1 1
Изобретение относится к обработке металлов давлением и может быть использовано при экспериментальных исследованиях контактного трения в процессах выдавливания, а также при отработке технологии и условий работы штампов для холодного и горячего выдавливания.
Цель изобретения - повышение точности измерения исследуемых силовых параметров деформирования,
На фиг. 1 изображен вариант выполнения устройства для прямого выдавливания заготовок; на фиг. 2 - то же, для бокового выдавливания. I
Устройство (фиг. 1) содержит
жестко прикрепленную к неподвижной опорной йлите 1 матрицу 2 с выходным отверстием 3. Соосно выходному отверстию 3 в матрице 2 размещена цилиндрическая о.правка 4 (датчик), опирающаяся своей хвостовой частью на месдозу 5 для замера сил трения, связанную с регистрирующим прибором Со стороны верхнего торца в полости матрицы 2 перемещается кольцевой пуансон 6, прикрепленный к подвижной плите 7 и воздействующий усилием Р на .заготовку, Между пуансоно 6 и оправкой по скользящей посадка установлена втулка 8, входящая в отверстие пуансона 6 и охватывающая оправку 4 так, что способна к разделению части заготовки вне очага интенсивной деформации от,.оправки 4, Между выходным отверстием 3 матрицы и оправкой 4 образован кольцевой зазор 9 для выдавливания металла заготовки.
Отделение заторможенной зоны прилипания деформируемой заготовки от оправки устраняет помехи в вое-, приятии оправкой (и месдозой) однонаправленных сил контактного трения в очаге интенсивной деформации выдавливания. Для рег истраций силы трения служат тензореяисторы 9. Позицией 10 обозначена деформируемая заготовка.
Устройство работает следующим образом.
Заготовка 10, подлежащая преимущественно холодному деформированию, опускается в матрицу 2, затем между заготовкой и оправкой на требуемом расстоянии h (высоте очага деформации) от выходного отверстия устанавливается нйподвижная (в процсс9730. 2
се деформирования) втулка 8. При рабочем ходе пресса пуансоном 6 производится подпрессовка Заготовки, а затем выдавливание металла через
5 кольцевой зазор. Металл в очаге интенсивной пластической деформации приобретает однонаправленное интенсивное перемещение вдоль поверхности оправки. В этой зоне трение наибо 0 лее значительно ввиду повышенного нормального давления и скорости скольжения. Вне (выше) очага деформации оправка отделена от заторможенной зоны (зоны прилипания) заготов 5 ки 10. Поэтому сила трения F, возникающая на поверхности оправки 4, передается полностью на месдозу 5 и регистрируется ею с помощью тензо- резисторов 9 и измерительной annapa-j
20 туры как сила трения, соответствующая исследуемому способу выдавливания при осуществлении процесса.
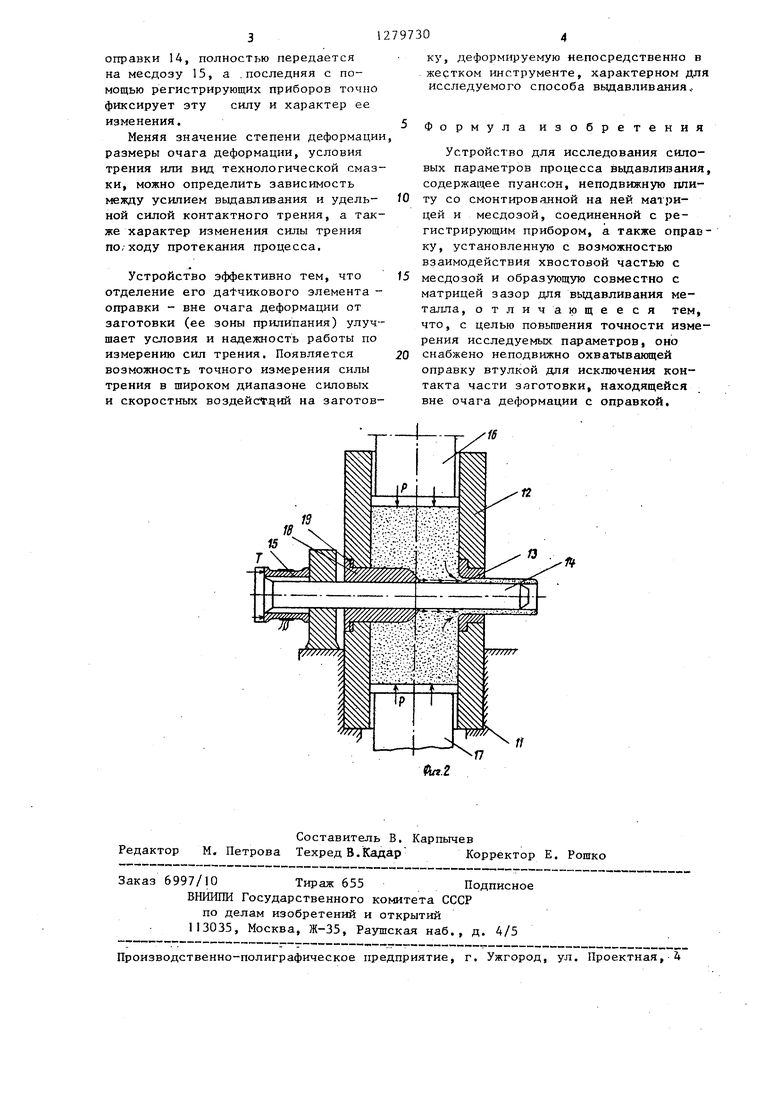
Устройство для исследования сило- 25 вых параметров процесса бокового выдавливания (фиг. 2) содержит неподвижные плиту 11 и матрицу 12 с выходным отверстием 13, образующим совместно с цилиндрической оправкой 30 1 кольцевой зазор для бокового выдавливания трубчатого изделия. Хвостовой частью оправка (датчиковый элемент) воздействует на месдозу 15 для замера сил трения. В вертикаль- JJ 1ой полости матрицы 12 установлены встречно движущиеся пуансон 16 и противопуансон 17, воздействующие на заготовку. Часть оправки 14 вне очага интенсивной деформации отде- 40 лена от зоны прилипания (торможения) заготовки неподв.ижной втулкой 18, установленной, например, в стенке матрицы 12 с возможностью ре улиро- вания ее положения сообразно степе- 45 ни деформации выдавливания (и истинной протяженности очага деформации) с помощью сменных колец 19.
Измерение силы трения F и, Характера ее измерения производится ана- 50 логично. Выдавливаемый металл благодаря однонаправленному скольжению с интенсивным трением вдоль поверхности оправки стремится переместить оправку 14 вправо. Зона-прилипания 55 (мертвая зона) этому не может препятствовать из-за наличия втулки 18. Это означает, что сила пластического трения, возникающая между заготовкой и контактной поверхностью
оправки 14, полностью передается на месдозу 15, а .последняя с помощью регистрирующих приборов точно фиксирует эту силу и характер ее изменения.
Меняя значение степени деформации размеры очага деформации, условия трения или вид технологической смазки, можно определить зависимость между усилием выдавливания и удельной силой контактного трения, а также характер изменения силы трения по;ходу протекания процесса.
Устройство эффективно тем, что отделение его даФчгасового элемента - оправки - вне очага деформации от заготовки (ее зоны прилипания) улучшает условия и надежность работы по измерению сил трения. Появляется возможность точного измерения силы трения в широком диапазоне силовых и скоростных воздействий на заготовку, деформируемую непосредственно в жестком инструменте, характерном для исследуемого способа вьщавливания,Формула изобретения
Устройство для исследования силовых параметров процесса выдавливаний, содержащее пуансон, неподвижную ппиту со смонтированной на ней матрицей и месдозой, соединенной с регистрирующим прибором, а также оправку, установленную с возможностью взаимодействия хвостовой частью с
месдозой и образующую совместно с матрицей зазор дня выдавливания металла, отличающееся тем, что, с целью повышения точности измерения исследуемых, параметров, оно
снабжено неподвижно охватывающей оправку втулкой для исключения контакта части заготовки, находящейся вне очага деформации с оправкой.
/f
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для исследования условий деформирования | 1979 |
|
SU1232351A1 |
| Устройство для исследования условий деформирования | 1984 |
|
SU1196091A1 |
| Штамм для поперечного выдавливания полых изделий с внешним торцевым фланцем | 1979 |
|
SU854540A1 |
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗОЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2572526C1 |
| Штамп для обработки металлов давлением | 1979 |
|
SU863127A1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2306994C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2393937C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2020 |
|
RU2759281C1 |
| Штамп для измерения сил контактного трения при объемном пластическом деформировании заготовок | 1989 |
|
SU1648627A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
Изобретение относится к обработке металлов давлением, а именно к устройствам для исследования силовых параметров процесса выдавливания. Р . ВЛИрано илоания. л чч Целью изобретения является повышение точности измерения исследуемых параметров. Для исключения контакта части заготовки, находящейся вне очага деформации, с оправкой, устройство снабжено втулкой, охватывающей неподвижно оправку. Повьппение точности измерения контактного трения достигается тем, что происходит отделение заторможенной зоны прилипания деформируемой заготовки от оправки, Это ус траняет помехи в восприятии оправкой и месдозой однонаправленных .сил контактного трения в очаге интенсивной деформации выдавливания. 2 ил. i INO CD 00 Si.
Составитель В, Карпычев Редактор М. Петрова Техред В.Кадар Корректор Е, Рошко
Заказ 6997/10 Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Штамм для поперечного выдавливания полых изделий с внешним торцевым фланцем | 1979 |
|
SU854540A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
