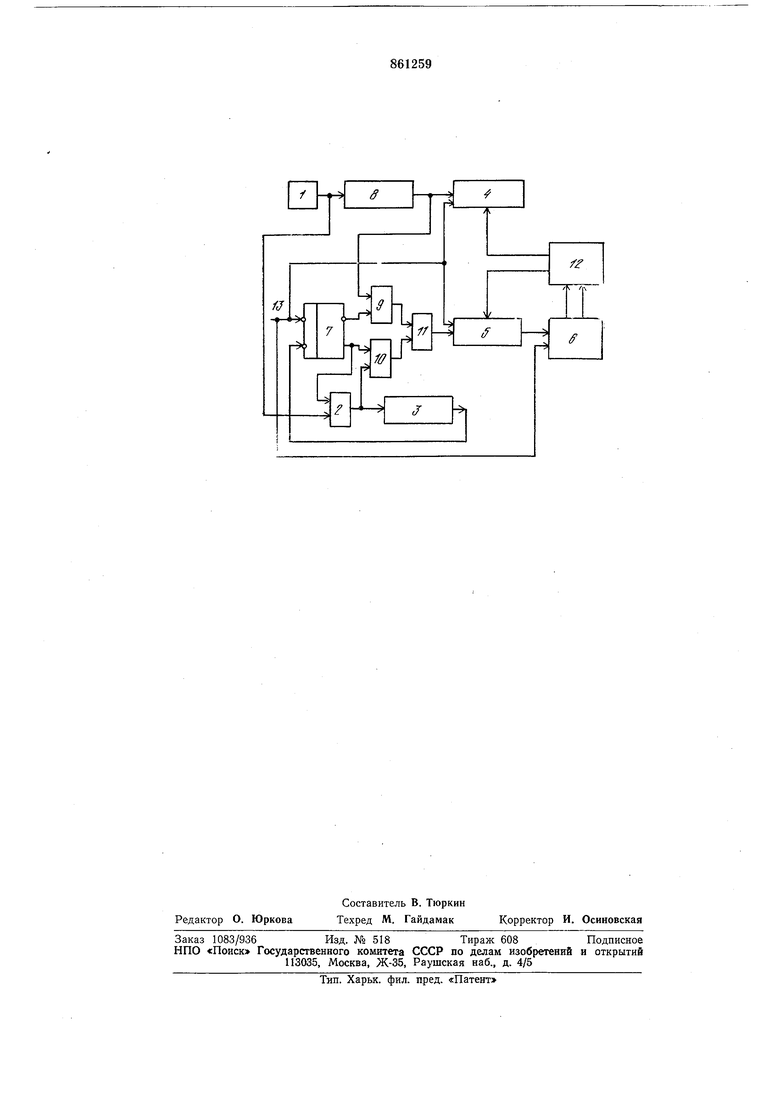
Выход лересчетного блока 5 подсоедннен к счетному входу триггера 7, а выход блока мааштабировакия со.единен с входами пересчетного блока 4 и элемента И 9. Выходы задающего блока 12 подключены к соответствующим входам пересчетных блоков 4 и 5. Работает устройство следующим образом. Емкость пересчетного блока 3 численно равна длине .материала, наматываемого в руло:н за время .между началом торможеаия и остановом ставка лри его работе на номинальной скорости (AL). Перед началом намотки рулона на шину 13 сброса подается лмлульс, устанавливак щий пересчетные блоки 4, 5, триггер 7 и переключатель 6 в исходное состояние, что приводит к появлению разрешающего уровня напряжения на одном из входов элемента И 2 я на выходе задающего блока 12, разрешающего подключение последнего .к задающим входам ларесчетного блока 5. В задающий блок 12 вводится число, равное длине материала в намотанном рулоне. При нор:мально протекающем процессе иамотки на вход блока 8 маощтабирования и через элемент И 2, на входы иересчетиого блока 3 и пересчетного блока 5 (через элементы 9 и ://) поступают импульсы с выхода датчика 1 длины. Блок 8 масштабирования приводит цену деления выходных импульсов к заданному значению в единицах дл1и1ны. При разрещающей Опособности датчика / длины Z имп/об, длине окружности несущего вала станка nDb и .цене деления выходных импульсов, налример, g, коэффициент масштабирования блока 8 выражает-с я формулой Db K -jrz-Поскольку частота на выходе блока 8 масштабирования в /d, раз меньше частоты на его входе, то до появления имлульса на выходе блока 9 масштабирования на выходе переочетного блока 3 появится импульс лерелолнения, который установит триггер 7 в нулевое состояние, запретив прохождение имлульсов с выхода датчика / длины через элемент И 2 на вход перес-четного блока 3 и через дополнительный элемент И 10 и элемент ИЛИ 11 на вход лересчетного блока б и разрешив прохождение импульсов с выхода блока 8 масштабирования через дополнительный элемент И 5 и элемент ИЛИ 11 на вход пересчетного блока 5. Таким образом, к моменту появления импульса с выхода блока 8 масштабирования на входы пересчетных блоков 4, 5 в пересчетном блоке 5 будет записано число AAf AL. После поступления на входы пересчетных блоков 4, 5 с выхода блока 5 масштабирования числа имлульсов L-AL, где L - заданное значение длины материала в рулоне, в пересчетном блоке 5 будет залисано число импульсов V JVi + AL L, равное числу, залисанно1му в задающем блоке 12. На выходе пересчетного блока 5 появится импульс «Начало торможения, воздействующий на привод станка и подключающий при помощи переключателя 6 выходы задающего блока 12 к задающим входам пересчетного блока 4. После поступления на вход пересчетного блока 4 с выхода блока 8 масшта|бироваиия числа импульооЕ на выходе пересчетного блока 4 появится импульс «Останов. В связи с тем, что в устройство в процессе эксплуатации необходимо вводить только один л-араметр (заданную длину материала), создается воз1можность автомат ического управления торможением и остановом станка, что повышает точность намотки рулонов с заданной длиной материала на любой скорости намотки. Формула изобретения Устройство для отмеривания заданной длины -движущегося материала, содержащее триггер, пересчетные блоки, переключатель и датчик длины, через элемент И связанный с первым пересчетным блоком, отличающееся тем, что, с целью повышения точности р-аботы в переходных режимах, оно имеет -блок масштабирования, дополнительные элементы И и элемент ИЛИ и задающий блок, входы которого связаны с выходами переключателя, а выходы - с задающими входами второго и третьего пересчетных блоков, при этом датчик длины через блок масштабирования подключен к входу второго пересчетного бло.ка и через первый дополнительный элемент И и элемент ИЛИ - к входу третьего лересчетного блока, инверСный выход триггера подключен к второму входу первого дополнительного элемента И, а прямой- через элемент И и непосредственно связан с входами второго дополнительного элемента И, выход которого подключен к второму входу элемента ИЛИ, причем выход первого пересчетного блока связан с входом триггера. Источник информации, принятый во внимание при экспертизе: 1. Авторское свидетельство СССР № 304324, кл. D 21 G 9/00, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Измеритель длины наматываемого в рулон материала | 1982 |
|
SU1027505A1 |
| Устройство для регулирования плотности намотки ленточного материала | 1979 |
|
SU988729A2 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ЛЕНТОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2536488C2 |
| Устройство для измерения плотности намотки длинномерного материала | 1983 |
|
SU1175846A1 |
| Устройство для определения плотности намотки рулонного материала | 1980 |
|
SU887399A1 |
| Устройство управления перемоточным станком | 1981 |
|
SU996580A1 |
| ПЕРЕСЧЕТНОЕ УСТРОЙСТВО | 1972 |
|
SU337946A1 |
| ЦИФРОВОЙ ИЗМЕРИТЕЛЬ ОТКЛОНЕНИЙФАЗОВЫХ СДВИГОВ МЕЖДУ ДВУМЯ КОЛЕБАНИЯЛи1ОТ НОМИНАЛЬНОГО ЗНАЧЕНИЯ | 1971 |
|
SU432418A1 |
| СТАНОК ДЛЯ НАМОТКИ КАТУШЕК С ЗАДАННОЙ ВЕЛИЧИНОЙ | 1973 |
|
SU370554A1 |
| ЦИФРОВОЙ АВТОКОМПЕНСАЦИОННЫЙ ФАЗОМЕТР | 1969 |
|
SU245913A1 |