Сл)
ю
Изобретение относится к контактной шовной сварке и может быть использовано в электронной промышленности при герметизации полупроводниковых элементов при приварке крышки к корпусу прибора.
Цель изобретения - увеличение производительности процесса за счет одновременной сварки по четырем сторонам корпуса.
На чертеже приведена схема устройст- ва для реализации описываемого способа.
Устройство содержит предметный столик 1, корпус 2 полупроводникового прибора, крышку 3 полупроводникового прибора, сварочные ролики.
Способ герметизации прямоугольных корпусов полупроводниковых приборов контактной шовной сваркой выполняют следующим образом. На предметном столике 1, который расположен под сварочными ро- ликами 4, устанавливают корпус полупроводникового прибора 2 с крышкой 3, зафиксированной относительно основания корпуса 1. Для выполнения процесса герметизации корпус 2 выводят в плоскость действия сварочных роликов 4 и перемещают ролики вдоль боковых кромок крышки 3. При одновременном перемеш.е- нии четырех роликов по контуру в однсм направлении, каждый из которых прока- тывается по одной из сторон крышки корпуса, как показано на чертеже, включают сварочный ток на время сварки.
Для сварки используют два источника питания, каждый из которых подключен к паре роликов, перемещаемых по параллельным сторонам крышки прибора.
Способ опробован при герметизации корпусов полупроводниковых приборов односторонней шовной контактной сваркой на макете устройства выг.олненного по схеме, показанной на чертеже.
Корпус микросхемы с предварительно зафиксированной крышкой устанавливается в предметный столик макета устройства, после чего он поднимается з плоскость действия сварочных роликов. При этом исходное положение роликов установлено так, что в процессе одновременного прокатьта- ния боковых кромок крышки Пересе-
чение их осей в одной точке происходило по центру крышки корпуса (пунктирные линии). Ролики синхронно перемещали вдоль свариваемых кромок и после их накатки на крышку на каждую пару сварочных роликов, прокатывающихся вдоль взаимно перпендикулярных сторон крышки против (или по) часовой стрелке, подавали на время сварки соответствующих сторон импульсы сварочного тока от двух источников сварки.
Сварку производили коническими роликами с диаметром рабочей части, равным 5 мм и углом конусности 20° при скорости 10 мм/с, при этом каждый из источников тока обеспечивал на соответствующих парах электродов амплитудное напряжение сварочных импульсов, равное 2,1 В. Длительность сварочного импульса составляла 3,5 мс. Усилие сжатия составляло 6,5 Н.
Время сварки периметра определялось временем сварки.по длинной стороне корпуса и составило 1 с. При этом в процессе герметизации корпусов было получено стабильное качество сварного шва по всему герметизируемому периметру.
Использование описанного способа герметизации обеспечивает: уменьшение времени сварки периметра крышки герметизируемого корпуса полупроводникового прибора приблизительно в 2 раза при стабильном качестве сварного шва, упрощение оборудования из-за отсутствия устройств, необходимых для осуществления поворота корпуса на 90° и раздвижения сварочных роликов.
Формула изобретения Способ герметизации прямоугольных корпусов полупроводниковых приборов контактной шовной сваркой, при котором крышку п рибора фиксируют по отношению К корпусу, а сварочные ролики прокатывают вдоль боковых кромок крышки, отличающийся тем, что, с целью увеличения производительности процесса герметизации, используют четыре сварочных ролика и прокатывают их по контуру в одном направлении, причем каждый из роликов прокатывают по одной из сторон крышки корпуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для герметизации прямоугольных корпусов полупроводниковых приборов | 1990 |
|
SU1754368A1 |
| Способ герметизации прямоугольных корпусов микросхем | 1988 |
|
SU1655709A1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ КОНТАКТНОЙ СВАРКИ | 1988 |
|
SU1603655A1 |
| Полуавтомат герметизации полупроводниковых приборов контактной сваркой | 1988 |
|
SU1590290A2 |
| Способ шовной контактной сварки | 1978 |
|
SU859079A1 |
| Способ регулирования процесса контактной сварки | 1978 |
|
SU764896A1 |
| Способ контактной сварки | 1987 |
|
SU1581516A1 |
| Устройство для герметизации прямоугольных корпусов полупроводниковых приборов | 1989 |
|
SU1691002A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1972 |
|
SU423207A1 |
| Полуавтомат герметизации полупроводниковых приборов контактной сваркой | 1986 |
|
SU1362597A1 |
Изобретение относится к контактной шовной сварке и может быть использовано в электронной промышленности при герметизации полупроводниковых элементов при приварке крышек к корпусу прибора. Цель изобретения - увеличение производительности процесса за счет одновременной сварки по четырем сторонам корпуса. Способ герметизации прямоугольных корпусов полупроводниковых приборов контактной шовной сваркой включает фиксацию крышки прибора по отношению к корпусу. При сварке используют четыре сварочных ролика. Ролики перемещают по контуру в одном направлении. Каждый из роликов прокатывают по одной из сторон крышки корпуса. Способ позволяет уменьшить время герметизации прибора и упростить оборудование за счет исключения устройств для поворота столика на 90° и раздвижения сварочных роликов. 1 ил.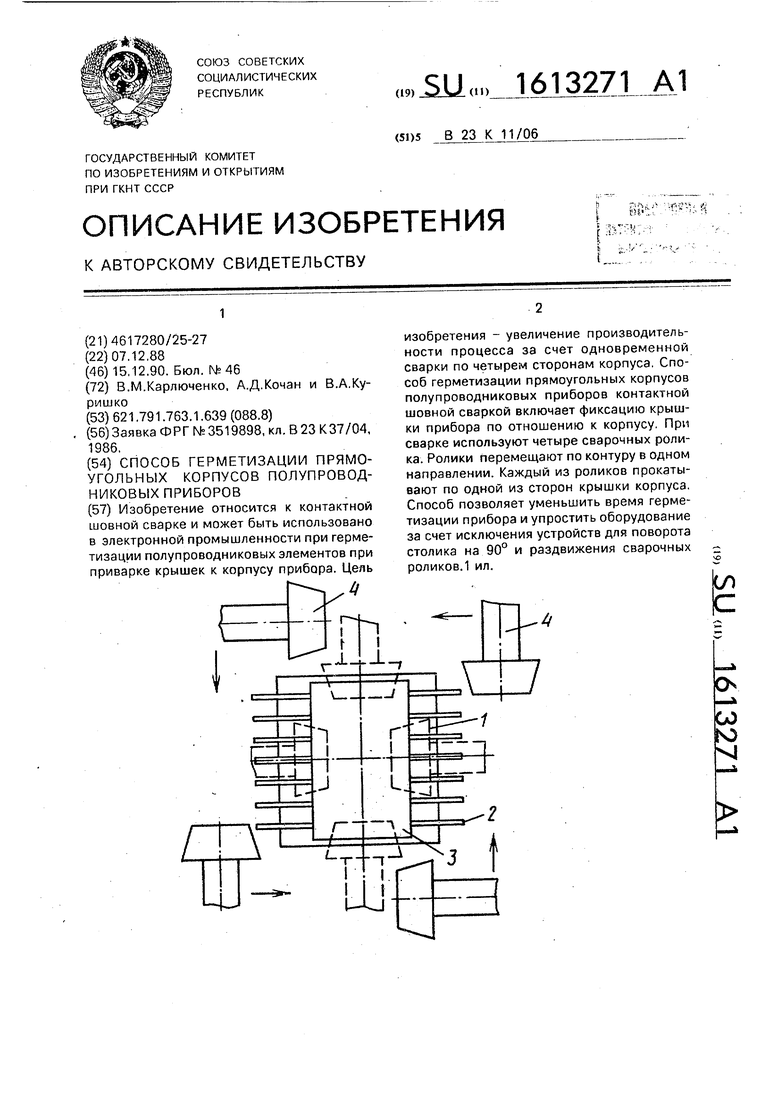
| Заявка ФРГ № 3519898, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
