(54) СПОСОБ РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО
ЗАЗОРА ПРИ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ
1
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к способу регулирования межэлектродного зазора при электрохимической обработке сложнофасонных поверхностей.
Известен способ регулирования межэлектродного зазора при электрохимической обработке посредством ступенчатого изменения скорости подачй электрода-инструмента .при косвенном показателе процесса, в частности по локальной величине плотности тока, по которому при ступенчатом изменении скорости подачи перепад начальной и конечной скорости выбирают так, чтобы новые установившиеся значения межэлектродного зазора отличались от начальных установившихся как в большую, так и в меньшую сторону 1.
Недостатком известного способа является низкая точность регулирования процесса, поскольку для реализации такого способа необходимо непрерывное проведение расчетов по полуэмпирическим нелинейным уравнениям электрохимической ячейки на аналоговых вычислительных машинах. При этом
ОБРАБОТКЕ
погрешность решения уравнений достигается 10%, а с учетом погрешности, обусловленной эмпирическими зависимостями введенных в систему нелинейных уравнений, описывающих электрохимическую ячейку, общая погрешность может достигать 30- 40% и более.
Цель изобретения - повышение точности и производительности обработки..
Поставленная цель достигается тем, что на каждой ступени скорости измеряют ин10тервал времени, в течение которого скорость подачи сравняется со скоростью анодного растворения, после чего скорость подачи либо увеличивают, когда величина предыдущего .интервала превышает величину пос15ледующего, либо уменьшают, когда величина последующего интервала времени превысит или станет равной величине предыдущего интервала.
В результате измерения интервалов времени стало доступным вести обработку на минимально возможном межэлектродном, зазоре, независимо от изменения его текущей величины, что обеспечивает высокую точность обработки.
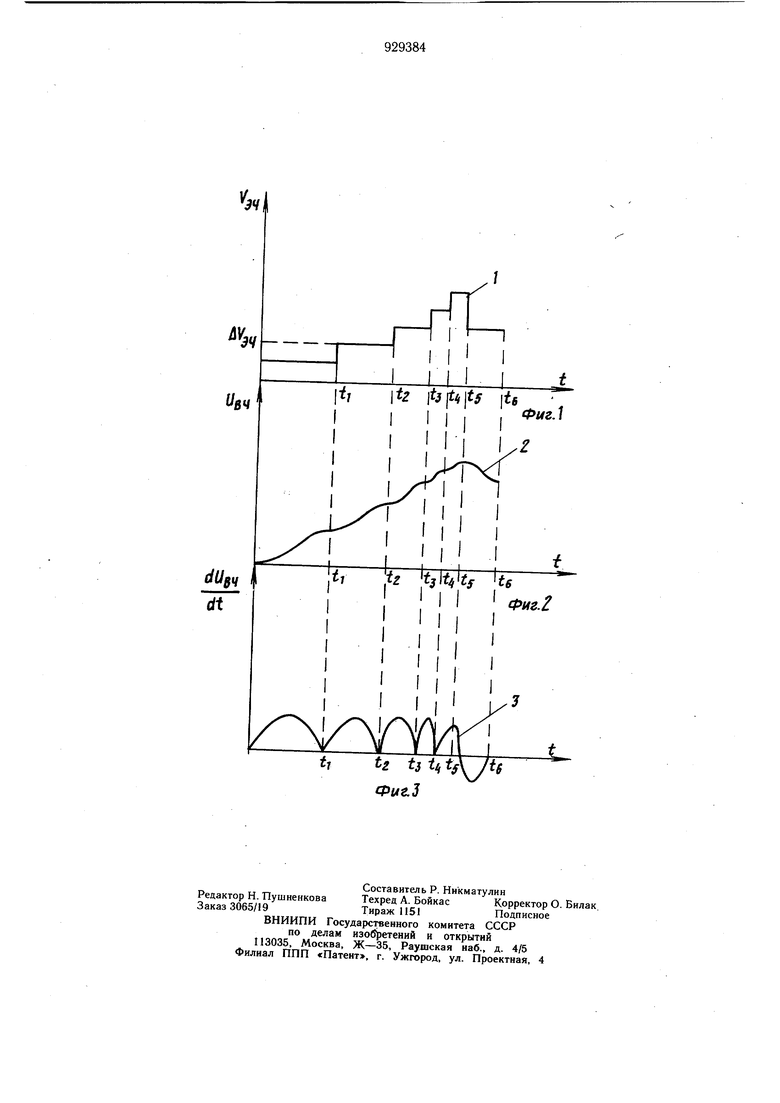
На фиг. 1 изображен график ступенчатого изменения скорости электрода-инструмента Vgn в зависимости от времени tj; на фиг. 2 - кривая зависимости напряжения высокочастотных сигналов UBH от времени tb на фиг. 3 - график изменения производной по времени t от напряжения высоко t - течением частотных сигналов времени t.
Пример. В качестве критерия оценки момента наступления равенства скоростей подачи и анодного растворения выбирают, например, изменение амплитуды высокочастотного сигнала по времени. Равновесное состояние в зоне обработки наступает в случае, когда амплитуда высокочастотного сигнала перестанет изменяться во времени, или ее изменение будет пренебрежимо мало. Момент наступления равновесного состояния регистрируется с помощью выделения низкочастотной составляющей UBM высокочастотного сигнала и последующего ее дифференцирования. В момент наступления равновесного состояния значение производной становится равным нулю. Равновесные состояния, соответствующие различным значениям скорости подачи, устанав-. ливаются до тех пор, пока некоторая величина скорости подачи не превысит максимальную для данного режима скорость анодного растворения.
В этом случае, если не уменьщить скорость подачи, может развиться короткое замыкание. В связи с этим устанавливают скорость подачи- электрода-инструмента УЭИ (кривая 1), величина которой заведомо меньще величины максимальной скорости анодного растворения, и начинают обработку. Одновременно измеряют текущее значение производной ат (кривая 2) и длительность интервала времени, в течение которого при данной скорости подачи установится равновесное состояние в зоне обработки. Если равновесное состояние установилось в момент времени t|, это значит, что зазор стабилизируется по величине и текущее значение производной становится равным нулю. Возникшее равновесное состояние происходит при скорости анодного растворения, величина которой меньще своего максимального значения. Поэтому в момент времени ti, когда производная стала равной нулю, прекращают подсчет величины интервала времени и запоминают полученное значение. Одновременно увеличивают скорость подачи УЭИ на величину приращения Д УЭИ и начинают измерение интервала времени, в течение которого установится новое равновесное состояние, производя при этом непрерывное сравнение текущей величины длительности нового интервала с запомненной величиной предыдущего интервала. Процесс ступенчатого увеличения скорости подачи УЭИ происходит до тех
пор (в примере до интервала времени ts), пока величина некоторого последующего интервала времени между двумя соседними нулевыми значениями производной превысит или сравняется с величиной предыдущего интервала.
Для осуществления непрерывного контроля за переменной величиной скорости анодного растворения производят циклическое уменьщение максимальной скорости подачи (момент времени te), например, на две-три ступени и запоминают интервал времени до установления равновесного состояния. Затем вновь последовательно производят поиск максимальной скорости анодного растворения. Целесообразность уменьщения максимальной скорости подачи на две три ступени объясняется тем, что в этом случае гарантируется наступление равновесного состояния, в то время как уменьшение скорости на одну ступень этого гарантировать не может. Уменьщение скорости подачи на больщее, чем три количество ступеней, нецелесообразно с точки зрения ухудщения точности и производительности обработки.
Циклическое уменьшение максимальной величины скорости подачи на две-три ступени, соответствующее снижению скорости подачи не более чем на 5% (достигается путем подбора величины приращения, на которое изменяется скорость подачи при переключении с одной ступени на другую), вызывает колебание минимального межэлектродного зазора не более чем на 2-3%. Такое изменение зазора не оказывает существенного влияния на точность и производительность обработки, которые в данном случае стремятся к своему максимальному значению.
Формула изобретения
Спосб регулирования межэлектродного зазора при размерной электрохимической обработке, при котором осуществляют ступенчатое изменение скорости подачи по характеризующему ее параметру, отличающийся тем, что, с целью повыщения точности и производительности обработки за счет поддержания максимальной скорости анодного растворения, при каждом значении скорости подачи измеряют интервал времени, в течение которого скорость подачи станет равной скорости анодного растворения, после чего скорость подачи либо увеличивают, когда величина предыдущего интервала превышает величину последующего, либо уменьшают, когда величина интервала станет равной или меньше величины последующего.
Источники информации, принятые во внимание при экспертизе 1. Седыкин Ф. В. Размерная электрохимическая обработка деталей машин. М., «Машиностроение, 1976, с. 146.
Овч
-ii tz t3fii ts t6
«2 tj A A Л6
Фие.3
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования межэлектродного зазора при электрохимической обработке | 1979 |
|
SU874298A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2226142C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2401725C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| Способ импульсно-циклической электрохимической обработки | 1982 |
|
SU1042939A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2010 |
|
RU2450897C2 |