(54) ШТАМП ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ

| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП | 1973 |
|
SU367950A1 |
| Штамп для измерения сил контактного трения при объемном пластическом деформировании заготовок | 1989 |
|
SU1648627A1 |
| Штамм для поперечного выдавливания полых изделий с внешним торцевым фланцем | 1979 |
|
SU854540A1 |
| Устройство для исследования силовых параметров процесса выдавливания | 1985 |
|
SU1279730A1 |
| Устройство для исследования условий деформирования | 1984 |
|
SU1196091A1 |
| Экспериментальный штамп для деформирования образцов | 1978 |
|
SU700255A1 |
| Экспериментальный штамп для деформирования образцов | 1987 |
|
SU1338952A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333067C1 |
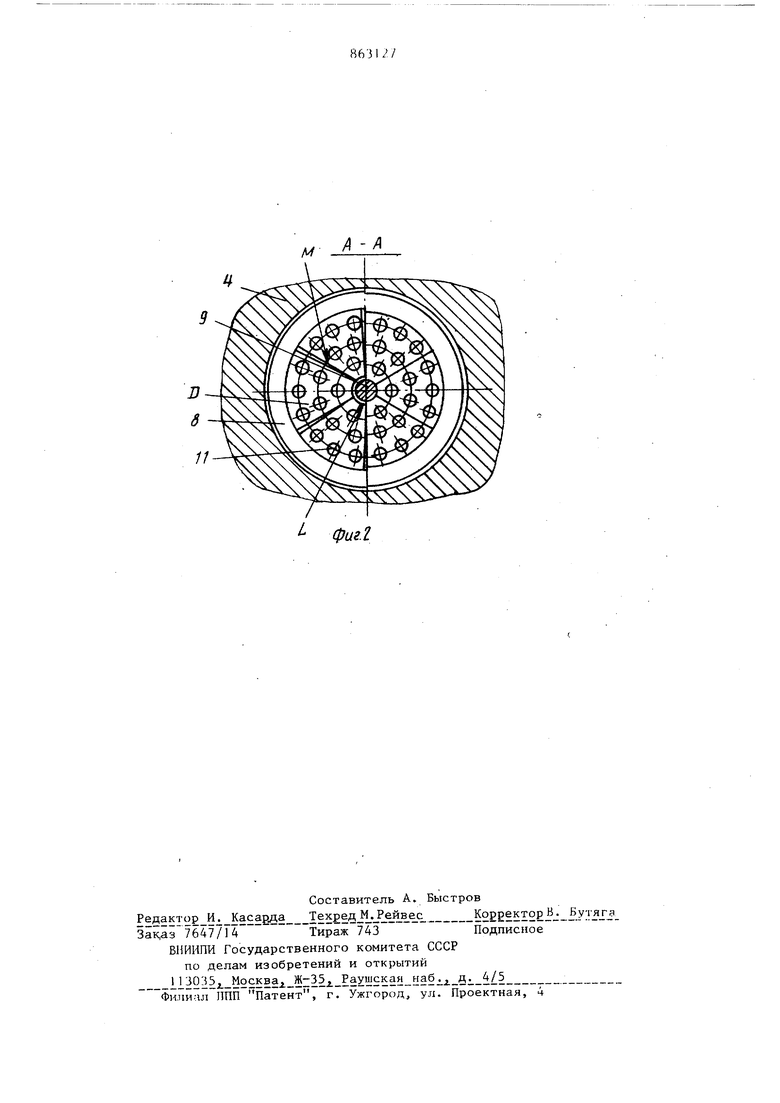
Изобретение относится к обработк металлов давлением и может быть использовано, в частности при измерен технологических параметров формообразования материалов. Известен штамп для обработки мет лов давлением, содержащий пуансон, размещенную в нижней плите матрицу, состоящую из контейнера и опорной ппиты, размещенных между собой с зазором, а также месдозу, размещенную под опорной плитой р . Однако в таком штампе низка точность измерения пара 1етров процесса деформирования. Цель изобретения - повышение точности измерения параметров процесса деформирования, Поставленная цель достигается тем, что в штампе для обработки металлов давлением, содержащем пуансон, размещенную в нижней плите матрицу, состоящую и-з контейнера и опор ной плиты, размещен})ых между собой |С зазором, а также месдозу, размещенную под опорной плитой, опорная плита вьшолнена составной из ргщиальных секторов и центрального стержня, контейнер вьшолнен с наружным буртом, а штамп снабжен допопнительными месдозами, одна из которых выполнена в виде бандажа, охватывающего опорную плиту, а другие размещены по обе стороны относительно бурта контейнера, при этом между опорной плитой и месдозой размещены шарики; на обращенной к нижней плите поверх ности опорной плиты выполнены равномерно расположенные гнезда под шарики. На фиг. 1 представлен штамп, разрез; на фиг. 2 - разрез А-А на фиг.1. Штамп содержит пуансон 1 и матрицу, состоящую из контейнера 2 и опорной плиты 3, установленных в нижней плите 4 с зазором В для выхода в него деформируемой заготовки. На боковой наружной поверхности контейнера выполнен бурт С . Бурт С нижним торцом опирается на кольцевую месдоэу 5 измерения силы трения в контейнере, которая установлена на нижней плите 4. На верхнем торце бурта С расположена месдоза 6 измерения силы раскрытия матрицы, закрепленная клеммами 7 на нижней плите 4. Опорная плита 3 выполнена в виде набора радиальных секторов D и охвачена бандажом - месдозой 8 измерения силы трения на верхней профильной рабочей поверхности Е Радиальные секторы D центрированы по центральному стержню 9, установленному в отверстии F , выполненном в проставке 10 соосно контейнеру 2. Радиальные секторы D опираются сферическими гнездами G , выполненными с равномерным расположением на обращен ной к нижней плите опорной поверхнос ти, на шарики I1, опирающиеся через проставку 10 на месдозу 12 измерения суммарных усилий деформирования с учетом силы трения в контейнере 2 и раскрытия матрицы. Месдоза 12 опирается на нижнюю плиту 4 и установлена без возможности перемещения в горизонтальной плоскости. Пуансон 1 закреплен на пуансонодержателе 13 пресса с помощью гайки 14. Между пуансоном 1 и пуансонодержателем 13 установлена месдоза 15 измерения усилия деформирования с учетом силы трения в контейнере 2, Каждая месдоза связана с регистрирующими прибо райи (на фиг. не показаны). Контейнер 2 контактирует с деформируемой заготовкой рабочими поверхностями Н и К, которые сопряжены закругленной кромкой N. Бандаж - месдоза 8 плотно охватывает набор радиальных секторов D опорной плиты 3 и имеет жесткость в радиальных направлениях, исключающую проникновение ма териала деформируемой заготовки в це щелевые зазоры U и fA ; между радиаль ными секторами D и центральным стержнем 9 и между секторами. Поверх ность D может быть выполнена с различным профилем. Штамп работает следую1цим образом. Рабочие поверхности Н и Ц контейнера 2 и профильная рабочая поверхность Е радиальных секторов D перед работой смазываются. После этого под лежащая деформнропанию заготовка опускается н тгкфстие контейнера 4 2. При рабочем ходе пресса пуансон Iпроизводит деформирование заготовки - выдавливание из отверстия контейнера 2 в зазор В , постепенно его заполняя. При это выдавливаемая заготовка перемещается сначала в контейнере 2 по рабочей, поверхности И, а на опорной плите 3 - по профильной рабочей поверхности Е радиальных секторов Т , перемещая их от центрального стержня 9 по шарикам I1в горизонтальной плоскости. В результате сила трения; возникающая между деформируемой заготовкой и рабочей поверхностью И контейнера 2 полностью передается на кольцевую месдозу .5 и фиксируется регистрирующим прибором (на фиг. не показан) а между заготовкой и профильной рабочей поверхностью Е радиальных секторов D передается на бандаж-месдозу 8и фиксируется регистрирующим прибором. По мере заполнения деформируемой заготовкой зазора В наступает момент, когда заготовка начинает касаться рабочей поверхности К контейнера 2, в результате возникает усилие раскрытия матрицы. На контейнере 2 в это время действует разность силы трения, направленной по движению пуансона 1 и силы раскрытия матрицы, направленной навстречу движению пуансона 1 вверх.Если сила трения в контейнере больше усилия раскрытия матрицы, то их разность передается на месдозу 5. В противнем случае, усилие передается на месдозу 6 и фиксируется регистрирующим прибором . В любой момент деформирования заготовки месдоза 12 измеряет сумму усилий деформирования с учетом силы трения в контейнере 2 и раскрытия, матрицы и-фиксируется регистрирующим прибором, а месдоза 15 измеряет уси лие деформирования с учетом силы трения в контейнере 2 и фиксируется регистрирующими приборами. В зоне рабочих нагрузок радиальные секторы D перемещаются от центрального стержня 9в горизонтальной плоскости и образуют малые щелевые зазоры: Ь - между центральным стержнем 9 и М между собой. Щелевые зазоры L и М исчезают при снятии с радиальных секторов D за счет упругой деформации бандажа - месдозы 8, Выполнение опорной плиты составной из радиальных секторов и центрального стержня, контейнера с наружным 5 буртом и снабжение штампа дополнител ными месдозами, одна из которых выполнена в виде бандажа, охватывающего опорную плиту, а другие р-азмеще ны по обе стороны относительно бурта контейнера повышает точность измерения параметров процесса деформирован я. Формула изобретения 1. Штамп для обработки металлов давлением, содержащий пуансон, размещенную в нижней плите матрицу, со тоящую из контейнера и опорной плиты, размещенных между собой с зазором, а также месдозу, размещенную под опорной плитой, отличающийся тем, что, с целью повышения точности измерения параметров
15
N
Л Ю
J2 76 процесса деформирования, опорная плита выполнена составной из радиальных секторов и центрального стержня, контейнер выполнен в наружным буртом, а штамп снабжен дополнительными месдозами, одна из которых выполнена в виде бандажа, охватьшающего опорную плиту, а другие размещены по обе стороны относительно бурта контейнера, при этом между опорной плитой и месдозой размещены шарики. . 2. Штамп по п. 1, отличающийся тем, что на обращенной к нижней плите поверхности опорной плиты выполнены равномерно расположенные Гнезда под шарики. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 367950, кл. В 21 J 13/02,02.03.71
11
фиг
/I - /
