Изобретение относится к области машиностроения, а именно к электрохимической размерной обработке (ЭХО) металлов и сплавов с циклическим режимом обработки, с созданием синхронных принудительных колебаний электрода и предназначено для защиты от коротких замыканий.
Известен способ защиты от коротких замыкания при электрохимической обработке, в котором непрерывно определяют текущее значение производной от вероятностной характеристики высокочастотных выбросов тока, сравнивают с ее первоначальным значением и, в зависимости от их разности, формируют сигнал на отключение источника тока (описание изобретения к авторскому свидетельству СССР №1052359 Способ защиты от коротких замыкания при электрохимической обработке, В23Р 1/14, опубл. 07.11.1983).
Известен также способ защиты от коротких замыканий при электрохимической размерной обработке, согласно которому непрерывно контролируют среднее значение тока и напряжения, определяют их разность и регулируют напряжение на электродном промежутке так, чтобы эта разность оставалась постоянной, а в случае возникновения непропорциональных высокочастотных изменений выдается сигнал о наступлении короткого замыкания (описание изобретения к авторскому свидетельству СССР №1288005 Способ защиты от короткого замыкания при электрохимической размерной обработке, В23Н 7/18, опубл. 07.02.198).
Недостатками известных способов являются низкие надежность и стабильность срабатывания защиты, так как в условиях индустриальных помех, когда электрохимическая обработка ведется сильноточными импульсами с крутыми фронтами, повышение чувствительности устройств ведет к увеличению количества ложных срабатываний защиты, а снижение чувствительности делает защиту неэффективной.
Наиболее близким к предлагаемому является способ защиты от коротких замыканий при электрохимической размерной обработке с созданием принудительных колебаний электрода, при котором перед началом обработки производят сближение электродов до контакта с заготовкой, следят за прохождением контактов в течение заданного времени задержки, электрод отводят от заготовки на заданный межэлектродный промежуток и разрешают обработку (описание изобретения к патенту RU 2198075 Способ защиты от коротких замыканий при электрохимической размерной обработке, В23Н 3/02, опубл. 10.02.2003. Бюл.4).
Количество контактов при ощупывании зависит не только от усилий нажатия, а и от жесткости обрабатываемой детали и момента начала выхода из касания электрода-инструмента с заготовкой. Контактный метод, или метод "ощупывания", остается наиболее надежным и точным методом для установки межэлектродного промежутка (Оборудование для размерной электрохимической обработки деталей машин. Под ред. Седыкина Ф.В. М.: Машиностроение 1990 г., с. 124, 238-244), но не учитывание "дребезга" контакта при отводе на межэлектродный промежуток может значительно уменьшить его величину, что и приводит к коротким замыканиям электрода-инструмента с деталью.
Технической задачей изобретения является создание способа защиты от коротких замыканий при электрохимической размерной обработке, позволяющего поддерживать величину межэлектродного промежутка за счет учета "дребезга" контактов при отводе электрода.
Техническим результатом изобретения является уменьшение количества коротких замыканий и снижение количества брака при производстве деталей методом электрохимической обработки.
Технический результат достигается тем, что в способе защиты от коротких замыканий при электрохимической размерной обработке с созданием принудительных колебаний электрода, при котором перед началом обработки производят сближение электродов до контакта с заготовкой, следят за прохождением контактов в течение заданного времени задержки, электрод отводят от заготовки на заданный межэлектродный промежуток и разрешают обработку, в отличие от известного, после контакта с заготовкой электрод отводят от заготовки на заданный межэлектродный промежуток, во время которого следят за прохождением контактов, при этом в случае контакта электрода с заготовкой начинают отсчет времени задержки и продолжают отвод электрода, а обработку разрешают после окончания времени задержки и достижения заданного межэлектродного промежутка, при условии, что измеренная амплитуда вибрации электрода не выходит за допустимые пределы.
Способ поясняется фиг., на которых изображены:
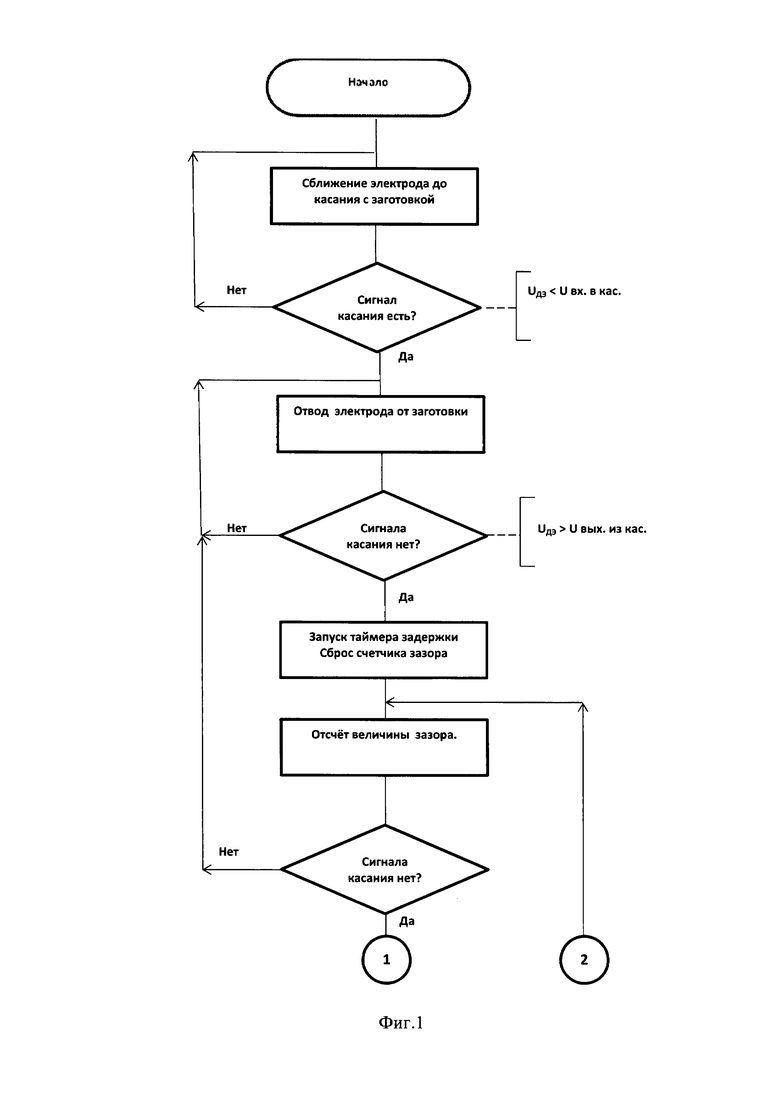
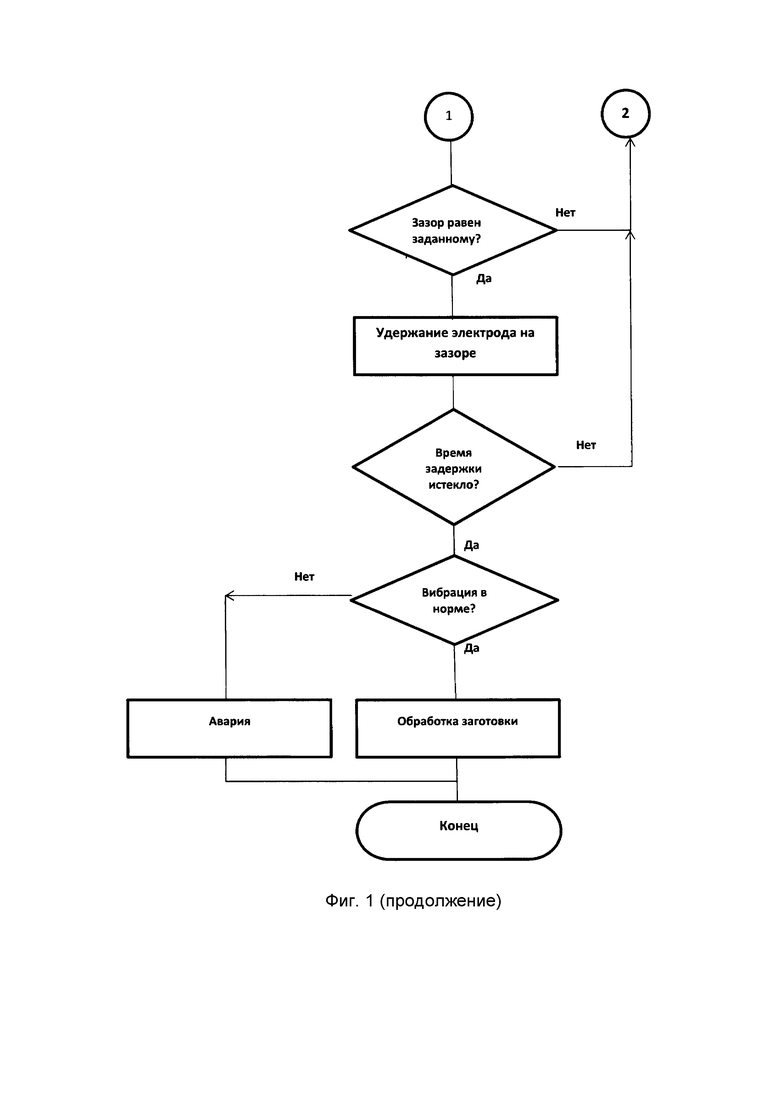
фиг. 1 - блок-схема алгоритма работы предлагаемого способа защиты от коротких замыканий;
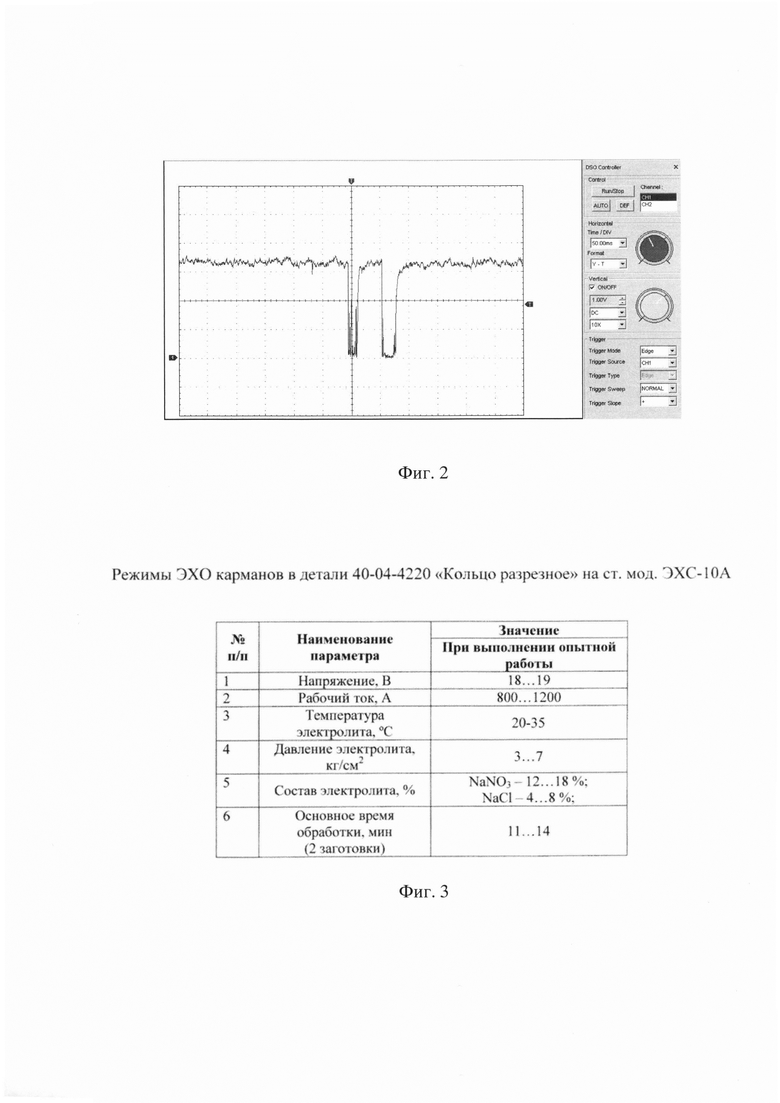
фиг. 2 - осциллограмма "дребезга" контакта при отводе на межэлектродный промежуток;
фиг. 3 - режимы ЭХО детали по предлагаемому способу с учетом "дребезга" контакта при отводе на межэлектродный промежуток.
Способ осуществляют следующим образом (фиг. 1).
На межэлектродный промежуток через диод подают напряжение ощупывания и в камеру подают электролит. Электрод начинает движение до контакта с заготовкой, при этом измеряют напряжение деталь-электрод (Uдэ,), которое сравнивают с напряжением входа в касание (Uвх в кас).
При условии, когда напряжение деталь-электрод (Uдэ) становится меньше напряжения входа в касание (Uвх в кас), электрод отводят от заготовки.
При условии, когда напряжение деталь-электрод (Uдэ) становится больше напряжения выхода из касания, (Uвх в кас), запускают таймер задержки, при этом время задержки соответствует двойному периоду колебаний электрода, и начинают отсчет величины межэлектродного промежутка.
Если во время отвода на межэлектродный промежуток происходит касание электрода с заготовкой, то процесс отвода электрода продолжают, но при этом таймер задержки перезапускают и отсчет величины межэлектродного промежутка начинают вновь с нуля. На фиг. 2 представлена осциллограмма "дребезга" контакта при отводе на межэлектродный промежуток. Контроль касания электрода с заготовкой происходит до тех пор, пока электрод не отойдет на заданный межэлектродный промежуток, а время задержки закончится.
Затем измеряют амплитуду вибрации электрод (В), и если она не выходит за заданные пределы допустимой вибрации (Вmax<В<Bmin), то начинают обработку, если же амплитуда вибрации вышла за указанные пределы, то выдают сигнал «Авария» и обработку прекращают.
Пример осуществления способа.
Способ был внедрен в ПАО «ОДК-Сатурн» на станках ЭХО (фиг. 3) с системами управления СУ-3, СУ-4, что позволило уменьшить количество коротких замыканий и снизить процент брака на 20%.
Предложенный способ защиты от коротких замыканий при размерной электрохимической обработке позволяет повысить конкурентоспособность выпускаемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ ОТ КОРОТКИХ ЗАМЫКАНИЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКЕ | 2001 |
|
RU2198075C2 |
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2203786C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| Способ размерной электрохимической обработки | 1973 |
|
SU493326A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| Способ размерной электрохимической обработки | 1977 |
|
SU625893A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК МЕДИЦИНСКИХ ИНСТРУМЕНТОВ | 2009 |
|
RU2412789C1 |
Изобретение относится к области машиностроения, в частности к электрохимической размерной обработке металлов и сплавов с циклическим режимом обработки, и предназначено для защиты от коротких замыканий. Способ защиты от коротких замыканий при электрохимической размерной обработке заготовки из металлов и сплавов с созданием синхронных принудительных колебаний электрода включает осуществление перед началом упомянутой обработки сближения электрода с заготовкой до контакта и слежение за последующим прохождением контактов. При этом после контакта с заготовкой электрод отводят от заготовки на заданный межэлектродный промежуток и в это время следят за прохождением контактов. В случае контакта электрода с заготовкой начинают отсчет времени задержки, которое соответствует двойному периоду колебаний электрода, и продолжают отводить электрод на заданный межэлектродный промежуток, а после окончания времени задержки и достижения электродом заданного межэлектродного промежутка измеряют амплитуду вибрации электрода и начинают обработку при условии, что измеренная амплитуда вибрации электрода соответствует заданным пределам допустимой вибрации. Техническим результатом изобретения является уменьшение количества коротких замыканий и снижение количества брака при производстве деталей методом электрохимической обработки. 3 ил.
Способ защиты от коротких замыканий при электрохимической размерной обработке заготовки из металлов и сплавов с созданием синхронных принудительных колебаний электрода, включающий осуществление перед началом упомянутой обработки сближения электрода с заготовкой до контакта и слежение за последующим прохождением контактов, отличающийся тем, что после контакта с заготовкой электрод отводят от заготовки на заданный межэлектродный промежуток и в это время следят за прохождением контактов, при этом в случае контакта электрода с заготовкой начинают отсчет времени задержки, которое соответствует двойному периоду колебаний электрода, и продолжают отводить электрод на заданный межэлектродный промежуток, а после окончания времени задержки и достижения электродом заданного межэлектродного промежутка измеряют амплитуду вибрации электрода и начинают обработку при условии, что измеренная амплитуда вибрации электрода соответствует заданным пределам допустимой вибрации.
| СПОСОБ ЗАЩИТЫ ОТ КОРОТКИХ ЗАМЫКАНИЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКЕ | 2001 |
|
RU2198075C2 |
| Способ защиты от коротких замыканий при электрохимической обработке | 1981 |
|
SU1052359A1 |
| Способ защиты от короткого замыкания при электрохимической размерной обработке | 1984 |
|
SU1288005A1 |
| Способ защиты от коротких замыканий при размерной электрохимической обработке | 1979 |
|
SU860976A1 |
| УСТРОЙСТВО для ЗАЩИТЫ от КОРОТКИХ ЗАМЫКАНИЙ | 0 |
|
SU240436A1 |
| DE 1913954 C3, 11.09.1975. | |||

