Изобретение относится к трубопрокатному производству и может быть использовано при изготовлении труб, например медных, из непрерывно-литой заготовки, свернутой в бухту.
Известен стан периодической холодной прокатки труб на самоустанавливающейся оправке, на котором возможна прокатка из непрерывно-литой заготовки, свернутой в бухту. Для этого стан содержит неприводное размоточное устройство, правильное устройство, механизм периодической подачи заготовки в рабочий орган, включающий прокатные валки (ролики) с переменным профилем рабочего ручья, закрепленные своими осями вращения в корпусе, перемещаемом вдоль оси прокатки на определенную величину "вперед-назад" от привода, а валы прокатных валков при этом получают вращение “вперед-назад” от шестерен, закрепленных на них и находящихся в зацеплении с рейками, установленными на направляющих движения корпуса. Направляющие корпуса и сам корпус при этом периодически поворачиваются от привода на заданный угол. В рабочем органе происходит деформирование периодически подаваемой порции трубы-заготовки прокатными валками на самоустанавливающейся оправке, находящейся внутри трубы.
Стан также содержит гибочное устройство, в которое попадает готовая труба по выходу из рабочего органа, и приемное устройство, где изогнутая труба укладывается в закрепленную на устройстве корзину или формируется в бухту (Такой стан разработан и изготовлен ОАО АЗТМ, черт. А2228-00-00).
Главным недостатком указанного стана является низкая средняя скорость движения трубы через рабочий орган и в связи с этим низкая агрегатная производительность стана.
Наиболее близким к предлагаемому является стан непрерывного холодного волочения труб на самоустанавливающейся оправке из заготовки, свернутой в бухту, в готовую трубу, также свернутую в бухту. Это так называемые барабанные волочильные станы с непрерывным приемом готовой трубы (Стан ТБН-1800, черт. А2190-00-00, производства ОАО АЗТМ).
Этот стан, как и подобные ему станы производства других фирм (например, "Маршалл Ричардс"; "Монбар"; "Аетна Стандартс", "Кох" и др.), реализует высокие скорости движения трубы через рабочий орган и достигает высокой производительности при обработке таких труб, когда необходимо выполнять основное обжатие по диаметру и небольшое по стенке.
Стан для этого содержит в своем составе размоточное устройство, включающее привод, регулируемый по скорости вращения корзины с бухтой трубы-заготовки; транспортное устройство периодического перемещения корзин с находящимися в них бухтами труб по стану и фиксацией их в технологических позициях; рабочий орган, включающий устройство удержания волоки и восприятия усилия волочения (волокодержатель), тянущий блок в виде волочильного барабана, вращаемого от регулируемого по скорости привода и создающего необходимое усилие волочения в готовой трубе; приемное устройство, включающее привод, регулируемый по скорости вращения корзины, куда укладывается готовая труба, непрерывно сходящая с волочильного барабана.
Таким образом, в этом стане процесс холодного деформирования трубы осуществляется в рабочем органе путем протягивания трубы-заготовки через волоку, удерживаемую в рабочем органе, и оправку, находящуюся внутри трубы в районе волоки и самоустанавливающуюся под силами, действующими в очаге деформации.
К основным недостаткам стана холодного волочения труб из бухты в бухту на самоустанавливающейся оправке следует отнести невозможность утонять стенку трубы за один проход более определенной величины, т.к. это ограничено усилием волочения, которое не должно превышать усилия разрыва готовой трубы.
Этот недостаток можно в некоторой степени уменьшить за счет организации волочения с подпором или противонатяжением, но конструкция стана и его рабочего органа (волокодержателя) не позволяют организовать такое волочение.
Таким образом, процесс деформирования труб вынуждены вести за несколько переходов, т.е. порциями, до достижения требуемых величин диаметра и стенки товарных труб. В случаях использования литой трубы в качестве начальной заготовки, у которой реальное отношение диаметра к толщине стенки не более 6...8, получение товарных труб с заданной толщиной стенки и соотношением диаметра к толщине стенки в пределах 12...20 (наиболее ходовые размеры) становится весьма затруднительным, а иногда и невозможным.
Указанные обстоятельства в условиях реального производства труб заданных объемов выпуска и номенклатуры потребуют наличия дополнительных единиц технологического оборудования, т.е. инвестиционных и соответственно эксплутационных затрат.
Целью настоящего изобретения является обеспечение холодного деформирования за один переход с повышенными обжатиями как по диаметру, так и по стенке и повышенными скоростями движений через рабочий орган труб, например медных, из непрерывно-литой заготовки, свернутой в бухту. Это позволит снизить инвестиционные и эксплутационные затраты при организации производства труб заданных объемов и номенклатуры.
Указанный технический результат достигается тем, что предлагаемый стан непрерывного холодного волочения-прокатки труб (стан НХВПТ) содержит размоточное устройство, рабочий орган с размещенной в нем волокой, тянущий блок и приемное устройство для укладки готовых труб в бухту, причем рабочий орган выполнен в виде вращаемых от привода прокатных роликов, имеющих постоянный профиль ручья и образующих вокруг оси прокатки калибр наружного профиля готовой трубы. Опоры осей вращения прокатных роликов помещены в неподвижно установленный корпус, на котором закреплена волока, в которой выполнены радиальные пазы, и в эти пазы с минимальным зазором по торцам помещены прокатные ролики. Кроме того, стан снабжен правильным и задающим устройствами, установленными по оси волочения-прокатки между размоточным устройством и рабочим органом, при этом правильное и задающее устройства оснащены вращаемыми от привода роликами с перемещаемыми осями вращения так, что ролики могут быть прижатыми ручьями к трубе-заготовке с регулируемым усилием.
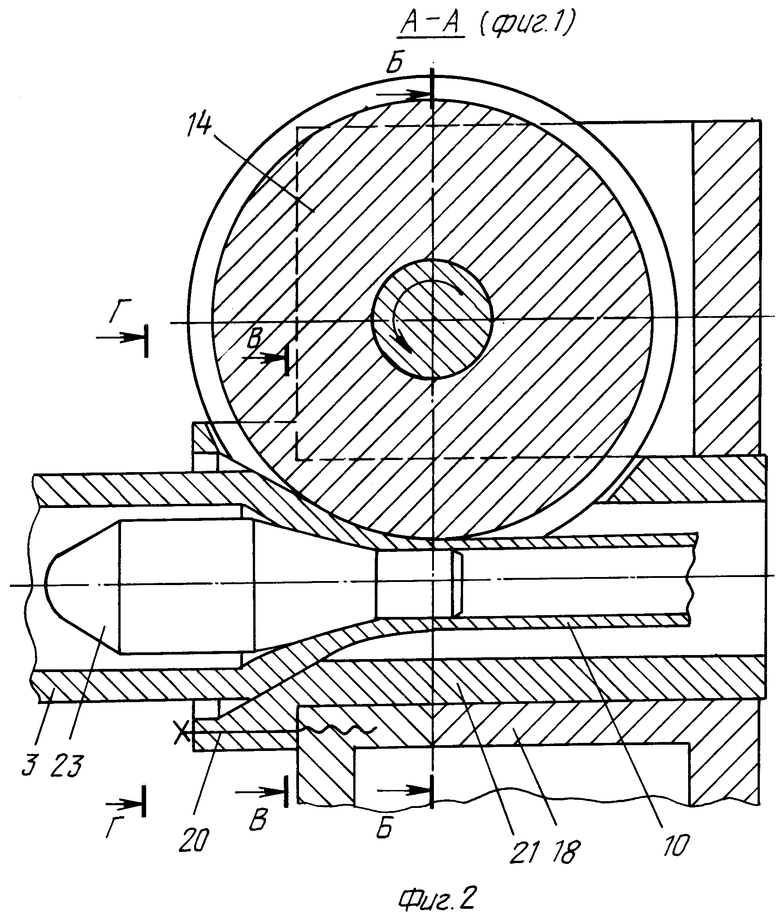
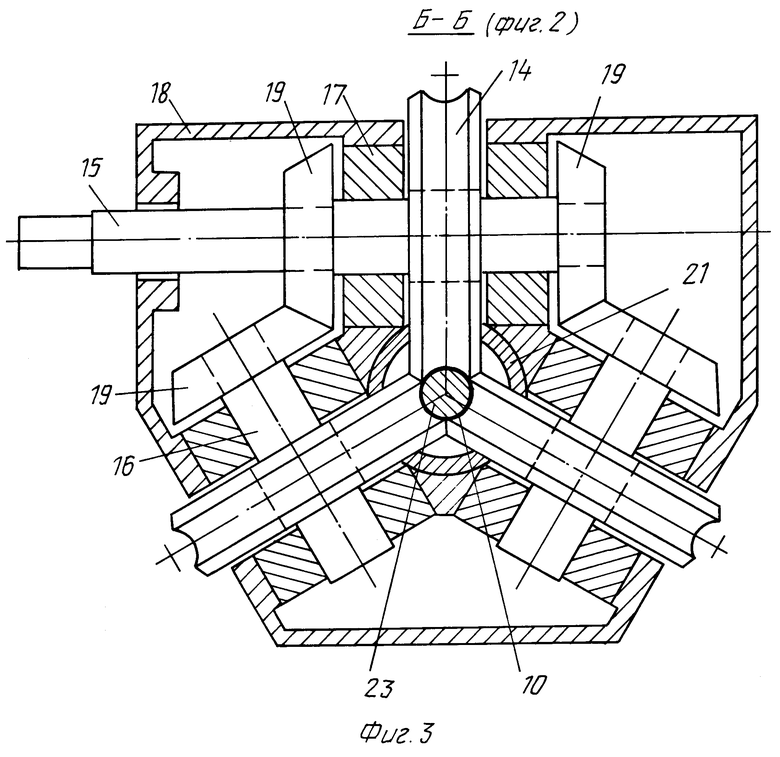
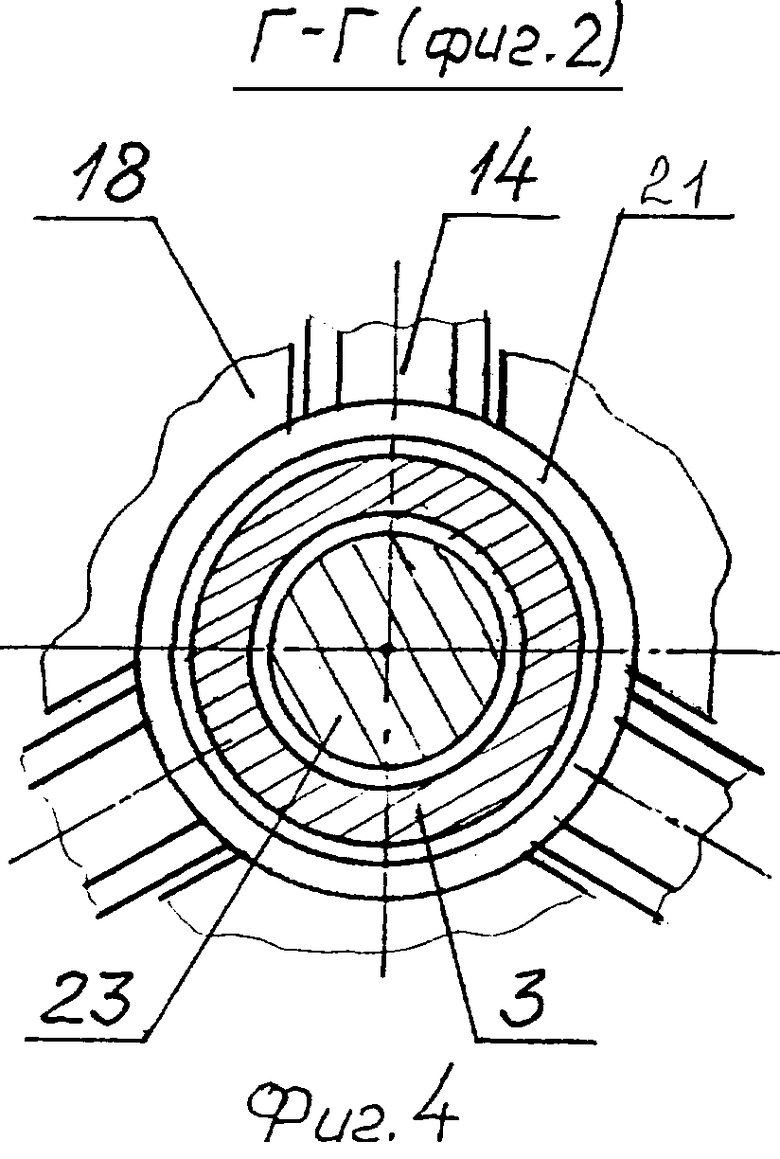
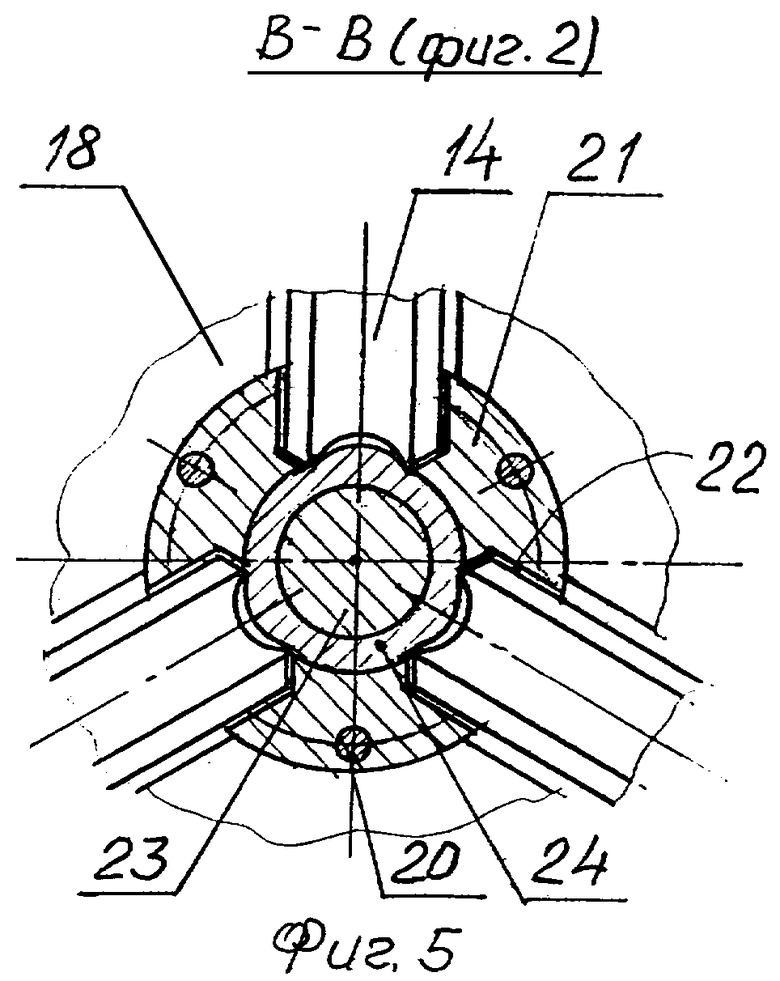
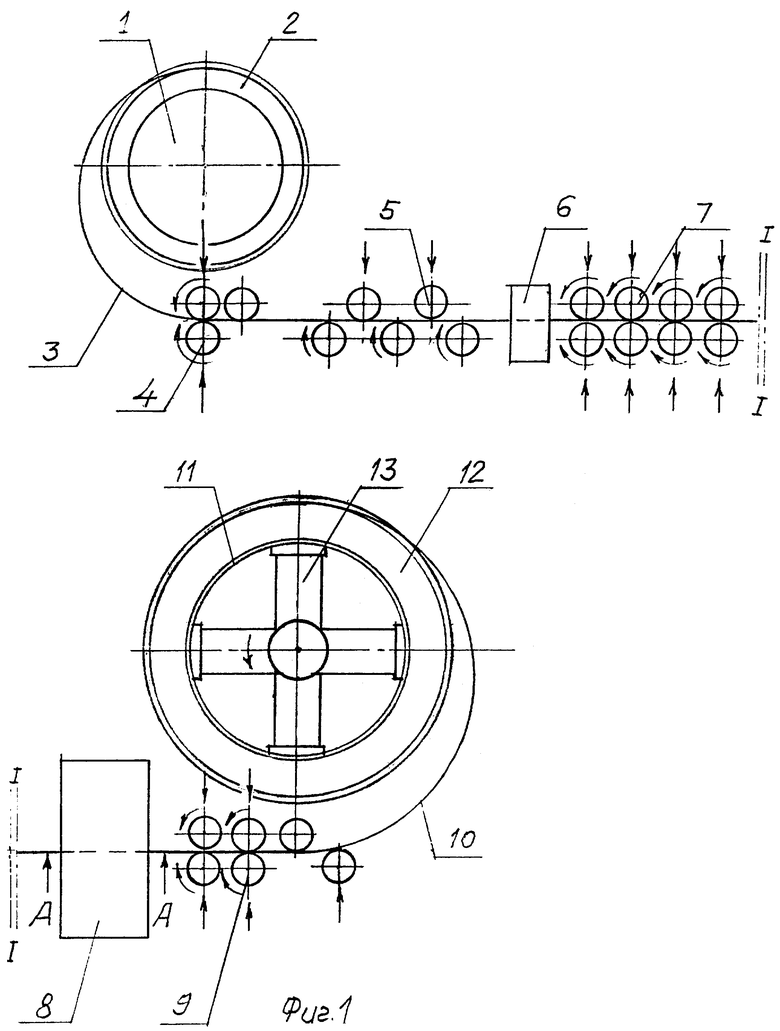
Сущность изобретения и пример выполнения его поясняются чертежами. На фиг.1 схематично показан общий вид стана НХВПТ, на фиг.2 - продольный разрез А-А рабочего органа; на фиг.3, 4, 5 - поперечные разрезы Б-В, В-В, Г-Г рабочего органа. На всех чертежах показаны взаимоположения деталей в процессе холодного деформирования трубы круглого сечения.
Стан НХВПТ содержит (см. фиг.1) размоточное устройство 1, на котором размещена бухта 2 трубы-заготовки 3; вспомогательное правильно-вытяжное устройство 4; правильное устройство 5; вспомогательное устройство подготовки конца трубы-заготовки 6; задающее устройство 7; рабочий орган 8; гибочно-вытяжное устройство (тянущий блок) 9, которое вытягивает из рабочего органа готовую трубу 10, изгибает ее и подает в корзину 11, где она витками укладывается в бухту 12, а корзина при этом вращается, будучи закреплена в приемном устройстве 13, имеющем привод вращения (на фиг.1 не показано).
На фиг.2, 3, 4 и 5 прокатные ролики 14 закреплены на валах 15 и 16, опоры которых 17 помещены в корпус 18. На валах 15 и 16 закреплены конические шестерни 19, находящиеся между собой в зацеплении. В корпусе 18 закреплена винтами 20 волока 21, в ней выполнены радиальные пазы 22, в которые торцами дисков входят прокатные ролики 14.
Внутри трубы в районе волоки 21 и прокатных роликов 14 располагается самоустанавливающаяся оправка 23, которая удерживается при работе в очаге деформации действующими в нем силами. На фиг.5 (разрез В-В) показана труба 24 в состоянии деформирования из заготовки 3 (см. фиг.4 разрез Г-Г) в готовую трубу 10 (см. фиг.3).
На чертежах значки  и
и  обозначают, что данные ролики вращаются от привода в направлении стрелок, а значки ↑ и ↓ показывают, что оси вращения роликов перемещаются от приводов в направлении стрелок и при остановке будут находиться под действием сил заданной (регулируемой) величины. Приводы вращения и перемещения роликов на чертежах не показаны.
обозначают, что данные ролики вращаются от привода в направлении стрелок, а значки ↑ и ↓ показывают, что оси вращения роликов перемещаются от приводов в направлении стрелок и при остановке будут находиться под действием сил заданной (регулируемой) величины. Приводы вращения и перемещения роликов на чертежах не показаны.
Стан НХВПТ работает следующим образом. На размоточное устройство 1 укладывается бухта трубы-заготовки 3, полученная, например, непрерывным литьем.
Верхний конец трубы 3 из бухты 2 помещается между раскрытыми (разведенными) роликами правильно-вытяжного устройства 4. От команды ролики сводятся и зажимают трубу-заготовку, одновременно дается команда на вращение роликов. Конец трубы 3 под действием сил трения в месте контакта с роликами продвигается к правильному устройству 5, у которого неприводные ролики (без значка  ) отведены от приводных (со значком
) отведены от приводных (со значком  ), которые начали вращаться одновременно с роликами устройства 4. Когда конец трубы 3 пройдет первую пару оппозитных роликов правильного устройства 5, неприводные ролики делают ход на настроенную величину. Начинается правка заготовки 3 и продвижение ее к установке 6. Одновременно с ходом неприводных роликов разводятся ролики устройства 4 и труба вытягивается из бухты 2 правильным устройством 5. Выправленный конец трубы 3 входит во вспомогательное устройство подготовки конца трубы 6, останавливается, удерживаемый роликами правильного устройства, которым дана команда на остановку вращения.
), которые начали вращаться одновременно с роликами устройства 4. Когда конец трубы 3 пройдет первую пару оппозитных роликов правильного устройства 5, неприводные ролики делают ход на настроенную величину. Начинается правка заготовки 3 и продвижение ее к установке 6. Одновременно с ходом неприводных роликов разводятся ролики устройства 4 и труба вытягивается из бухты 2 правильным устройством 5. Выправленный конец трубы 3 входит во вспомогательное устройство подготовки конца трубы 6, останавливается, удерживаемый роликами правильного устройства, которым дана команда на остановку вращения.
Производится подготовка конца трубы к деформированию в рабочем органе 8. Для этого внутрь трубы впрыскивается порция технологической смазки. На трубу на расстоянии от торца, превышающем длину оправки 23, наносится первая поперечная вмятина, вводится до упора оправка 23 и наносится вторая поперечная вмятина на расстоянии от первой, равном длине оправки. Обе вмятины ограничивают возможные перемещения оправки внутри трубы во время ее движения. После нанесения второй вмятины конец трубы 3 подготовлен, опять включаются во вращение ролики правильного устройства 5, одновременно включаются во вращение предварительно разведенные ролики задающего устройства 7. Конец трубы вновь начинает двигаться в направлении рабочего органа 8. По мере прохождения трубы внутри пар оппозитных роликов задающего устройства 7 последние от команды сводятся и зажимают трубу 3 с усилием, настроенным на заданную величину. Торец трубы 3 входит в рабочий орган 8, упирается в конус волоки 21 и под действием суммарного осевого усилия, создаваемого правильным и задающим устройствами, труба 3 пропрессовывается сквозь волоку 21, уменьшаясь наружным диаметром. Прокатные ролики 14 начинают вращаться от той же команды, что и ролики задающего устройства 7, и в определенный момент касаются наружной поверхности пропрессовываемой трубы - начинается процесс обжатия трубы не только в волоке 21, но и в прокатных роликах 14. Тем временем оправка, находясь внутри трубы и двигаясь вместе с ней, попадает своим конусом в район волоки 21, а калибрующим пояском - в район прокатных роликов 14. Под действием сил, возникающих в очаге деформации, оправка 23 самоустанавливается в положение, когда эти силы взаимно уравновешиваются, и удерживается в нем, как показано на фиг.2. По мере движения трубы через очаг деформации, образованный волокой 21, прокатными роликами 14 и оправкой 23, она приобретает форму и размеры поперечного сечения готовой трубы 10. Как видно из фиг.2, 3, 4 и 5, труба 3 по диаметру деформируется (обжимается), в основном, в волоке 21, а стенка трубы получает основную деформацию, прокатываясь в роликах 14 на оправке 23, т.е. имеет место процесс одновременного волочения и прокатки трубы.
Во время волочения-прокатки наружная поверхность трубы обильно омывается смазочно-охлаждающей жидкостью (СОЖ), подаваемой из системы СОЖ стана (на чертежах не показано), обеспечивая смазку снаружи и одновременный отвод тепла, выделяющегося в очаге деформации. Смазка внутренней поверхности трубы и оправки обеспечивается на все время волочения-прокатки порцией технологической смазки, впрыснутой во время подготовки конца трубы в устройстве 6.
Выходящий из рабочего органа 8 конец готовой трубы 10 попадает между разведенными роликами гибочно-вытяжного устройства 9, затем сжимается ими и продвигается через опорный и гибочный ролики устройства к приемному устройству 13. Видно, что гибочно-вытяжное устройство 9, создавая на готовой трубе 10 осевое усилие в направлении движения трубы, способствует, с одной стороны, силовому вытягиванию трубы 10 из рабочего органа 8, а с другой стороны, обеспечивает гибку готовой трубы 10 с настроенной кривизной. Получающиеся при этом витки упорядоченно укладываются в корзину 11, вращаемую с заданной скоростью от привода приемного устройства 13, на котором она и закреплена. Уложенные в корзину витки образуют бухту 12.
Процесс волочения-прокатки на стане НХВПТ продолжается пока последний виток бухты 2 трубы-заготовки 3 не пройдет через все устройства стана и не попадет в корзину 11. После этого процесс на стане прекращается и для его возобновления необходимо на размоточное устройство 1 уложить новую бухту трубы-заготовки и выполнить описанные выше операции в приведенной последовательности.
Положительный эффект, достигаемый при использовании изобретения, выражается в том, что в условиях действующего производства, например, медных труб заданных объемов и номенклатуры или при строительстве нового производства этих труб, где запланировано применение наиболее дешевой непрерывно-литой трубы, свернутой в бухту, потребуется меньше единиц как заготовительного, так и последующего волочильного оборудования; будет достигнуто более эффективное (рациональное) использование высокоскоростных барабанных волочильных станов за счет получения для них наиболее оптимальной заготовки; общее число технологических переходов при получении товарных труб сократится. Все это вместе взятое даст сокращение как первичных (инвестиционных), так и последующих эксплуатационных затрат.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230624C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| Способ бухтового волочения толстостенных топливопроводных труб с внутренним диаметром не более 3 мм | 1983 |
|
SU1183223A1 |
| СТАН ДЛЯ ПОЛУЧЕНИЯ ОВАЛЬНЫХ ПРОФИЛЬНЫХ ТРУБ | 2007 |
|
RU2337778C1 |
| АГРЕГАТ ДЛЯ БУХТОВОГО ВОЛОЧЕНИЯ ТРУБ | 1972 |
|
SU335027A1 |
| Способ изготовления тонкостенных холоднодеформированных труб шестигранного сечения | 2023 |
|
RU2812288C1 |
| ТРУБОВОЛОЧИЛЬНЫЙ СТАН БАРАБАННОГО ТИПА ДЛЯ БУХТОВОГО ВОЛОЧЕНИЯ ТРУБ | 1968 |
|
SU212963A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| Способ изготовления биметаллических длинномерных изделий | 1990 |
|
SU1784425A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
Изобретение относится к трубопрокатному производству и может быть использовано для изготовления труб из цветных металлов. Сущность: стан холодного волочения-прокатки на самоустанавливающейся оправке труб, преимущественно медных, из непрерывно-литой заготовки, свернутой в бухты, содержит размоточное устройство, рабочий орган с размещенной в нем волокой, тянущий блок и приемное устройство, при этом рабочий орган выполнен в виде вращаемых от привода прокатных роликов, имеющих постоянный профиль ручья и образующих им вокруг оси прокатки калибр наружного профиля готовой трубы, опоры осей вращения роликов помещены в неподвижно установленный корпус, на котором закреплена волока, при этом в волоке выполнены радиальные пазы и в эти пазы с минимальным зазором по торцам помещены прокатные ролики, а стан снабжен правильным и задающим устройствами, установленными по оси волочения-прокатки между размоточным устройством и рабочим органом, при этом правильное и задающее устройства снабжены вращаемыми от привода роликами с перемещаемыми осями вращения, которые могут быть прижатыми к трубе-заготовке с регулируемым усилием. В очаге деформации, образованном волокой, самоустанавливающейся оправкой и прокатными роликами, имеет место процесс одновременного волочения и прокатки трубы, что позволяет высокопроизводительно, за один технологический переход, получать оптимальную заготовку-трубу для последующего эффективного производства товарных труб заданного объема и номенклатуры. Изобретение обеспечивает повышение производительности, снижение инвестиционных и эксплуатационных затрат. 5 ил.
Стан холодного волочения-прокатки на самоустанавливающейся оправке труб преимущественно медных из непрерывнолитой заготовки, свернутой в бухты, содержащий размоточное устройство, рабочий орган с размещенной в нем волокой, тянущий блок и приемное устройство, отличающийся тем, что рабочий орган выполнен в виде вращаемых от привода прокатных роликов, имеющих постоянный профиль ручья и образующих им вокруг оси прокатки калибр наружного профиля готовой трубы, опоры осей вращения роликов помещены в неподвижно установленный корпус, на котором закреплена волока, при этом в волоке выполнены радиальные пазы, и в эти пазы с минимальным зазором по торцам помещены прокатные ролики, а стан снабжен правильным и задающим устройствами, установленными по оси волочения-прокатки между размоточным устройством и рабочим органом, при этом правильное и задающее устройства снабжены вращаемыми от привода роликами с перемещаемыми осями вращения, которые могут быть прижатыми к трубе-заготовке с регулируемым усилием.
| Барабанный волочильный стан | 1989 |
|
SU1741946A1 |
| Роликовый стан для прокатки труб | 1989 |
|
SU1784323A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ С ВОГНУТЫМИ ГРАНЯМИ | 1994 |
|
RU2074779C1 |
| Устройство для предотвращения выброса бурового снаряда из скважины | 1981 |
|
SU1025865A1 |

