t
Изобретение относится к размерной электрохимической обработке токопроводящих материалов и может быть использовано при формообразовании сложных поверхностей.
Известен способ регулирования межэлектродного зазора при электрохимической размерной обработке, согласно которому в качестве сигнала для регулирования используют высокочастотный сигнал, возникающий вследствие ионных и электронных процессов, предшествующий электрическому пробою в момент сближения электродов 1..
Недостатком данного способа является низкая точность поддержания минимального межзлектродного зазора. Согласно данному способу учитывают зависимость амплитуды высокочастотных сигналов только на величины зазора, в действительности она зависит от таких факторов, как напряжение источника питания, величина межэлектродного зазора, давление электролита на входе и выходе из межэлектродио о зазора и электропроводность электролита.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату
является способ регулирования межэлектрод}1ого зазора при размерной электрохимической обработке с использованием вероятностной характеристики высокочастотных сигналов, полученную в результате статистической обработки значений амплитуд высокочастотт1ых сигналов 2.
Недостатком известного способа является то, что хотя анализ значений вероятностных характеристик высокочастотных сигналов и дает приближенную и достоверную информацию о
10 величине зазора, все же достаточной точности поддержания равновесного межэ/гектродпого зазора и оптимальных условий обработки не обеспечивает.
Цель изобретения - повышение тошости под«5держа1шя минимального межэлектродпого зазора и устранения возможности появления коротких замыканий за счет поддержания равенства скоростей подачи и электрохимического растворения.
20
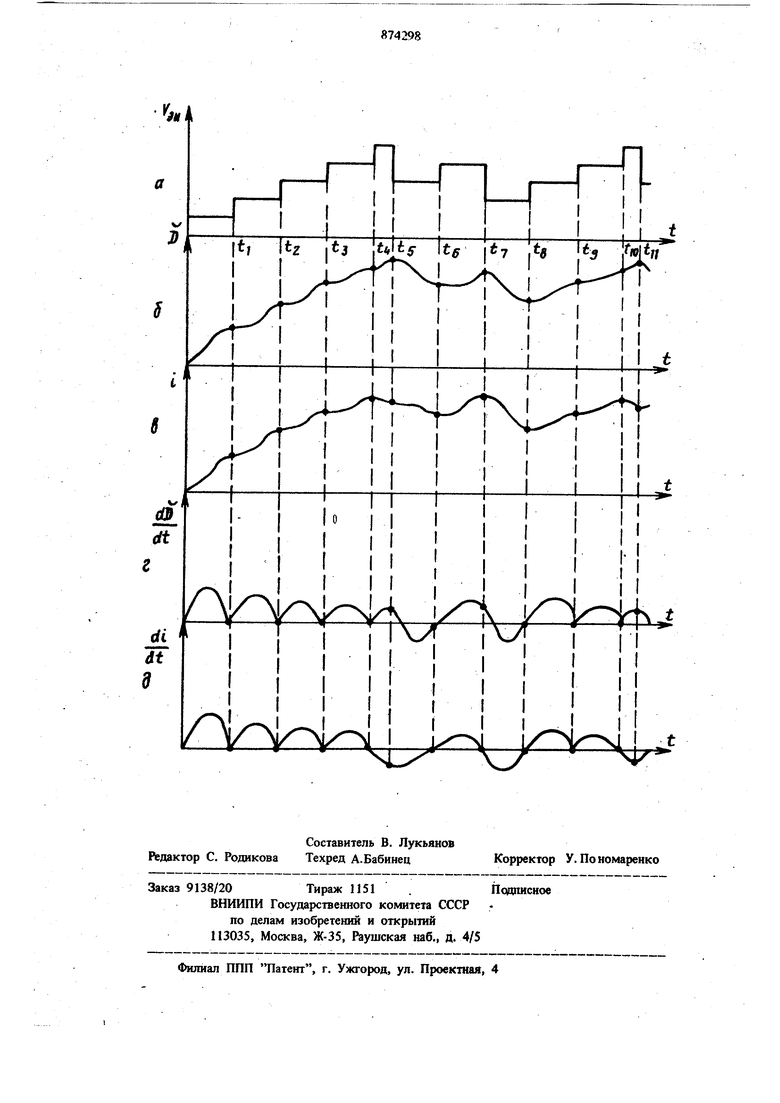
Поставленная цель достигается тем, что согласно способу регулирования с использованием в качестве управляющего сигнала вероятностной характеристики высокочастотных сигналов в про3цессе обарботки производят ступенчатое увеличение скорости подачи, на каждой ступени ведут измерение производных по времени от вероятностной характеристики высокочастотных сигналов и плотности рабочего тока, сравнивают и переключат с одной ступени на другую в момент одновременного равенства нулю обеих про изводных, причем увеличение скорости подачи ведут до тех пор, пока либо не нарушится син хронность равенства нулю обеих производных, либо они одновременно не станут разными по знаку, и в обоих случаях уменьшают скорость подачи до наступления равенства нулю обеих производных, после чего вновь увеличивают ско рость в огшсанной последователыюсти. На чертеже представлен график, поясняющий предлагаемый способ. П р и м е р. В качестве вероятностной характеристики высокочастотных сигналов выби}мют дисперсию их амплитуды D, характеризующую интенсивность сигналов относительно среднего значения. На графике прИБеде1иь -зависимоста дисперсии Ъ, производной dD/dt плотности рабочего тока i, производной di/dt и скорости подачи электрода-инструмента как функции времени, поясняющие принцип регулирования межэлектродного зазора, который сводится к следующему. Ступенчато увеличивают скорости подачи, пер воначальное значение которой выбирают меньш максимальной скорости злектрохимичесжого растворения (графика). На каждой измеряют текущие значения дисперсии D и пло ности i рабочего тока (график б, в). Одновре менно определяют значения их производных во времени (график г, d). Момент наступления равновесного состояния в зоне обработки, характеризующийся неизменной величиной межэлектродного зазора, определяют по синхрогшому равенству нулю обеих производных, когда дисперсия D и плол-юсть i перестают изменяться во времени.В этом случае производят пере ключение скорости подачи на новую ступень (моменты времени 11 -14). При этом переход от одаого равновесного состоя1шя, вызванный ступенчатым увеличением скорости , к другому происходит при одинаковых по знаку производных dD/dt и dl/dt (моменты времени ti-14). йшенство знаков сохраняется до тех пор, пока скорость подачи не сравняется с величиной максимальной скорости злектрохимкческого растворения. При достижеш{и скорости подачи значения максимальной скорости электрохимического растворе ния плотность i достигает своего мак&имзльного значения, а зазор - минимально допустимой величины. Обе производгоые также будут равны нулю, ш любое увеличение скорости подачи приводит к тому, что производные становятся разными по знаку. Дело в том, что производная dD/dt при увеличении скорости подачи всегда остается одного знака, В то же время производная di/dt меняет знак при превышении скорости подаш максимальной скорости электрохимического растворения (ийтервал tj-14). В этом случае уменьшают скорость подачи на две-три ступени. Затем вновь производят поиск максимальной скорости электрохимического растворения в описанной последовательности. В процессе обработки межэлектродный зазор может неравномерно изменяться в различных точках обрабатываемой поверхности. Это приводит к тому, что в данных точках величина зазора может стать меньше минимально допустимой. Появляются условия развития короткого замыкания в зоне обработки. Критическое уменьшение зазора в локальных точках выявляют по изменению дисперсии высокочастотных сигналов, которая в этом случае начинает резко расти, и производная dO/dt перестает равняться нулю (интервал времени tg-17). В то же время средняя величина зазора может оставаться неизменной, и увеличение плотности тока не происходит. Производная di/dt остается равной нулю. В результате синхронность равенства нулю обеих производных нарушается. Чтобы избежать короткого замыкания, скорость подачи в этом слу4ае также уменьшают на две-три ступени (момент t). И после того, как установится равновесное состояние, определяемое по одновременному равенству нулю обеих производных, скорость подачи снова увеличивают, продолжая поиск максимальной скорости электрохимического растворения. Таким образом, регулирование межэлектродного зазора осуществляют по одновременному и енению величины и знака производных dO/dt и di/dt. Если значение данных производных одновременно равны нулю, то это соответствует равновесному состоянию в зоне обработки, т.е. неизменному межзлектродному зазору. В случае, когда dD/dt увеличивается, а di/dt стремится к нулю, имеет место локальное уменьщение межэлектродного зазора. Когда же обе производные становятся разных знаков, то это значит, что скорость подачи превысила максимальную скорость электрохимического растворения. В двух последних случаях для того,что&1 избежать короткого замыкания, скорость, подачи уменьшают на две-три ступени. С другой стороны, циклическое уменьикние скорости подачи на две-три ступени позволяет осуществить непрерывный коитроль за перемешюй величиной минКмальио допустимого межэлектродного зазора. Целесообразность уменьшения скорости подачи на две-т{ж аупеии объясняется тем, что
в этом гарантируется наступление равновесного состояния, в то время как уменьшение скорости на одну ступень этого гарантировать не может. Уменьшение скорости подачи на большее, чем три, количество ступеней нецелесообразно с точки зрения ухудшения точности и производительности обработки.
Циклическое vMeHbmeHHe скорости подачи на две-три ступени соответствует ее снижению не более чем на 5% (достигается путем подбора величины прирашения, на которое изменяется скорсоть подачи при переключении с одной ступени на другую) и вызывает колебание минимального межэлектродного зазора также не бояее 5%. Такое изменение зазора не оказывает существенного влияния на точность обработки, которая в данном случае стремится к своему максимальному значению.
Таким образом, регулирование межэлектродного зазора при ступенчатом поиске максимальной скорости подачи соответствующей максимальной скорости электрохимического растворения обеспечивает высокую точность поддержания минимального межэлектродного зазора и, кроме того, устраняет возможность появления коротких замыканий. Это, в свою очередь, обеспечивает высокопроизводительную обработку деталей практически любого профиля, независимо от их материала.
Измерение вероятностных характеристик высокочастотных Сигналов также способствует увеличению точности поддержания минимального зазора и устранению возможности появлетя коротких замыканий , так как уменьшает влияние случайных факторов на величину амплитуды высокочастотных сигналов.
Формула из р е т е н и я Способ регулирования межэлектродного зазора при электрохимической обработке токопроводящих материалов с использованием в качестве управляющего сигнала вероятностную характеристику высокочастотных сигналов, предшествующих электрическому пробою межэлектродного зазора в момент сближения электродов, отл.ичающийся тем, что, с целью повышения тошгости поддержа1П1я ми{1имального межэлектродного зазора и устранение возможности появления коротких замыканий посредством поддержания скоростей подачи и Электрохимического растворения, в -процессе обработки ступенчато увеличивают скорость подачи и на каждой ступени измеряют производные по времени от вероятностной характеристикн высокочастотных сигналов и плотности рабочего тока, сравнивают их и переключают с одной ступени на другую в момент одновременного равенства нулю обеих производных, причем увеличение скорости подачи ведут до тех пор, пока либо не нарушится синхронность достижения нулевых значений обеими производными, либо они одновременно не станут разными по знаку, и в обоих случаях уменьшают скорость подачи до наступле1П1я момента достиже|шя обеими производными нулевых значений, после чего вновь производят увеличение скорости подачи в вышеописанной последовательности.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 271988, кл. В 23 Р 1/14, 25.02.68.
2. Новое в электрохимической размерной обработке металлов. Материалы HI Всесоюзной конференции по электрохимической размерной обработке металлов. Кишинев, 1972, с. 58-60 (прототип).
К.
Ш

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования межэлектродного зазора при размерной электрохимической обработке | 1980 |
|
SU929384A1 |
| Способ импульсно-циклической электрохимической обработки | 1982 |
|
SU1042939A1 |
| Способ регулирования межэлектродного зазора при электрохимической обработке | 1980 |
|
SU891311A1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРОТКИХ ЗАМЫКАНИЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКЕ | 2001 |
|
RU2198075C2 |
| Способ регулирования межэлектродного зазора при электрохимической обработке | 1979 |
|
SU859098A1 |
| Способ управления процессом размерной электрохимической обработки и устройство для его осуществления | 1984 |
|
SU1278137A1 |
| Устройство защиты электродов от коротких замыканий при электрохимической обработке | 1981 |
|
SU1013184A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
| Способ защиты от коротких замыканий при электрохимической обработке | 1981 |
|
SU1052359A1 |
1 Ь 7 в
