком известного способа является ограниченная возможность по увеличению скорости сварки и связаяной с ней производительностью процесса при одновременном уменьшении зоны термического влияния от действий образуюптхся источников тепла в процессе сварки, .
Известен также способ шовной контактной сварки, основанный на примейений повыцйнной частоты импульсов (30;0-2500 Гц), при котором дпйтёльиости сварочншс ш пульсов и продолжительности пауз между сварочньзми им.пульсами регулируют оинхронно с импульсами повышенной частоты, а огибающую серии импульсов тока. фо рмируют изменением коэффициента трансформации сварочного трансформатора {2.
Недостатком этого способа является необходимость применения специального генератора повышенной частоты для сварочных машин, реализующих дан10ный способ.
Наиболее близким к предлагаемому .является способ шовной контактной сварки, основанныйна применении частоты промышленной сети и формировании энергетических импульсов с регулированием по амплитуде и длительности путем изменения углов включения и выключения сварочного тока в каждом по20лупериоде фазного напряжения, и регулировании длительностей серий импульсов и пауз по числу полупериодов фазного напряжения 13).
25 Недостатком известного способа твляется низкая производительность процесса сварки, что объясняется тем, . что формирование амплитуды и длитепьности сварочных импульсов осуществляЭО -ют путем регулирования углов включения и выключения сварочного тока толко в одной фазе напряжения частоты промышленной сети.
Цель изобретения - повышение производительности процесса сварки
Поставленнай цель достигается тем что регулирование амплитуды и длительности импульсов тока осуществляют в каждом из трех фазных напряжений частоты .промышленной сети.
При этом формирование длительностей серий энергетических импульсов и пауз между импульсами производят по числу полупериодов каждого из трех фазных напряжений частот промышленной сети.
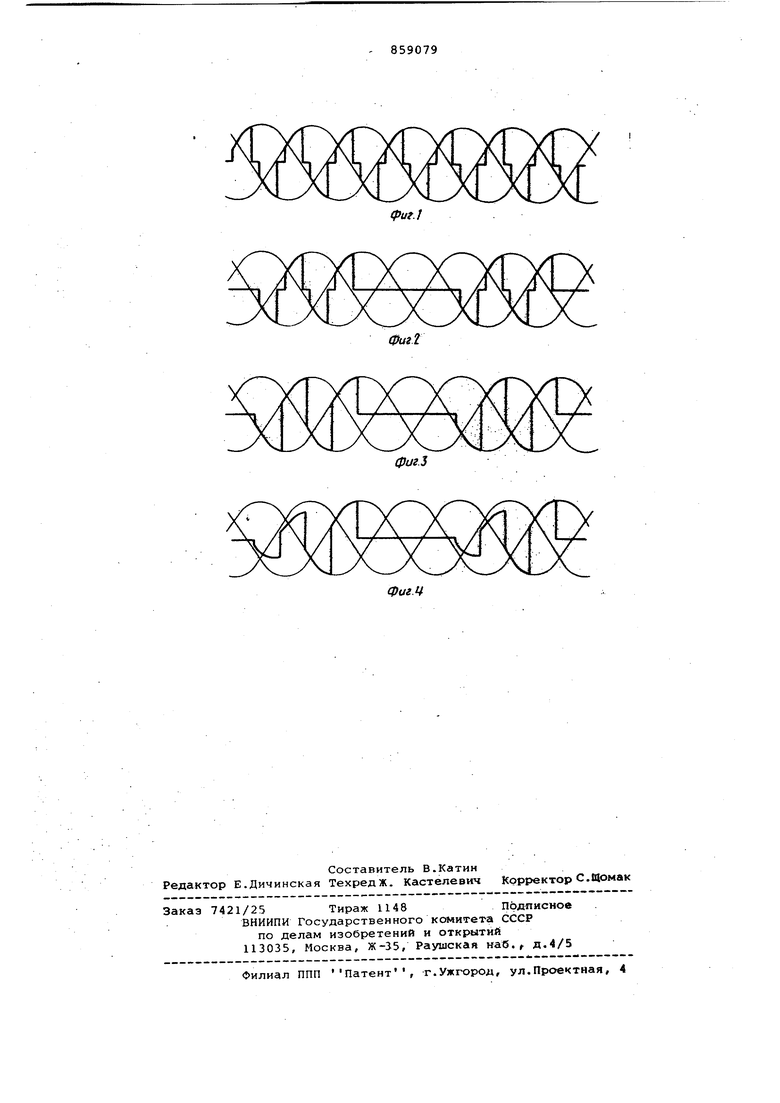
На фиг.1 представлена форма сварочных импульсов при непрерывной сварке; на фиг.2 - то Же, с наличием пауз) на фиг.З - серии сварочных импульсов с максимальной длительностью на фиг. 4 - то же, с нарастающей формой огибающей импульсов.
Реализация способа осуществляется при применении однофазного сварочног трансформатора, в первичную обмотку которого заводится трехфазное невыпрямленное напряжение через синхронизированные силовые ключи в каждой фазе. Последние могут состоять из параллельно соединенных мощных транзисторов, например, из четырех КТ809
П рои м е р 1. Производят сравнение скорости сварки с одиночными импульсами длительностью 2,5 мс с управлением по фронту и спаду (фиг.1) и cвapoчны ли импульсами каждого полупериода однофазного напряжения с управлением по фронту в каждом полупериодё на макете сварочной установки с однофазным формированием сварочных импульсов. Макет снабжен механизмом перемещения корпусов с регулируемой скоростью и силовыми транзисторными ключами. Герметизируют корпуса типа 401.14-5 с покрытием никель-золото. Толщина крышки 0,1 мм, основания 1, 6 ,
Коэффициент перекрытия точек применяют равным 0,5 и изменением сварочного тока и скорости сварки добиваются одинаковой прочности швов. В условиях прочности и герметичности швов, равных соединению однофазной сваркой при скорости10 мм/с, скорость сварки по предлагаемому способу можно повысить до 24 мм/с. Это происходит за счет повышения втрое частоты сварочных импульсов и некоторого уменьшения длины сварных точе
Пример 2. На том же макете и корпусах,что и в примере 1, определяют максиг 1альную температуру на расстоянии 0,7-1 мм от шва при сварке тремя полупериодами однофазного тока и сериями из трех импульсов по предлагаемому способу при разности между углами выключения и включения S 60°С и с нарастающей огибающей амплитуд (фиг.4). Длительность серии импульсов выбирают равной длительности паузы в обоих случаях (30 мс при однофазной сварке и .10 мс по предлагаемому способу). J Термопару из проволок медь-константа и диаметром 0,1 мм закрепляют на месте последнего вывода корпуса 1ПО ходу сварки длинной стороны.
Измеренная средняя (из десяти заQ меров) температура ободка основания корпуса при сварке тремя полупериодами однофазного тока составляет 133°С, при сварке сериями из трех импульсов по предлагаемому способу 107°С, что свидетельствует об уменьшении зоны термического влияния при использовании сварочных импульсов частоты промышленной сети с укреплением по фронту и спаду в каждом полупериоде.
0 Увеличение скорости сварки обеспечивает повышение производительности процесса и оборудования.
Способ обуславливает упрощение сварочного оборудования за счет сЭОз5 можности работы трехфазной сети на однофазный трансформатор.
Формула изобретения
.Способ шовной контактной сварки, основанный на применении частоты промышленной сети и формировании энергетических импульсов с регулированием по амплитуде и длительности путем изменения углов включения и выключения сварочного тока в каждом полупериоде фазного напряжения, и регулировании длительйос -ей серий импульсов и пауз по числу полупери0 одов фазного напряжения, о т л и ч а ю щ и и с я тем, что, с целью повышения производительности процесса сварки, регулирование амплитуды и длительности импульсов тока осуществляют в каждом из трех фазных напряжений частоты, промышленной сети.
2. Способ по п.1, отличающий с я тем, что формирование длительностей серий энергетических имQ пульсов и пауз между ними производят по числу полу-перкодов каждого из трех фазных напряжений частоты промышленной сети,
Источники информации.
принятие во внимание при экспертизе 1. Патон Б.Е. и Лебедев В.К.
Электрооборудование для контактной
сварки. М., машиностроение, 1969,
с.81-85. 2. Авторское С1видетельство СССР
по заявке № 2132398/25-27,
кл. В 23 К 11/24, 1975.
3. Авторское свидетельство СССР
по заявке 2522424/21, кл. Н 03 К 17/60, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса контактной сварки | 1978 |
|
SU764896A1 |
| Способ контактной сварки | 1987 |
|
SU1581516A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО ПИТАНИЯ СВАРОЧНОГО ТРАНСФОРМАТОРА ОДНОФАЗНЫХ КОНТАКТНЫХ МАШИН ПЕРЕМЕННОГО ТОКА | 2007 |
|
RU2392099C2 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ ПИТАНИЕМ СВАРОЧНОГО ТРАНСФОРМАТОРА ОДНОФАЗНЫХ КОНТАКТНЫХ МАШИН ПЕРЕМЕННОГО ТОКА ПРИ СВАРКЕ | 2011 |
|
RU2521743C2 |
| Способ управления тиристорным регулятором переменного напряжения | 1972 |
|
SU739705A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| Устройство для сварки | 1986 |
|
SU1382616A1 |
| ТИРИСТОРНЫЙ КОММУТАТОР ТРАНСФОРМАТОРНОЙ НАГРУЗКИ | 2005 |
|
RU2281604C1 |
| Способ герметизации прямоугольных корпусов полупроводниковых приборов | 1988 |
|
SU1613271A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |