1
Изобретение относится к станкостроению.
Известен способ косвенного контроля нагрузки на сверло, согласно которому о выходе сверла из детали судят по снижению осевой силы и увелимению крутящего момента l3 ,
Недостатком известного способа является трудность его практической реализации и недостаточно высокая точность.,
Цель изобретения - упрощение регистрации и обеспечение удобства передачи зарегистрированного начала переходного процесса на систему автоматического уменьшения подачи сверла.
поставленная цель достигается тем, что в качестве сигнала переходного процесса регистрируют перемещение в направлении оси сверла слоя металла, расположенного под режущей кромкой сверла.
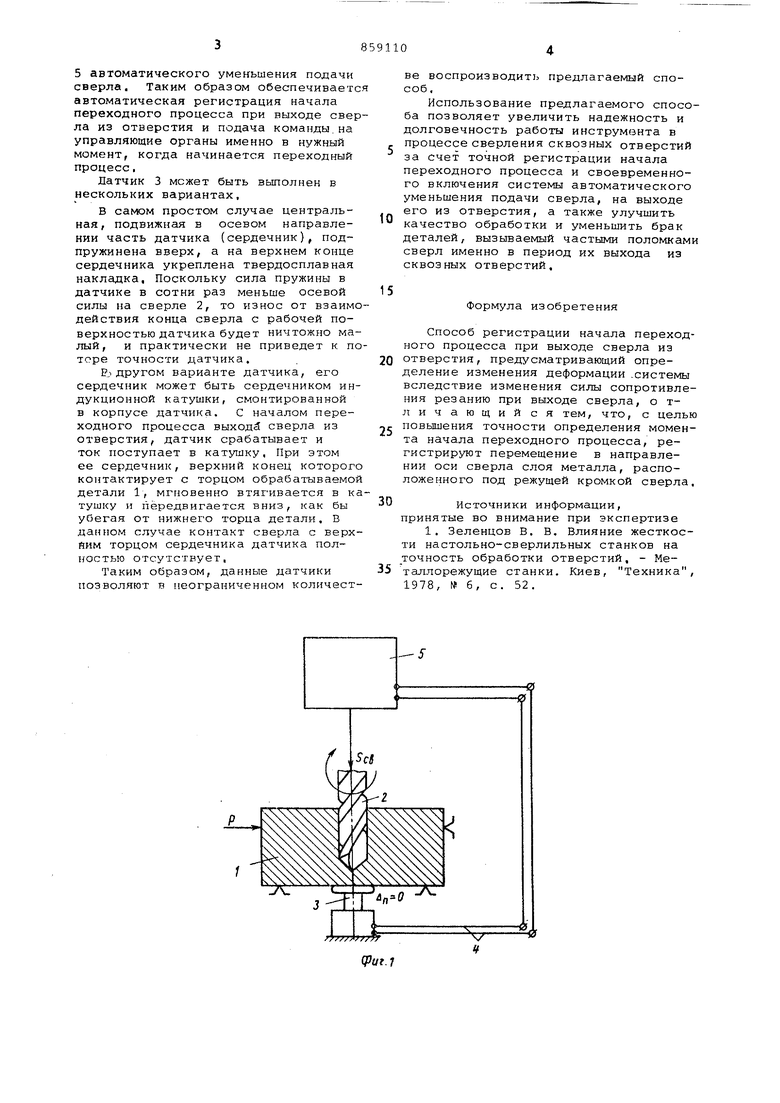
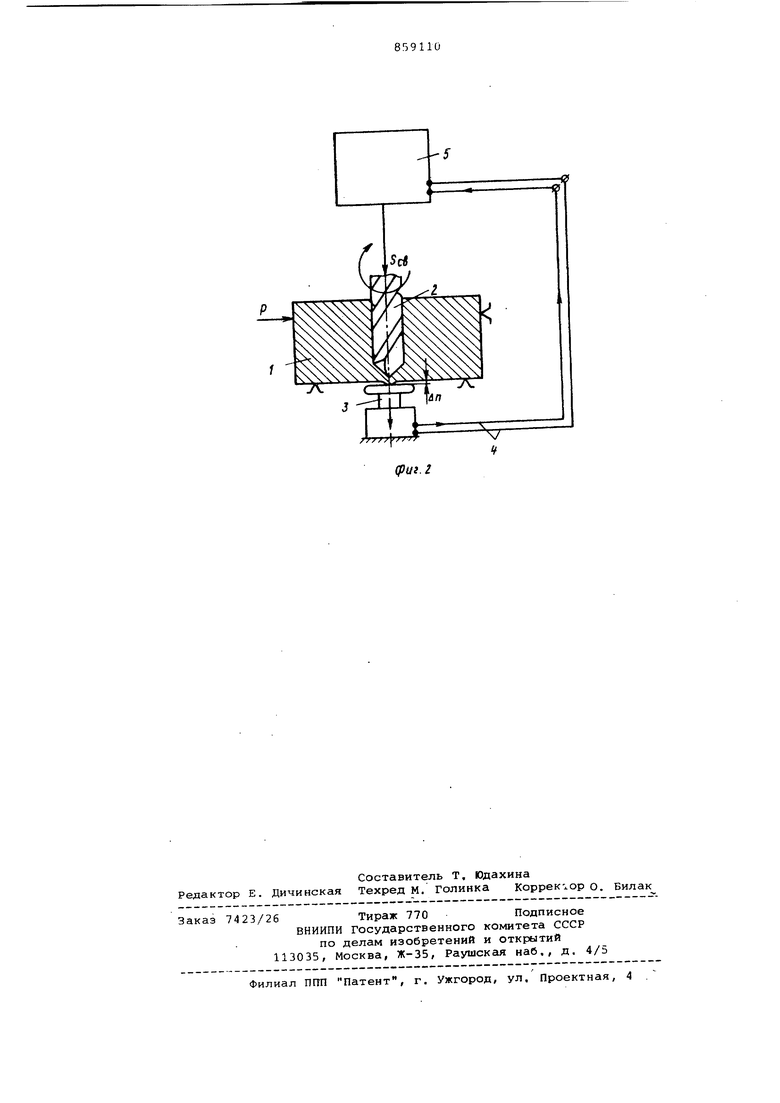
На фиг. 1 изображена схема установившегося процесса сверления на фиг. 2 - начгшо переходного процесса, ttpH установившемся процессе сверления (фиг. 1) подяча сверла постоянная и слой металла обрабатываемой
детали 1, расположенный под режущей частью сверла 2, достаточно прочный.
Таким образом, в данном режиме работы слой металла, подвергающийся резанию, не прогибается (проваливается). В этом случае расстояние Д между торцом детали 1 и подвижным элементом датчика 3 равно нулю.
При наличии в системе датчика 3
10 регистрации начала перемещения слоя металла, расположенного под режущей частью сверла, в условиях нормального процесса сверления деформации указанного слоя в направлении оси свер15ла не будет и датчик 3 не сработает. Таким образом, сигнал по проводам 4 на систему 5 автомати -еского уменьшения подачи сверла не поступает.
При входе сверла в опасную зону,
20 когда начинается пец,рходный процесс его выхода из отверстия (фиг. 2) слой металла, расположенный под режущей частью сверла, выпучивается, т.е. перемещается на й. в направле25нии оси сверла. Малейшее перемещение, порядка нескольких сотых или десятых долей миллиметра, регистрируется датчиком 3, контакты которого замыкаются и при этом подается команда
30 через провода 4 на включение системы
5 автоматического уменьшения подачи сверла. Таким образом обеспечиваетс автоматическая регистрация начала переходного процесса при выходе сверла из отверстия и подача команды.на управляющие органы именно в нужный момент, когда начинается переходный процесс,
Латчик 3 мсжет быть выполнен в нескольких вариантах,
В самом простом случае центральная, подвижная в осевом направлении часть датчика (сердечник), подпружинена вверх, а на верхнем конце сердечника укреплена твердосплавная накладка. Поскольку сила пружины в датчике в сотни раз меньше осевой силы на сверле 2, то износ от взаимодействия конца сверла с рабочей поверхностью датчика будет ничтожно малый, и практически не приведет к потере точности датчика.
Е,1 другом варианте датчика, его сердечник может быть сердечником индукционной катушки, смонтированной в корпусе датчика. С началом переходного процесса выходи сверла из отверстия, датчик срабатывает и ток поступает в катушку, При этом ее сердечник, верхний конец которого контактирует с торцом обрабатываемой детали 1, мгновенно втягивается в катушку и передвигается вниз, как бы убегая от нижнего торца детали. В данном случае контакт сверла с верхйим торцом сердечника датчика полностью отсутствует.
Таким образом, данные датчики позволяют в неограниченном количестве воспроизводить предлагаемый способ.
Использование предлагаемого способа позволяет увеличить надежность и долговечность работы инструмента в процессе сверления сквозных отверстий за счет точной регистрации начала переходного процесса и своевременного включения системы автоматического уменьшения подачи сверла, на выходе его из отверстия, а также улучшить качество обработки и уменьшить брак деталей, вызываемый частыми поломкам сверл именно в период их выхода из сквозных отверстий.
Формула изобретения
Способ регистрации начала переходного процесса при выходе сверла из отверстия, предусматривающий определение изменения деформации -системы вследствие изменения силы сопротивления резанию при выходе сверла, о тл и чающий ся тем, что, с целью повышения точности определения момента начала переходного процесса, регистрируют перемещение в направлении оси сверла слоя металла, расположенного под режущей кромкой сверла.
Источники информации, принятые во внимание при экспертизе
1. Зеленцов В. В. Влияние жесткости настольно-сверлильных станков на точность обработки отверстий, - Металлорежущие станки. Киев, Техника, 1978, № 6, с. 52.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для комплексного исследования силовых и скоростных зависимостей при сверлении сквозных отверстий | 1987 |
|
SU1502226A1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2755620C1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2021 |
|
RU2765045C1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2737658C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА СВЕРЛЕНИЯ И УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ | 2011 |
|
RU2570267C2 |
| Способ измерения температурных и силовых параметров процесса резания при сверлении | 2023 |
|
RU2812820C1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2022 |
|
RU2796967C1 |
| Сверлильный станок | 1980 |
|
SU889294A1 |
| Устройство для сверления сквозных отверстий | 1980 |
|
SU876325A1 |
| Сверло | 1991 |
|
SU1787707A1 |
J
VV
Ч
Vut.i
