(54) УСТРОЙСТВО для ВОЛОЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ
1
Изобретение относится к волочильному производству.
По основному авт. св. № 663462 известно устройство для волочения круглых профилей с кручением, включающее рабочую волоку, закрепленную в обойме, установленной с возможностью вращения относительно оси волочения, и размещенное перед волокой по оси волочения приспособление для кручения заготовки, выполненное в виде двух плющильных роликов, кинематически связанных с обоймой рабочей волоки 1.
Однако при волочении в известном устройстве в процессе многократного волочения после первого прохода щероховатость поверхности заготовки уменьшается. Это приводит к тому, что ухудщаются условия вовлечения технологической смазки в очаг деформации за счет снижения адгезии смазки с поверхностью проволоки на последующих переходах. В результате повыщения силы трения в очаге деформации с-нижается стойкость инструмента, ухудшается качество продукции, возрастают энергозатраты на волочение. Кроме того, возможно переворачивание проволоки в плющильных ролика-х.
с КРУЧЕНИЕМ
Цель изобретения - снижение усилия волочения, повышение стойкости волок и качества продукции путем улучшения условий удержания проволоки от проворачивания с одновременным увеличением объема
5 смазки, поступающей в очаг деформации. Цель достигается тем, что в устройстве для волочения круглых профилей с кручением, содержащем рабочую волоку, закрепленную в обойме, установленной с возможностью вращения относительно оси волочения, и размещенное перед волокой по оси волочения приспособление для кручения заготовки, выполненное в виде двух плющильных роликов, кинематически связанных с обоймой рабочей волоки, плющильные ролики выполнены с ручьями, образующими
калибр, радиус которых в плоскости, проходящей через оси плющильных роликов, составляет 1,45-1,90 радиуса калибрующей зоны волоки.
С уменьшением радиуса калибра неприводных роликов увеличивается площадь на
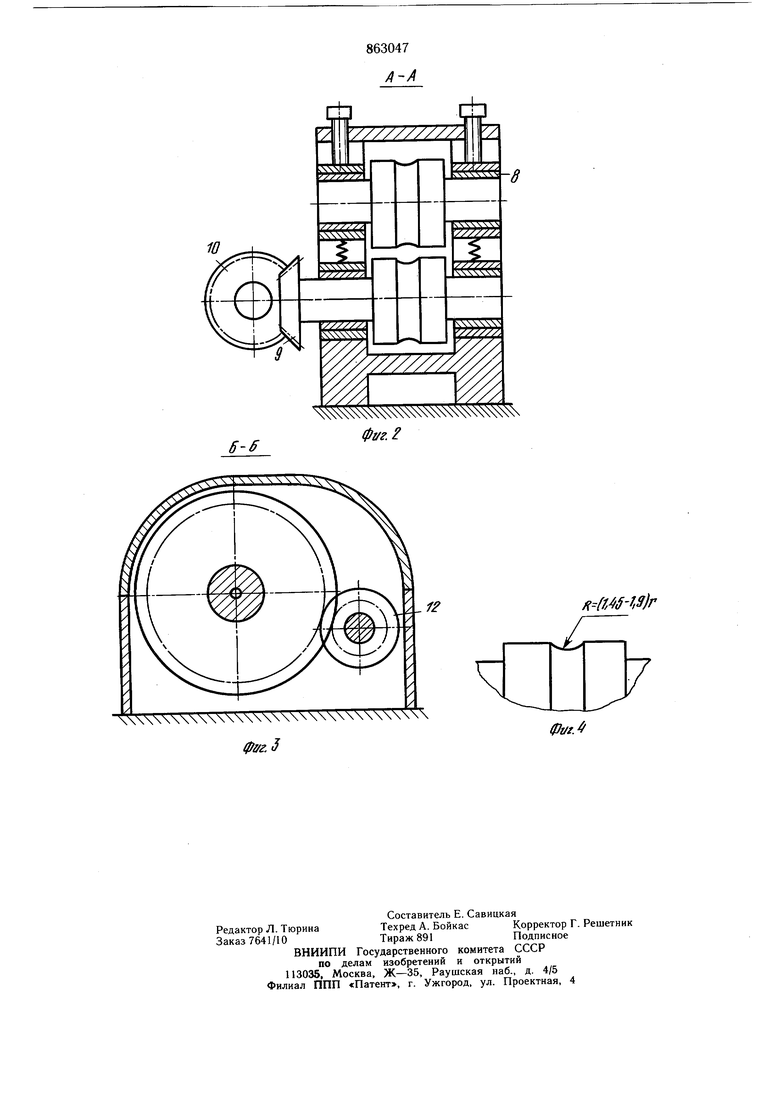
20 проволоке, на которую наносится щероховатость, обеспечивающая дополнительную подачу технологической смазки в контакт проволоки с волокой. Однако при уменьшеНИИ калибра неприводных роликов менее (1,45) радиуса калибрующей зоны волоки увеличивается противонатяжение за счет увеличения усилия для деформирования проволоки в плющильных роликах (при увеличении деформируемого объема заготовки). Увеличение противонатяжения приводит к возрастанию усилия волочения и обрывности. Применение радиуса калибра неприводных роликов более 1,90 радиуса калибрующей зоны волоки, обусловливающее отсутствие проворота заготовки при величине противонатяжения менее критического, не обеспечивает значительной площади на проволоке с нанесенной щероховатостью и, следовательно, не приводит к надежному поступлению дополнительной технологической смазки в очаг деформации и надежному удержанию заготовки. На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - плющильный ролик. Устройство содержит основание 1, на котором размещены все основные детали. Волока 2 крепится в зубчатой обойме 3, установленной на подщипниках 4 и 5. В корпусе приспособления для кручения 6 установлены неприводные калибрующие ролики 7 в подщипниках 8. На одном из роликов крепится коническое колесо 9, входящее в зацепление с другим коническим колесом 10, закрепленным на конце вала И, на другом конце которого имеется щестерня 12, входящая в зацепление с зубчатой обоймой 3. Между корпусом приспособления для кручения 6 и корпусом волоки 13 имеется бункер 14 с технологической смазкой. Плющильные ролики 7 выполнены с ручьями, образующими калибр, причем радиус ручья калибра R составляет 1,45- 1,90 радиуса калибрующей зоны волоки, щероховатость рабочей поверхности ручьев Г- роликов составляет 1-4 мкм по параметру RcL. Устройство работает следующим образом, В процессе волочения неприводные ролики 7 плющат и удерживают от проворота заготовку 15. При этом ролики приспособления вращаются в подщипниках 8 и, так как между ними и волокой 2 существует кинематическая связь, волока 2 получает вращение и закручивает заготовку. При перемещении заготовки в бункере со смазкой микронеровности, нанесенные на поверхность заготовки неприводными роликами с ручьями, обеспечивают дополнительное поступление смазки в очаг деформации. За счет деформации заготовки в ручьевых калибрах она надежно удерживается от проворачивания. Выполнение ручьев роликов с щероховатостью рабочей поверхности в диапазоне 1-4 мкм по периметру Ra также способствует улучщению условий поступления смазки в очаг деформации. Формула изобретения Устройство для волочения круглых профилей с кручением по авт. св. № 663462, отличающееся тем, что, с целью снижения усилия волочения, повыщения стойкости волочильного инструмента и качества продукции путем улучщения условий удержания проволоки от проворачивания с одновременным увеличением объема смазки, поступающей в очаг деформации, плющильные ролики выполнены с ручьями, образующими калибр, радиус которых в плоскости, проходящей через оси плющильных роликов, составляет 1,45-1,90 радиуса калибрующей зоны волоки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 663462, кл. В 21 С 3/14, 1976. /t 10
:$$$$$$$$$$$f$$$$SS$S S$ $
6-6 /iфуг. 2
фуг.З
,9)r
Фг/г.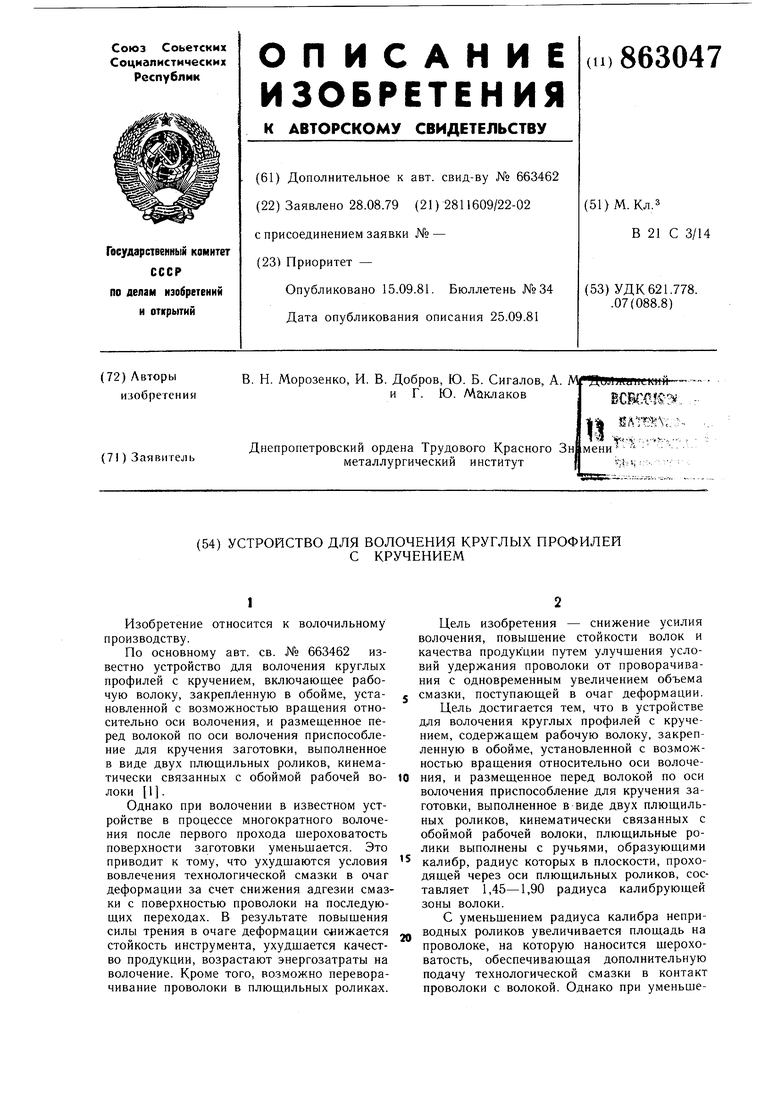
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для волочения квадратной проволоки в роликовой волоке из круглой заготовки | 2021 |
|
RU2761840C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ В РОЛИКОВЫХ ВОЛОКАХ | 2007 |
|
RU2329884C1 |
| СТАН НЕПРЕРЫВНОГО ХОЛОДНОГО ВОЛОЧЕНИЯ-ПРОКАТКИ ТРУБ | 2003 |
|
RU2236919C1 |
| Способ изготовления круглой проволоки из углеродистой стали волочением | 2017 |
|
RU2649610C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ С ПРИМЕНЕНИЕМ КОЛЕБАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116850C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| Устройство для волочения круглых профилей с кручением | 1976 |
|
SU663462A1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ МОНОМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553747C1 |
| РОЛИКОВАЯ ГОЛОВКА ДЛЯ НАКАТКИ ВИНТОВОЙ ПОВЕРХНОСТИ НА КРУГЛОЙ ПРОВОЛОКЕ | 2004 |
|
RU2275980C1 |
| Роликовая волока | 1980 |
|
SU884783A1 |