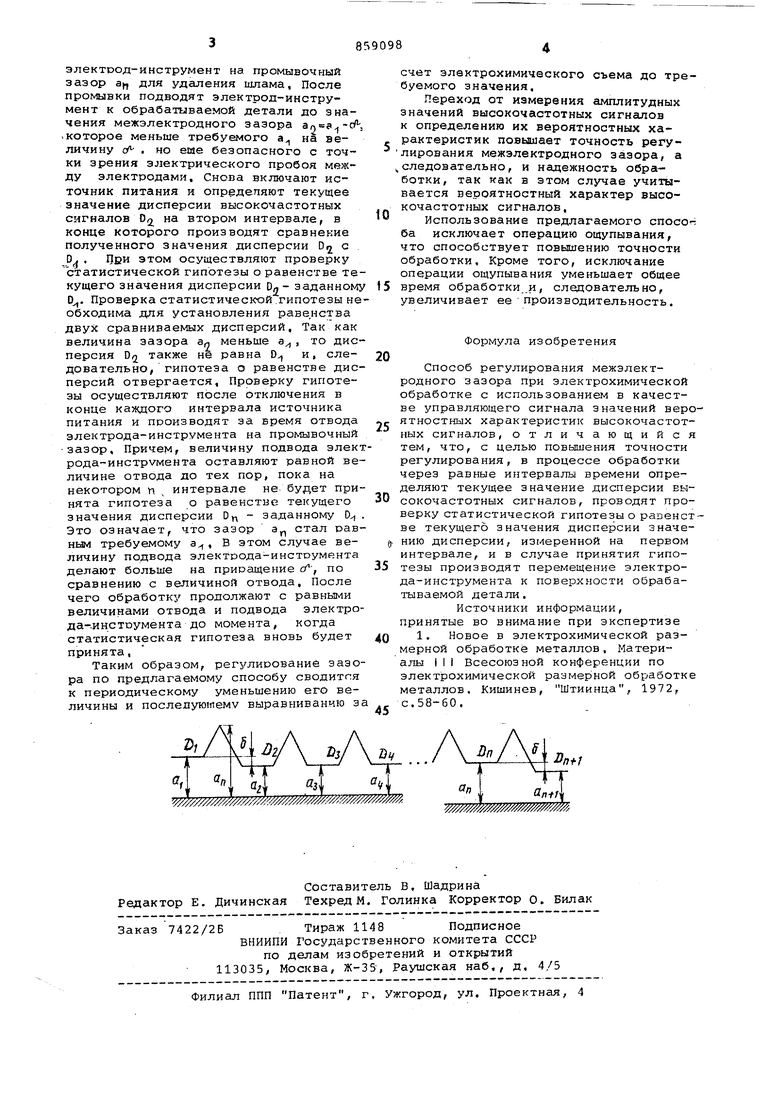
Изобретение относится к размерной электрохимической обработке металлов и может быть использовано при Формообразовании сложных поверхностей. Известен способ регулирования межэлектродного зазора при электрохимической обработке с использованием в качестве сигнала регулирования значений вероятностных характеристик высокочастотных сигналов, возникающих в предпробой«ае моменты в межэлектродном промежутке при обработке D3 Недостатке известного способа яв ляется недостаточная точность регули рования межэлектоодного зазора вслед ствие необходимости учитывать изменение технологических факторов при переходе от одного режима обработки на другой и недостаточной надежности оценки текущей величины зазора. Цель изобретения - повышение точности регулисювания межэлектродного зазора. Поставленная цепь достигается тем что в процессе обработки через равны интервалы времени определяют текушее значение дисперсии высокочастотн пе сигналов,проводят проверку статистиче кой гипотезы о равенстве текущегЪ значения дисперсии значению дисперсии, -измеренной на первом интервале, и в случае принятия гипотезы производят перемещение электрода-инструмента к поверхности обрабатываемой детали , На чертеже представлен график, поясняющий предлагаеьвлй способ. Способ осуществляют слещтошим образом. Устанавливают длительность интервалов .времени, в течение которых будут определяться текущие значения дисперсии высокочастотных сигналов, равную такому времени обработки, за которое технологический ток, пройдя через электрохимическую ячейку, практически не изменит величину зазора (искомый интервал времени вычисляется для конкретного режима обработки ИЗ закона Фарадея и находится в пределах от 10до 500 мс), Затем выставляют требуемую величину межэлектродного зазора а и начинают обработку, В течение первого интервала времени измеряют значение дисперсии высокочастотных сигналов 0, которое используют в дальнейшем в качестве заданного, В конце интервала отключают источник питания и отводят электрод-инструмент на промывочный зазор а для удаления шлама, После промывки подводят электрод-инструмент к обрабатываемой детали до значения межэлектродного зазора которое меньше требуемого а на величину сЛ- , но еше безопасного с точки зрения электрического пробоя между электродами. Снова включают источник питания и определяют текущее значение дисперсии высокочастотных сигналов 0 на втором интервале, в конце которого производят сравнение полученного значения дисперсии D о 0. При этом осуществляют проверку статистической гипотезы о равенстве те кущего значения дисперсии Ол - заданному 0. Проверка статистической,гипотезы не обходима для установления раве.нства двух сравниваемых дисперсий. Так как величина зазора а меньше а, то дисперсия D, также не равна D, и, следовательно, гипотеза о равенстве дисперсий отвергается. Проверку гипотезы осуществляют после отключения в конце каждого интервала источника питания и производят за время отвода электрода-инструмента на промывочный зазор. Причем, величину подвода элек рода-инструмента оставляют равной величине отвода до тех пор, пока на некотором п интервале не будет при нята гипотеза о равенстве текущего значения дисперсии D - заданному 0 Это означает, что зазор а стал рав ным требуемому а, В этом случае величину подвода элекТоода-инстоумента делают больше на приращение , по сравнению с величиной отвода. После чего обработку продолжают с равными величинами отвода и подвода электро да-.инстоумента до момента, когда статистическая гипотеза вновь будет принята, Таким образом, регулирование зазо ра по предлагаемому способу сводится к периодическому уменьшению его величины и последующему выравниванию з
2)/
Д
UJ,
dr.
и.
Яз,
зг
W////// m7//7////// ////M счет электрохимического съема до требуемого значения. Переход от измерения амплитудных значений высокочастотных сигналов к определению их вероятностных характеристик повьялает точность регулирования межэлектродного зазора, а следовательно, и надежность обработки, так как в этом случае учитывается вероятностный характер высокочастотных сигналов. Использование предлагаемого спосо ба исключает операцию ощупывания, что способствует повышению точности обработки. Кроме того, исключание операции ощупывания уменьшает общее время обработки и, следовательно, увеличивает еепроизводительность. Формула изобретения Способ регулирования межэлектродного зазора при электрохимической обработке с использованием в качестве управляющего сигнала значений вероятностных характеристик высокочастотных сигналов, отличающийся тем, что, с целью повышения точности регулирования, в процессе обработки через равные интервалы времени определяют текущее значение дисперсии высокочастотных сигналов, проводят проверку статистической гипотезы о равенстве текущего значения дисперсии значению дисперсии, измеренной на первом интервале, и в случае принятия гипотезы производят перемещение электрода-инструмента к поверхности обрабатываемой детали. Источники информации, принятые во внимание при экспертизе 1. Новое в электрохимической размерной обработке металлов, Материалы i II Всесоюзной конференции по элект рохимической размерной обработке металлов. Кишинев, Штиинца, 1972, с.58-60,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования межэлектродного зазора при электрохимической обработке | 1980 |
|
SU891311A1 |
| Способ регулирования межэлектродного зазора при электрохимической обработке | 1979 |
|
SU874298A1 |
| Устройство регулирования межэлектрод-НОгО зАзОРА | 1979 |
|
SU837713A1 |
| Способ регулирования межэлектродного зазора при размерной электрохимической обработке | 1980 |
|
SU929384A1 |
| Способ управления процессом размерной электрохимической обработки и устройство для его осуществления | 1984 |
|
SU1278137A1 |
| Устройство для автоматического регулирования межэлектродного зазора | 1981 |
|
SU992150A1 |
| Устройство защиты электродов от коротких замыканий при электрохимической обработке | 1981 |
|
SU1013184A1 |
| Способ защиты от коротких замыканий при электрохимической размерной обработке | 2021 |
|
RU2768409C1 |
| Устройство для регулирования межэлектродного зазора | 1981 |
|
SU998077A1 |
| СПОСОБ ЦИКЛИЧЕСКОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2071883C1 |
