При отливке корпусов долот известными способами формовки вес прибыли получается равиым весу самой отливки корпуса, а отходы металла в виде стружки при механнческоС его обработке составляют около 45% веса корпуса.
Предлагаел ый способ отличается от известиых тем, что корпуса формуют попарио лапал и (тоикими частями) вверх, с виутреииими етержпями в одной обш.ей для двух корпусов закрытой прибылью, расположеииой между ии.ми действующей под атмосфериым давлением и питающей средиюю часть корпусов. Это позволяет получать плотные отливки при значительном сокраихенин нх веса и трудоемкости изготовления.
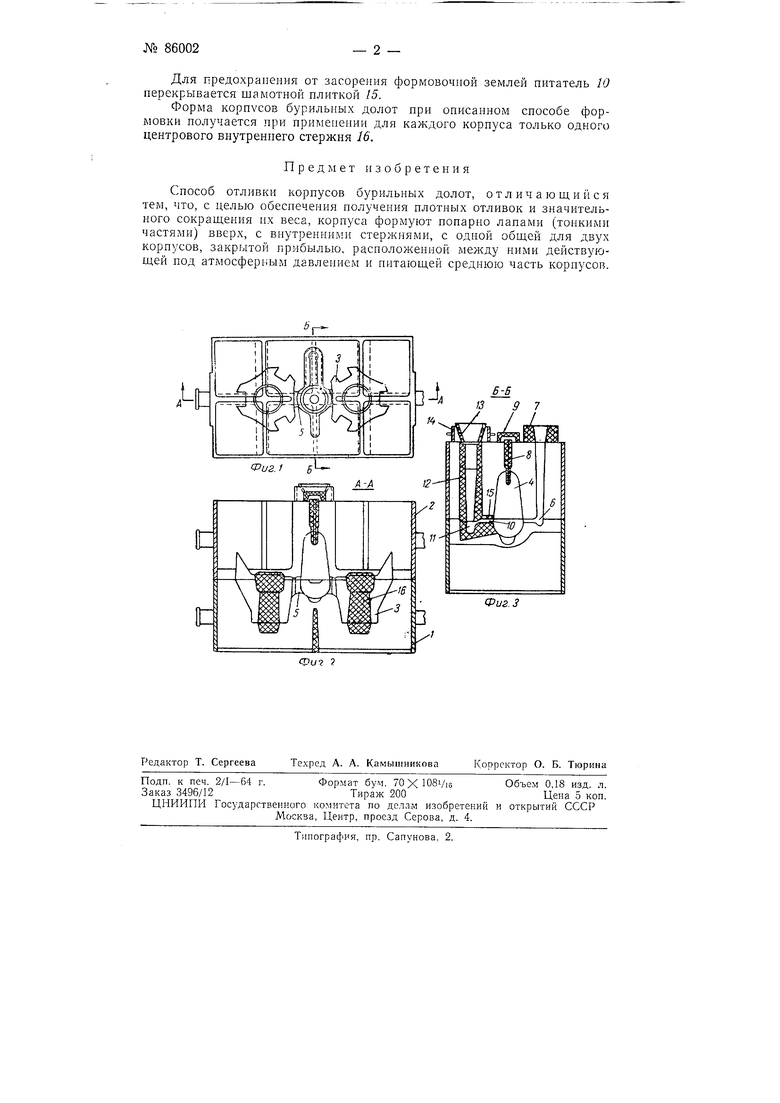
Па фиг. 1 показан вид собранной формы в плане: на фнг. 2 - разрез ее по А-А фиг. 1; иа фиг. 3 - разрез ее по Б-Б фиг. 1.
Формовка выполнена в двух опоках: нижней / и верхней 2 по разъeMHoii модели 3.
Металл для питания двух корпусов одновремеино подводится в средщою часть (в грязевый канал на уровне промывочной плиты) каждою корпуса питателями 5 через закрытую прибыль 4.
Для обеспечения выхода из нее газов во время заполнения металлом нижней и средней части корпусов прибыль 4 сообщается с атмосферой посредством выпора 6 с щамотиой воронкой 7 над ним.
Для обеспечения действия прибыли 4 под атмосферным давлением она сообщаетея е атлюсферой поередством газопроницаемого стержня ;S с расиоложенным над ним предохраннтельным стаканом 9 с отверетием.
Металл подводится в нижнюю часть прибыли на уровне разъема опок питателем 10 через щлакоуловнтель 11, собранный из шамотных трубок, литниковый стояк 12 и шамотную воронку 13, помещенную з центрирующей ее опоке 14.
Для предохранения от засорения формовочной землей питатель 10 перекрывается шамотной плиткой 15.
Форма корпусов бурильных долот при описанном способе формовки получается при примененин для каждого корпуса только одного центрового внутренпего стержня 16.
Предмет изобретения
Способ отливки корпусов бурильных долот, отличающийся тем, что, с целью обеспечения получения плотных отливок и значительного сокраш,ения их веса, корпуса формуют попарно лапами (тонкими частями) вверх, с внутренними стержнями, с одной общей для двух корпусов, закрытой прибылью, расноложенной ними действующей иод атмосферным давлением и нитающей среднюю часть корпусов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| ЗАКРЫТАЯ АТМОСФЕРНАЯ ПРИБЫЛЬ | 1992 |
|
RU2074785C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 1992 |
|
RU2088372C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| Способ формовки и нагрева в опоках многослойных оболочковых форм | 1983 |
|
SU1217558A1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2371278C2 |
| ЛИТЕЙНАЯ МНОГОМЕСТНАЯ КЕРАМИЧЕСКАЯ ФОРМА | 1990 |
|
RU2017562C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
-J -, Б-Б
, 7
Фиг.З
