Изобретение относится к способам изготовления и крепления двухсторон них контактов в полосообразньк конт тодержателях и может быть использовано при изготовлении и креплении двухсторонних контактов из драгоцен ных металлов, их сплавов и контактных биметаллов в различных переключателях, микропереключателях, электромагнитных реле и т.п. По основному авт. св. № 760220 известен способ изготовления и крепления двухсторонних контактов в полосообразном контактодержателе, н пример, плоскойпружине, в торцовый открытый вырез которого в осевом направлении вставляют стержень из контактного материала, диаметр которого больше, чем толщина контак тодержателя; находящийся в вырезе контактодержателя отрезок стержня формируют в контакт так, что контак ный материал охватывает края выреза по обе стороны плоскостей ксчитакто- держателя; сформированную в контакт часть стержня отрезают вблизи конгактодержателя, при этом используют стержень из контактного биметалла, имеющий диаметр, больший ширины торцового открытого выреза, по бокам стержня выполняют два продольных паза, ширина каждого из которых равна толщине контактодержателя, а глубину их выбирают таким образом, что при вставлении стержня боковые кромки торцового выреза входят в продольные пазы по бокам стержня Q. Однако в известном способе крепление контакта в контактодержателе, особенно имеющем малую толщину и ширину, недостаточно надежно. При зтом в процессе,работы в месте стыка торца контактного стержня и кромки контактодержателя в нем появляются опасные напряжения. Цель изобретения - повьшюние надежности закрепления контакта в контактодержателе.
Указанная, цель достигается тем, что в известном способе изготовления и креплеиия двухсторонних контактов в полосообразном контактодержа.теле, например плоской пружине, в торцовый открытый вырез которого в осевом направлении вставляют стержень из контактного материала, диаметр которого больше, чем толщина контактодержателя находящийся в вырезе контактодержателя отрезок стержня формируют в контакт так, что контактный материал охватывает края выреза по обе стороны плоскостей.контактодержателя; сформированную в контакт часть стержня отрезают вблизи контактодержателя, при этом используют стержень из контактного биметалла, имеющий диаметр больший ширины торцового открытого выреза, по бокам стержня выполняют два продольных паза, ширина каждого из которых равна толщине контактодержателя, а глубину их выбирают таким образом, что при вставлении стержня боковые кромки торцового выреза входят в продольные пазы по бокам стержня, дополнительно в торце остержня вьшолняют паз так, что его боковые поверхности расположены в плоскостях расположения боковьк поверхностей продольньк пазов, выполненньк по бокам стержня.
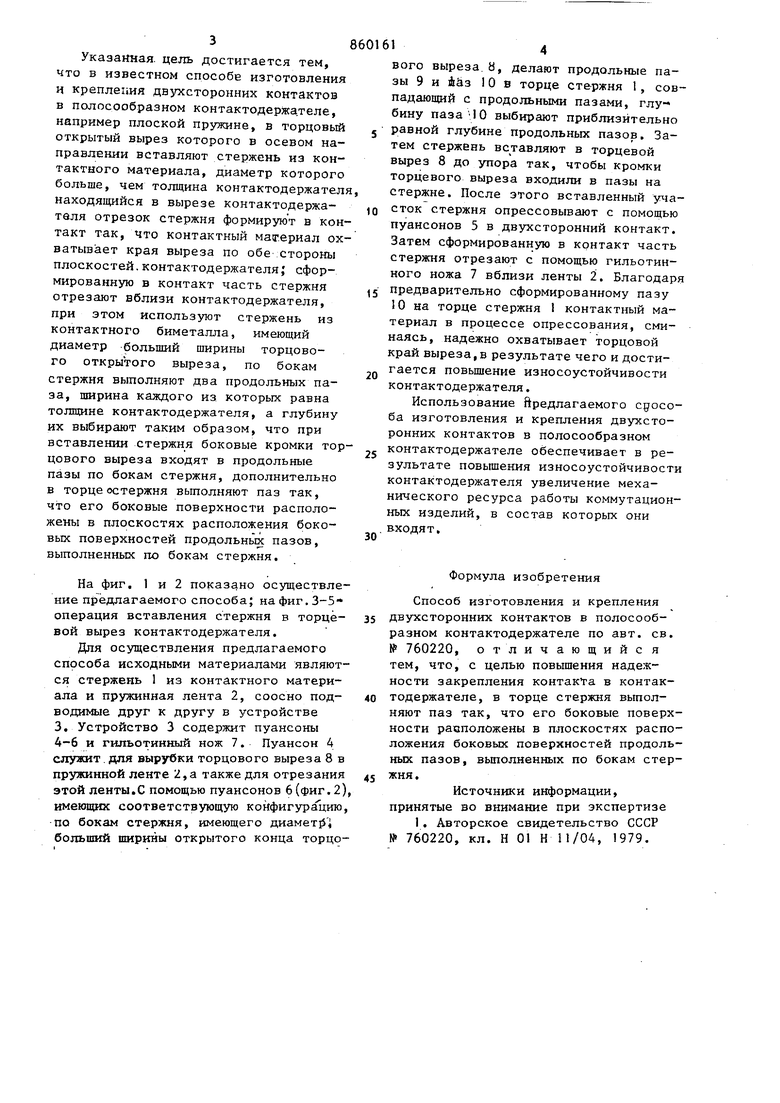
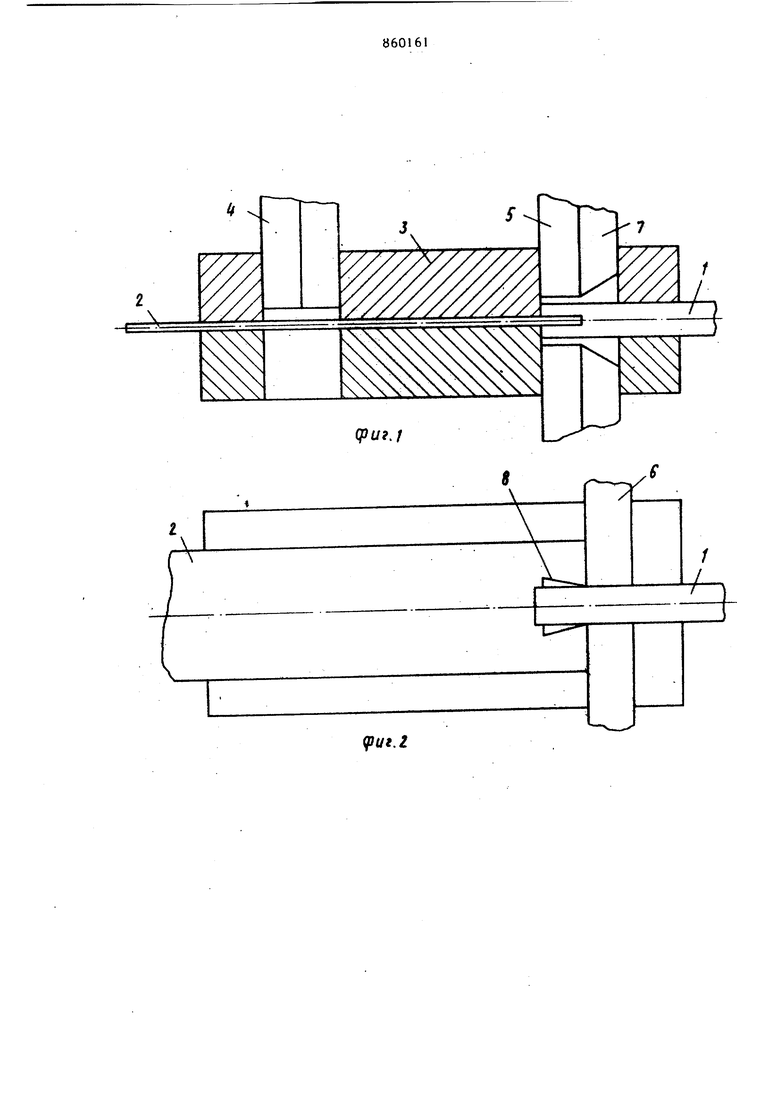
На фиг. 1 и 2 показано осуществление предлагаемого способа; нафиг-З-З- операция вставления стержня в торцевой вырез контактодержателя.
Для осуществления предлагаемого способа исходными материалами являются стержень 1 из контактного материала и пружинная лента 2, соосно подводимые друг к другу в устройстве 3. Устройство 3 содерткит пуансоны 4-6 и гильотинный нож 7. Пуансон 4 служит, для вырубки торцового выреза 8 в пружинной ленте 2,а также для отрезания этой ленты.С помощью пуансонов 6 (фиг. 2 имеющих соответствующую конфигурацию по бокам стержня, имеющего диамет ; больший ширины открытого конца торцового выреза, а, делают продольные пазы 9 и йаз 10 в торце стержня 1, совпадающий с продольными пазами, глубину паза 1 О выбирают приблизительно
равной глубине продольных пазов. Затем стержень вставляют в торцевой вырез 8 до упора так, чтобы кромки торцевого выреза входили в пазы на стержне. После этого вставленный участок стержня опрессовывают с помощью пуансонов 5 в двухсторонний контакт. Затем сформированную в контакт часть стержня отрезают с помощью гильотинного ножа 7 вблизи ленты 2. Благодаря
предварительно сформированному пазу 10 на торце стержня 1 контактный материал в процессе опрессования, сминаясь, надежно охватывает торцовой край выреза,в результате чего и достигается повьш ение износоустойчивости контактодержателя.
Использование {предлагаемого сдособа изготовления и крепления двухсторонних контактов в полосообразном
контактодержателе обеспечивает в результате повышения износоустойчивости контактодержателя увеличение механического ресурса работы коммутационных изделий, в состав которых они
входят.
Формула изобретения
Способ изготовления и крепления двухсторонних контактов в полосообразном контактодержателе по авт. св. № 760220, отличающийся тем, что, с целью повышения надежности закрепления контакта в контактодержателе, в торце стержня выполняют паз так, что его боковые поверхности расположены в плоскостях расположения боковых поверхностей продольных пазов, вьтолненных по бокам стержня.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 760220, кл. Н 01 Н П/04, 1979.
8
v/
2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления и крепления двухстороннего контакта в полосообразном контактодержателе | 1983 |
|
SU1076970A1 |
| Контактная система высоковольтного выключателя на большие номинальные токи | 1985 |
|
SU1302345A1 |
| Микропереключатель | 1981 |
|
SU964759A1 |
| Электрическое контактное гнездо для электровакуумных приборов с коаксиальными выводами | 1988 |
|
SU1566430A1 |
| Герметизированный выключатель | 1986 |
|
SU1397989A1 |
| КОМБИНИРОВАННЫЙ ПРОФИЛЬ С НЕСУЩИМ ЭЛЕМЕНТОМ ИЗ МАТЕРИАЛА НА ОСНОВЕ ЛЕГКОГО МЕТАЛЛА И НАКЛАДНОЙ ЛЕНТОЙ, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОГО КОМБИНИРОВАННОГО ПРОФИЛЯ | 2005 |
|
RU2384426C2 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ | 2000 |
|
RU2189289C2 |
| КОСТЫЛЬ МЕДИЦИНСКИЙ, УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2222308C2 |
| Способ изготовления решеток | 1977 |
|
SU698747A1 |
| КОНТАКТОДЕРЖАТЕЛЬ | 2015 |
|
RU2641708C1 |
(риг.I
н
А-А
тЧ
(put.3
Сриг.
