Изобретение относится к способам изгоготовления и крепления двусторонних контактов в полосообразных контактодержателях и может быть использовано в производстве контактных узлов для коммутационных аппаратов.
Известен способ изготовления и крепления двустороннего контакта в полосообразном контактодержателе, при котором стержень иа контактного материала вставляют в открытый вырез контактодержателя в продольном направлении, затем конец стержня формируют в двусторонний контакт и отрезают вблизи контактодержателя 1.
Недостатком указанного способа является низкая надежность крепления двустороннего контакта в вырезе контактодержателя и нерациональный расход драгоценного металла. При этом способе формирование двустороннего контакта протекает неравномерно относительно кромок выреза, вследствие чего контакт проваливается при малом количестве переключений. При этом на формирование двустороннего контакта используется часть стержня, райная, как минимум, длине выреза контактодержателя. Это приводит к необоснованному расходу драгоценного металла.
Известен также способ, по которому стержень выполняют с .продольными пазами, вставляют в открытый вырез контактодержателя, фиксируя кромки выреза в пазах стержня, и отрезают последний вблизи контактодержателя 2|.
Недостатком известного способа является нетехнологичность изготовления и нерациональный расход драгоценного металла, так как совмещение узких пазов стержня с кромками контактодержателя весьма затруднительно. Так, при изготовлении двустороннего контакта на контактной пружине микропереключателя необходимо ввести две кромки ленты толщиной 0,1 мм в пазы шириной 0,15 мм. Таким образом, осуществление этого способа требует создания высокоточных устройств, что ограничивает применение способа в серийном производстве. При этом формированию двустороннего контакта подвергается часть стержня, превышающая длину выреза контактодержателя, что приводит к необоснованно завыщенному расходу драгоценного металла.
Общим недостатком способов 1 и -(2} является невозможность формирования двустороннего контакта конструктивно правильной сферической формы. Это условие является непременным, особенно при изготовлении подвижного контакта на контактной пружине микропереключателя, так как наиболее эффективной является коммутация контактов сфера-плоскость (сферический-подвижный контакт, плоский-неподвижный контакт). Однако при формировании цилинд рического участка стержня, входяп его в вырез контактодержателя, не достигается желаемая форма контакта. Кроме того, фор мирование двустороннего контакта на всем участке выреза приводит к короблению («пропеллеру) тонкой контактной пружины (ленты толщиной 0,1 мм). Желательно получить способ изготовления и крепления контакта, допускающий широко использовать высокопроизводительные устройства ff обеспечивать надежность крепления при малой трудоемкости и рацио0 нальном использовании контактного драгоценного металла. .
Цель изобретения - повышение надежности, улучшение технологичности и экономия драгоценного металла.
Указанная цель достигается тем, что согласно способу изготовления и крепления: двустороннего контакта в полосообразном контактодержателе с прорезью, например контактной пружине, при котором контактный стержень вставляют в вырез контакто0 держателя в продольном направлении, конец стержня формируют в односторонний контакт со сферической головкой и ножкой, разделенными перемычкой, стержень перемещают в продольном направлении на щаг подачи и так формируют односторонние кон5 такты последовательно до тех пор, пока первый односторонний контакт не переместится по прорези контактодержателя на позициК -закрепления на контактодержателе, затем ножку контакта формируют в другую сферическую головку, образуя двусторонний контакт, и одновременно отрезают от последующего одностороннего контакта непосредственно в прорези контактодержателя, причем: каждый односторонний контакт отрезают от двустороннего путем удаления перемычки. образованной Йа позиции формирования каждого одностороннего контакта.
На фиг. показано устройство, осуществляющее предлагаемый способ, общий вид; на фиг. 2 - то же, вид сверху; на
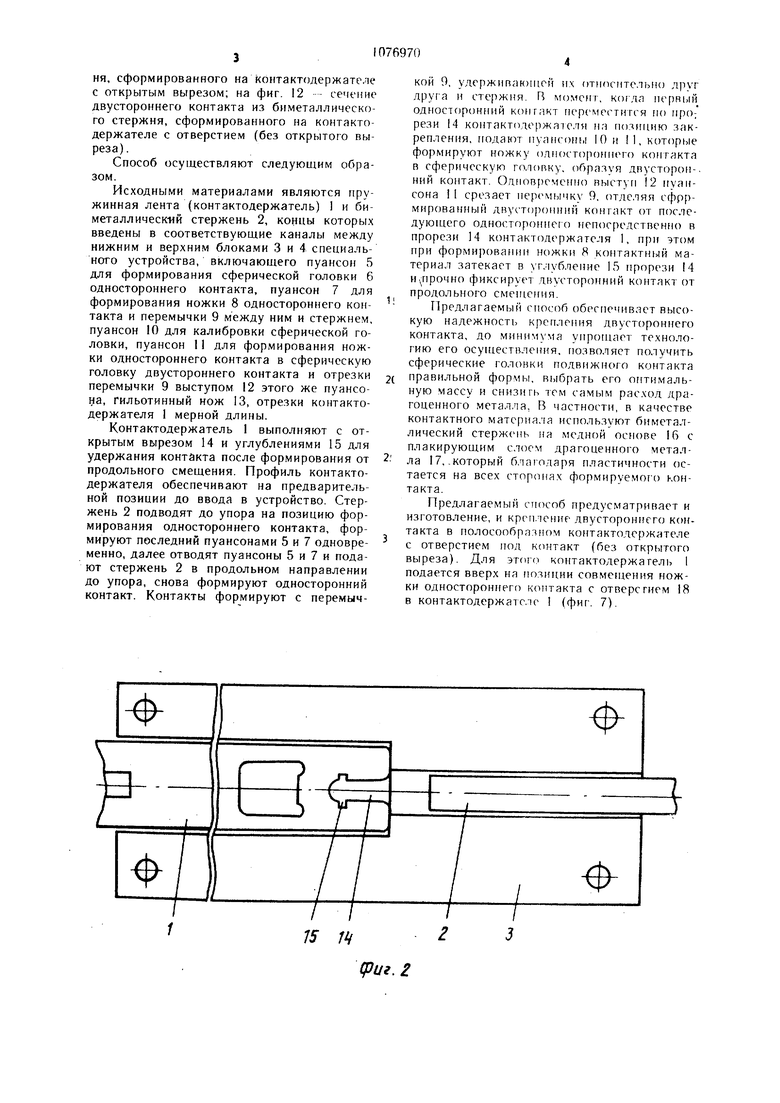
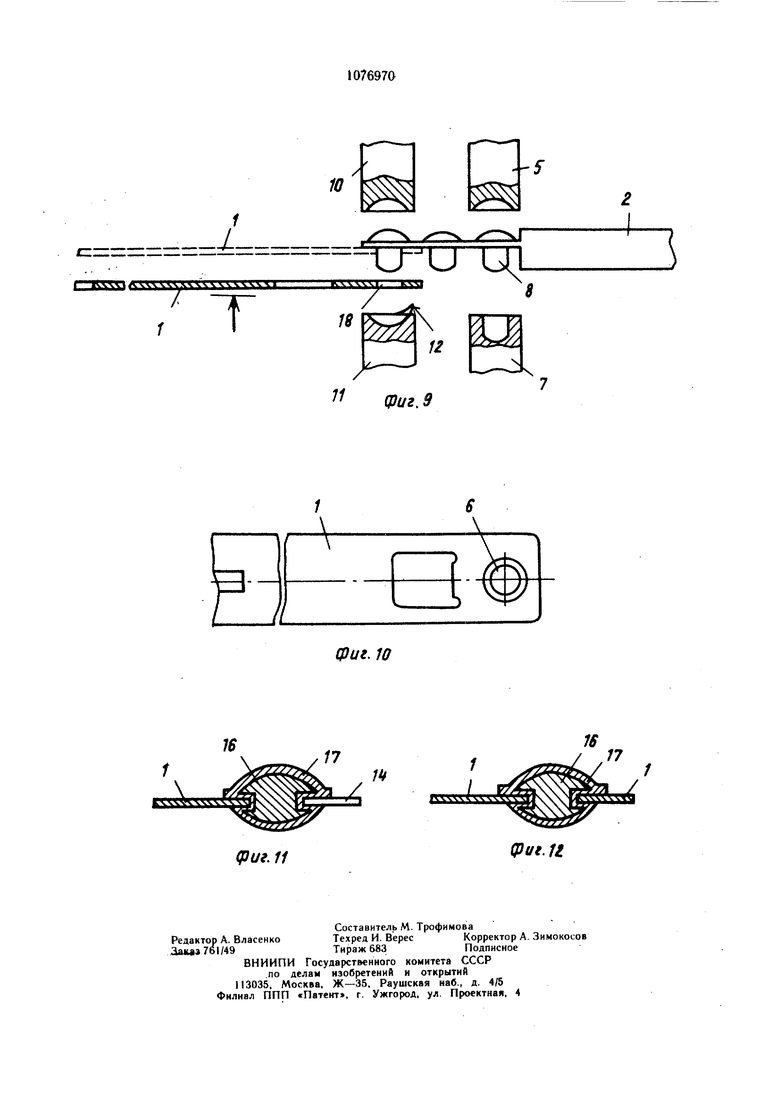
фиг. 3 - позиция формирования первого одностороннего контакта из контактного стержня; на фиг. 4 - позиция перемещения контактного стержня в продольном направлении для формирования последующего одностороннего контакта; на фиг. 5 - позиция
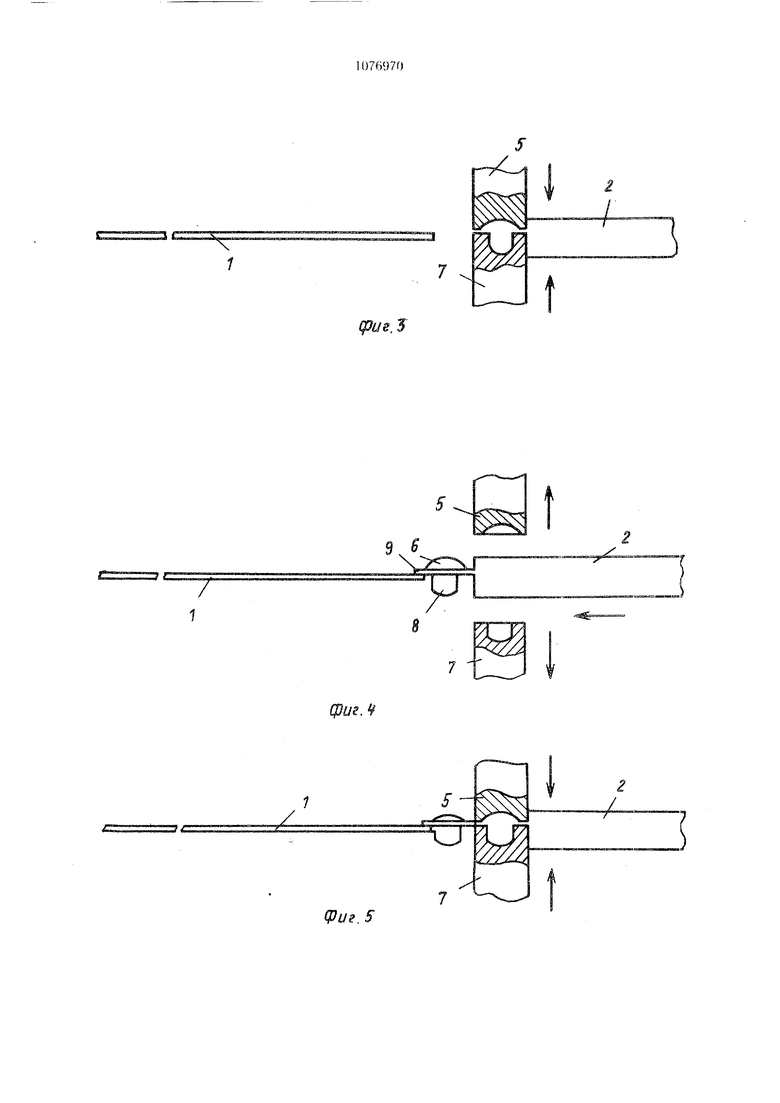
формирования последующего одностороннего контакта; на фиг. б - позиция формиро вания двустороннего контакта с одновремен ным закреплением и отрезкой перемычки Е прорези контактодержателя, общий вид; на
Q фиг. 7 - то же, вид сверху; на фиг. 8 контактодержатель с двусторонним контактом; на фиг. 9 - вариант исполнения способа изготовления и крепления двустороннегс контакта в полосообразном контактодержателе с отверстием под контакт (без откры5 того выреза); на фиг. 10 - контактодержатель без открытого выреза с двусторонним контактом; на фиг. 11 - сечение двустороннего контакта из биметаллического стерж
ня, сформированного на контактодержателе с открытым вырезом; на фиг. 12 сечение двустороннего контакта из биметаллического стержня, сформированного на контактодержателе с отверстием (без открытого выреза).
Способ осуществляют следующим образом.
Исходными материалами являются пружинная лента (контактодержатель) 1 и биметалл ическ 1Й стержень 2, концы которых введены в соответствующие каналы между нижним и верхним блоками 3 и 4 специальнсгго устройства, включающего пуансон 5 для формирования сферической головки 6 одностороннего контакта, пуансон 7 для формирования ножки 8 одностороннего контакта и перемычки 9 между ним и стержнем, пуансон 10 для калибровки сферической головки, пуансон 11 для формирования ножки одностороннего контакта в сферическую головку двустороннего контакта и отрезки перемычки 9 выступом 12 этого же пуансона, гильотинный нож 13, отрезки контактодержателя 1 мерной длины.
Контактодержатель I выполняют с открытым вырезом 14 и углублениями 15 для удержания контакта после формирования от продольного смещения. Профиль контактодержателя обеспечивают на предварительной позиции до ввода в устройство. Стержень 2 подводят до упора на позицию формирования одностороннего контакта, формируют последний пуансонами 5 и 7 одновременно, далее отводят пуансоны 5 и 7 и подают стержень 2 в продольном направлении до упора, снова формируют односторонний контакт. Контакты формируют с перемычкой 9, улержипающой их отипсительно лруг друга и )жня. R NfOMcuj, кослл iiepRi.iH односторонний контакт Г1ер{мегтнгся но нро; рези 14 контактодержтчмя н,ч по.тицию закрепления, ггодают пуписоны 10 и М, которые формируют ножку одностороннего контакта в сферическую голопку. образуя дпусторои-. НИИ контакт. Одновременно ныступ 12 пуансона 1 1 срезает неремычку 9, отделяя сфррмированный двусторонний конгакт от последующего одностороннего непосредстпенмо в прорези 14 контактодержате..1я 1, при этом при формировании ножки 8 контактн1 1Й материал затекает в углубление 15 прорези 14 и прочно фиксирует двусторонний контакт от продольного смещения.
Предлагаемый способ обеспечивает высокую надежность креплершя двустороннего контакта, до минимума упрощает технологию его осуществления, позволяет получить сферические голонки подвижного контакта правильной формы, выбрать его оптимальную массу и снизить ICM самым расход драгоценного металла, В частности, в качестве контактного материала используют биметаллический стержень на медной основе 16 с плакирующим слоем драгоценного металла 17,,который благодаря пластичности остается на всех сторонах формируемого контакта.
Предлагаемый способ предусматривает и изготовление, и крсп.чение двустороннего контакта в полосообрлзиом коптакто.держателе с отверстием под контакт (без открытого выреза). Для этсио контактодержагель I подается вверх на позиции совмепдения ножки одностороннего контакта с отверсгием 18 в контактодержатслс 1 (фиг. 7).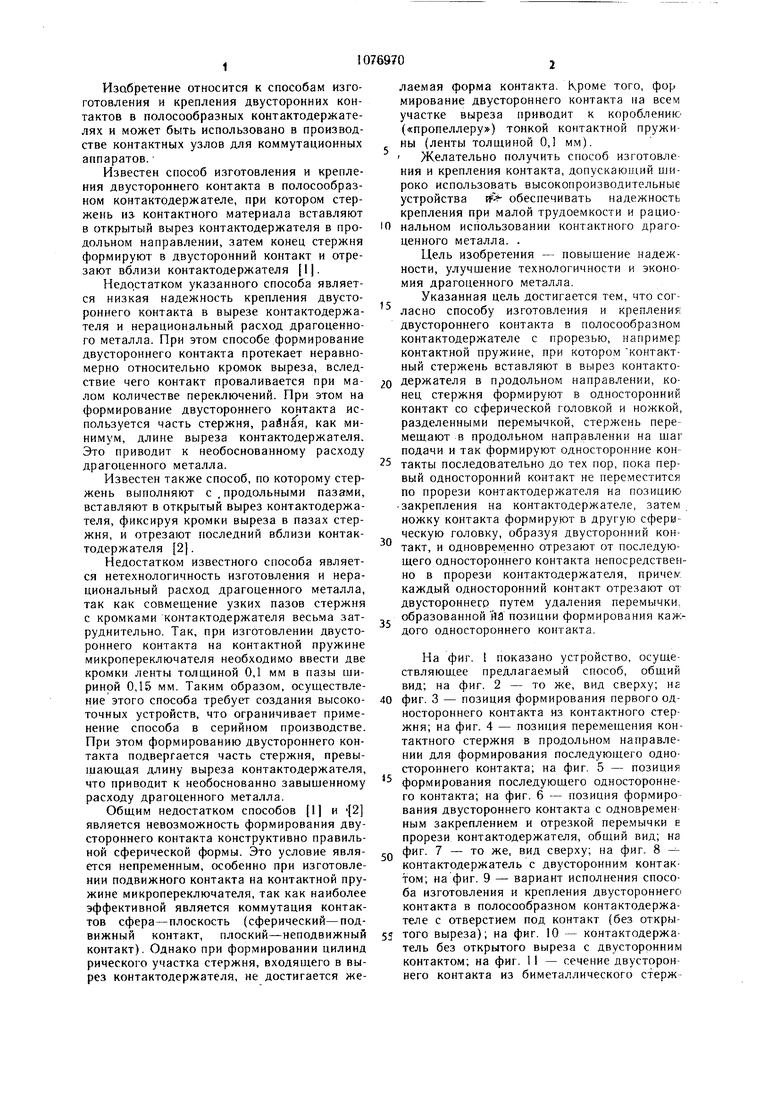
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления и крепления двусторонних контактов в полосообразном контактодержателе | 1979 |
|
SU860161A2 |
| Способ изготовления контакта | 1978 |
|
SU750596A1 |
| Способ изготовления электрического контакта | 1982 |
|
SU1035661A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА | 2023 |
|
RU2819479C1 |
| КОНТАКТНЫЙ ЭЛЕМЕНТ | 2017 |
|
RU2731326C2 |
| Способ изготовления контактов | 1976 |
|
SU654996A1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| Способ изготовления электрического контакта | 1986 |
|
SU1345268A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2006 |
|
RU2303502C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНЫХ БОЛТОВ | 2001 |
|
RU2207930C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ И КРЕПЛЕНИЯ- ДВУСТОРОННЕГО КОНТАКТА В ПОЛОСООБРАЗНОМ КОНТАКТОДЕРЖАТЕЛЕ с прорезью, при контактный стержень переметают в iifuiдольном направлении навстречу контактодержателю, формируют контакт и отрезают контактный стержень, отличающийся тем.. что, с целью повыи1ени я надежности, упро (пеиия техрюлогичности и экономии драгт ценного .1ля, кпиец контактного стержня формируют в о,чносто()он11ий контакт со сферической 1-олс1НК(и1 и ппжкой, разделенными перемычкой, стержень fiefx. мен1ак)т в проло.льном наг1ряг-,.1счнн на таг подачи и так формируют односторонние контакты последовательно до тех пор, пока первый одностораиннй контак7 ле переместится по прорези кпнтактодер.к;1 геля на нозицик:) закрепления на контакто.кржателе, затем ножку контакта формируют в другую сферическую головку, образуя дшст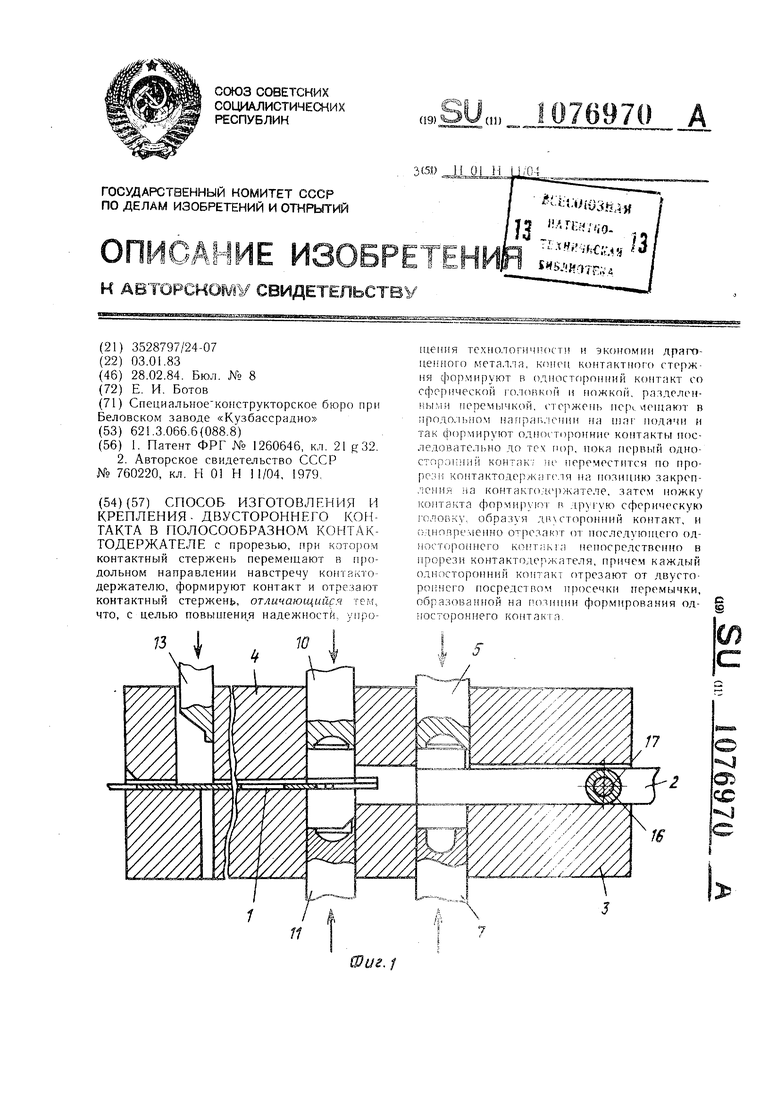
иг. Z
:2 с
:э
i/s.y
V
У
фиг Л
VJ
(Pug. 5
W
/
тзпзп.
I
//
T fjLif r
(pui.B
Фиг. В
Т
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Солнечный водонагреватель | 1985 |
|
SU1260646A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 760220, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
