л
со оо
00
СП
СО
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении.
Целью изобретения является повышение надежности работы штампа за счет беспрепятственного съема изделия.
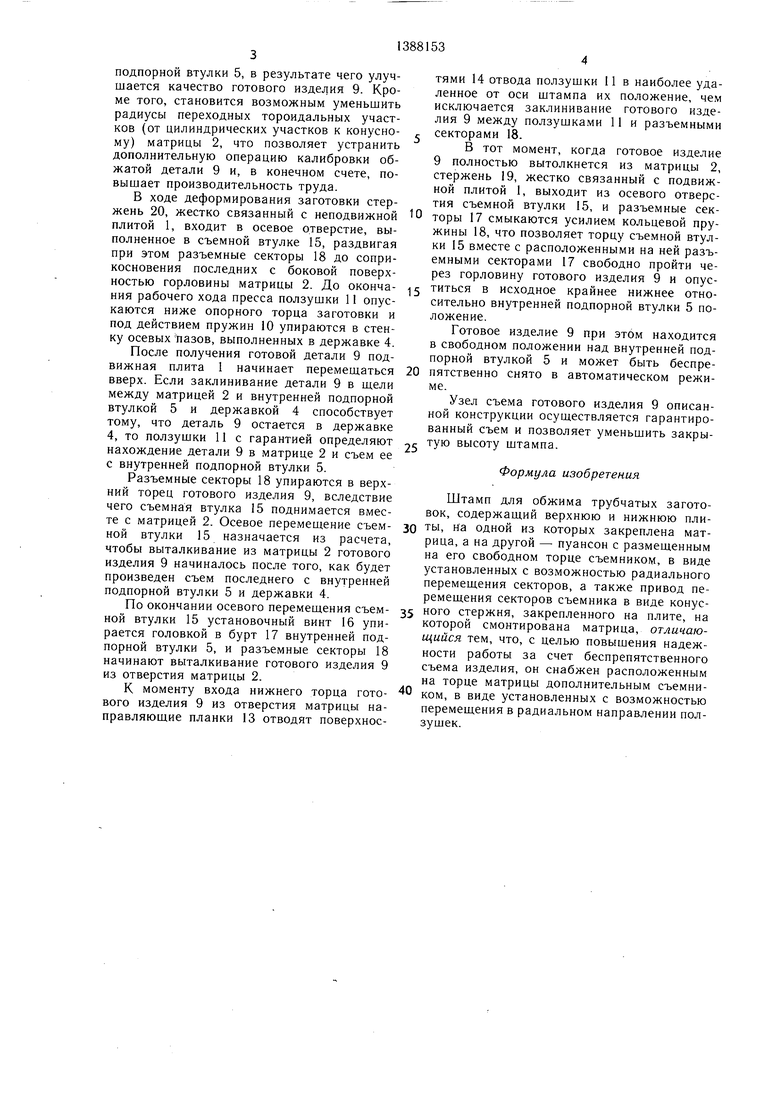
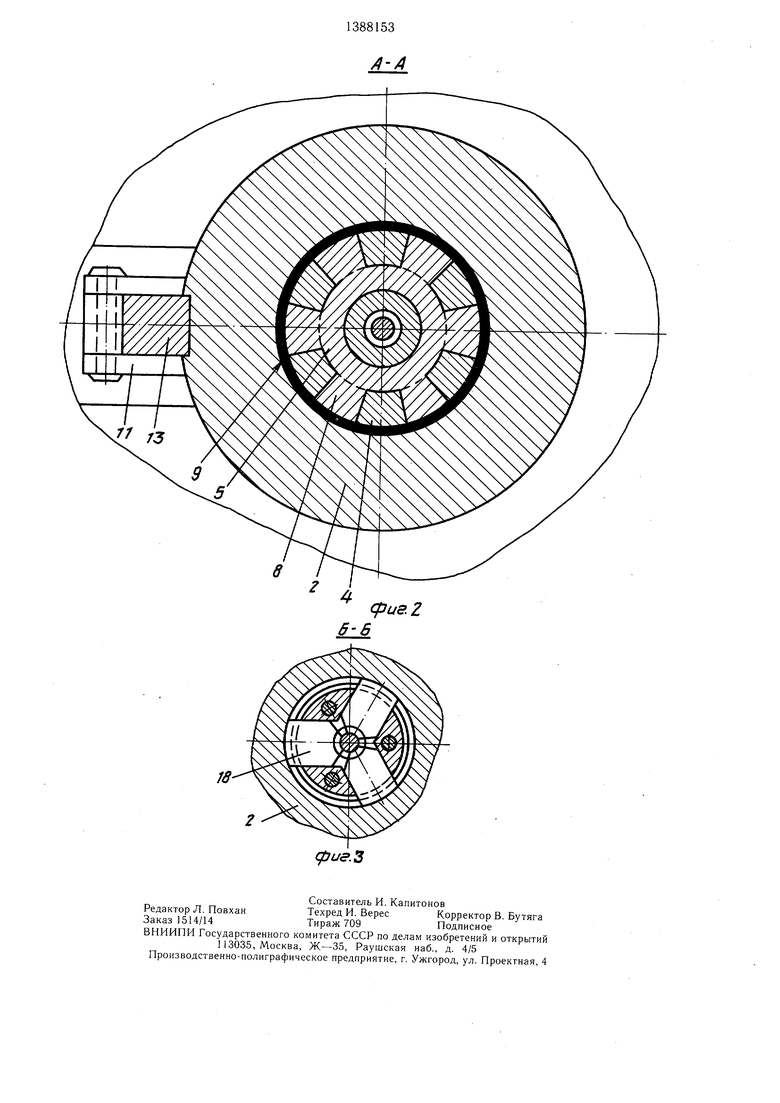
На фиг. 1 изображено взаиморасположение узлов и деталей штампа в момент окончания обжима заготовки (при нижнем положении ползуна пресса, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Штамп, предназначенный для установки на прессе простого действия, состоит из устанавливаемой на ползуне пресса подвижной плиты 1 с жестко связанной с ней мат- рицей 2. На неподвижной плите 3 закреплена державка 4.
Внутренняя подпорная втулка 5 установлена по оси штампа с возможностью пере- меш,ения в осевом направлении. Верхнее положение внутренней подпорной втулки 5 фиксируется буртом 6, выполненным в державке 4. Державка и втулка 5 вместе образуют составной пуансон. Обращенный к внутренней подпорной втулке 5 торец державки 4 снабжен пазами 7, в которых размеш,аются при опускаии внутренней подпорной втулки 5 выполненные в ней выступы 8.
Дополнительный узел съема готового изделия 9 включает подпружиненные в радиальном направлении пружинами ЮпОЛЗуШКИ 11, которые посредством закрепленных в их хвостовой части втулок 12 взаимодействуют с жестко связанными с неподвижной плитой 3 направляюш,ими планками 13, причем последние выполнены с поверхностями 14 отвода ползушек 11. Съемная втулка 15 установлена по оси штампа по внутренней подпорной втулке 5 и имеет возможность осевого перемещения, величина которого определяется жестко связанным со съемной втулкой 15 установочным винтом 16 и буртом 17, выполненным во внутренней подпорной втулке 5.
На свободном торце пуансона в радиальных пазах, изготовленных на верхнем торце съемной втулки 15, установлены разъемные секторы 18, подпружиненные в ра- диальном направлении кольцевой пружиной 19.
Привод движения разъемных секторов 18 выполнен в виде стержня 20, соосного со съемной втулкой 15 и жестко связанного с подвижной плитой 1.
Нижний торец внутренней подпорной втулки 5 контактирует с толкателем 21 мар- кета пресса.
В верхней части внутренней подпорной втулки 5 выполнены конусный участок 22 и цилиндрический калибрующий участок 23.
Штамп работает следующим образом.
Заготовка (не покачана) устанавливается на заплечике державки 4. Внутренняя
0
5
подпорная втулка 5 при этом находится в крайнем верхнем положении под действием усилия маркета пресса, передаваемого толкателем 21. Съемная втулка 15 под действием силы тяжести находится в крайнем нижнем относительно внутренней подпорной втулки 5 положении, причем установленные на ее торце подъемные сектора 18 сведены усилием кольцевой пружины 19. Под действием ползуна пресса (не показан) подвижная плита 1 перемещается вниз. Ползущки 11 отводятся направляющими планками 13 в радиальном направлении от оси щтампа и скользят по поверхностям 14 отвода, пропуская торец заготовки в отверстие матрицы 2. Далее ползущки 11 упираются во внешнюю боковую поверхность заготовки при движении вдоль последней. После того, как конический участок матрицы 2 опустится на торец заготовки, последняя начинает деформироваться усилием пресса. При этом деформируемая кромка ее скользит по конусному участку 22 внутренней подпорной втулки 5, чем предотвращается образование продольной складки в очаге деформации.
Внутренняя подпорная втулка 5 по мере деформации заготовки опускается, поддерживаемая усилием маркета пресса, причем ее выступы 8 заходят в пазы 7 державки 4. Таким образом, в процессе обжима заготовки на внутренней боковой поверхности последней отсутствуют свободные кольцевые участки.
Внешняя боковая поверхность заготовки при этом полностью подпирается в процессе формоизменения стенкой матрицы 2, и, следовательно, конструкция штампа исключает образование как внутренних, так и внеш них кольцевых складок.
В процессе образования цилиндрической обжатой части заготовка проталкивается в щель между цилиндрическим участком матрицы меньшего диаметра и цилиндрическим калибрующим участком 23 внутренней подпорной втулки 5. Величина щели
h So+AS-б,
где So, AS - соответственно исходная толщина стенки заготовки и увеличение толщины последней; б - величина калибровочного натяга, которая назначается из следующего условия: коэффициент раздачи КР откалиброванного внутреннего диаметра dK по сравнению с внутренним диаметром ёвн -обжатой части заготовки, не подвергаемой калибровке должен быть равен
,99...0,995. ак
Таким образом, обжатая часть заготовки одновременно калибруется цилиндрическим калибрующим участком 23 внутренней
подпорной втулки 5, в результате чего улучшается качество готового изделия 9. Кроме того, становится возможным уменьшить радиусы переходных тороидальных участков (от цилиндрических участков к конусному) матрицы 2, что позволяет устранить дополнительную операцию калибровки обжатой детали 9 и, в конечном счете, повышает производительность труда.
В ходе деформирования заготовки стержень 20, жестко связанный с неподвижной плитой 1, входит в осевое отверстие, выполненное в съемной втулке 15, раздвигая при этом разъемные секторы 18 до соприкосновения последних с боковой поверхностью горловины матрицы 2. До оконча- ния рабочего хода пресса ползушки 11 опускаются ниже опорного торца заготовки и под действием пружин 10 упираются в стенку осевых пазов, выполненных в державке 4.
После получения готовой детали 9 подвижная плита 1 начинает перемещаться вверх. Если заклинивание детали 9 в щели между матрицей 2 и внутренней подпорной втулкой 5 и державкой 4 способствует тому, что деталь 9 остается в державке
4, то ползущки 11 с гарантией определяют с У высоту штампа, нахождение детали 9 в матрице 2 и съем ее с внутренней подпорной втулки 5.
Разъемные секторы 18 упираются в верхний торец готового изделия 9, вследствие чего съемная втулка 15 поднимается вместями 14 отвода ползущки 11 в наиболее удаленное от оси штампа их положение, чем исключается заклинивание готового изделия 9 между ползушками 11 и разъемными
г секторами 18.
В тот момент, когда готовое изделие 9 полностью вытолкнется из матрицы 2, стержень 19, жестко связанный с подвижной плитой 1, выходит из осевого отверстия съемной втулки 15, и разъемные сек10 торы 17 смыкаются усилием кольцевой пружины 18, что позволяет торцу съемной втулки 15 вместе с расположенными на ней разъемными секторами 17 свободно пройти через горловину готового изделия 9 и опуститься в исходное крайнее нижнее относительно внутренней подпорной втулки 5 положение.
Готовое изделие 9 при этом находится в свободном положении над внутренней подпорной втулкой 5 и может быть беспрепятственно снято в автоматическом режиме.
Узел съема готового изделия 9 описанной конструкции осуществляется гарантированный съем и позволяет уменьшить закрыФормула изобретения
Штамп для обжима трубчатых заготовок, содержащий верхнюю и нижнюю пли20
те с матрицей 2. Осевое перемещение съем- ЗО т Ы, на одной из которых закреплена матной втулки 15 назначается из расчета, чтобы выталкивание из матрицы 2 готового изделия 9 начиналось после того, как будет произведен съем последнего с внутренней подпорной втулки 5 и державки 4.
рица, а на другой - пуансон с размещенным на его свободном торце съемником, в виде установленных с возможностью радиального перемещения секторов, а также привод перемещения секторов съемника в виде конусПо окончании осевого перемещения съем- 35 стержня, закрепленного на плите, на ной втулки 15 установочный винт 16 упи- которой смонтирована матрица, отличаю- рается головкой в бурт 17 внутренней под- щийся тем, что, с целью повышения надеж- порной втулки 5, и разъемные секторы 18 ности работы за счет беспрепятственного начинают выталкивание готового изделия 9 съема изделия, он снабжен расположенным
на торце матрицы дополнительным съемником, в виде установленных с возможностью перемещения в радиальном направлении полиз отверстия матрицы 2.
К моменту входа нижнего торца готового изделия 9 из отверстия матрицы направляющие планки 13 отводят поверхнос40
зушек.
с У высоту штампа,
тями 14 отвода ползущки 11 в наиболее удаленное от оси штампа их положение, чем исключается заклинивание готового изделия 9 между ползушками 11 и разъемными
г секторами 18.
В тот момент, когда готовое изделие 9 полностью вытолкнется из матрицы 2, стержень 19, жестко связанный с подвижной плитой 1, выходит из осевого отверстия съемной втулки 15, и разъемные сек0 торы 17 смыкаются усилием кольцевой пружины 18, что позволяет торцу съемной втулки 15 вместе с расположенными на ней разъемными секторами 17 свободно пройти через горловину готового изделия 9 и опуститься в исходное крайнее нижнее относительно внутренней подпорной втулки 5 положение.
Готовое изделие 9 при этом находится в свободном положении над внутренней подпорной втулкой 5 и может быть беспрепятственно снято в автоматическом режиме.
Узел съема готового изделия 9 описанной конструкции осуществляется гарантированный съем и позволяет уменьшить закры0
У высоту штампа,
Формула изобретения
Штамп для обжима трубчатых заготовок, содержащий верхнюю и нижнюю плит Ы, на одной из которых закреплена матрица, а на другой - пуансон с размещенным на его свободном торце съемником, в виде установленных с возможностью радиального перемещения секторов, а также привод перемещения секторов съемника в виде конус о о стержня, закрепленного на плите, на которой смонтирована матрица, отличаю- щийся тем, что, с целью повышения надеж- ности работы за счет беспрепятственного съема изделия, он снабжен расположенным
40
зушек.
срие.2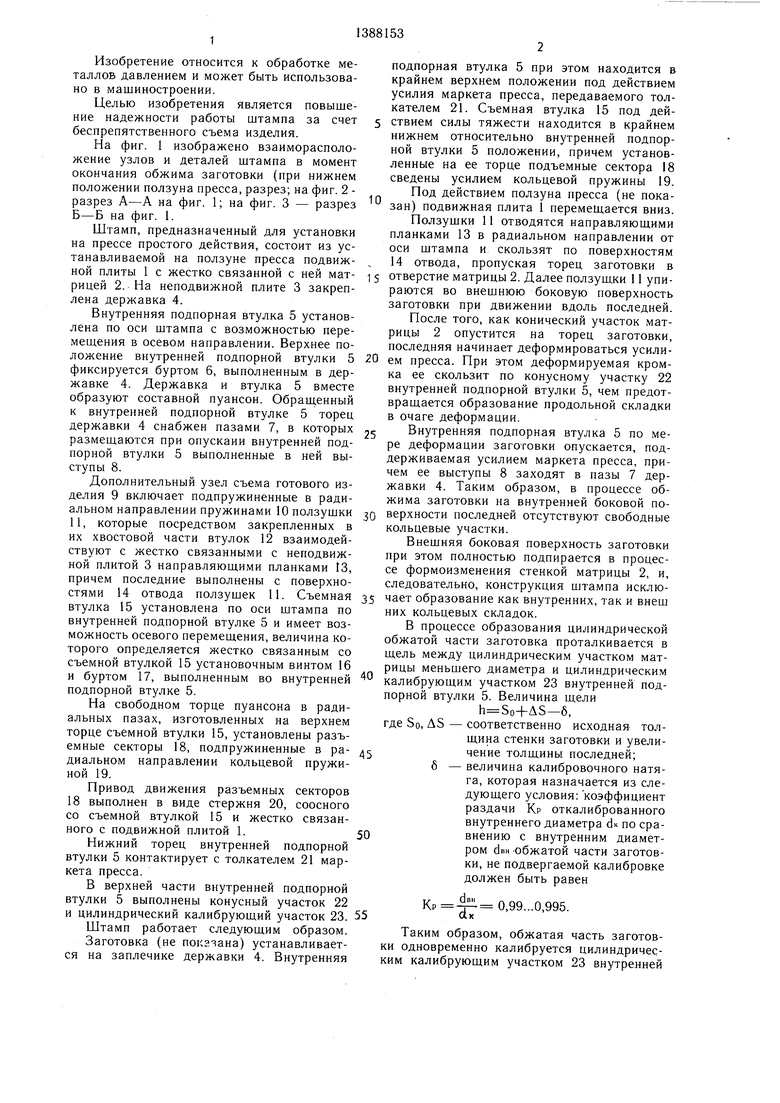
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Штамп для раздачи трубчатых заготовок | 1985 |
|
SU1304962A1 |
| Штамп для формовки концов труб | 1982 |
|
SU1156771A1 |
| Штамп для раздачи трубчатых заготовок | 1985 |
|
SU1279711A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| Штамп для обработки листового материала | 1985 |
|
SU1263404A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано в машиностроении. Цель изобретения - повышение надежности работы штампа. При рабочем ходе подвижной плиты 1 вниз жестко связанной с ней матрицей 2 обжимается верхняя часть заготовки. Одновременно опускается внутренняя подпорная втулка (ВПВ) 5, поддерживаемая усилием маркета пресса. Выступы в нижней части ВПВ 5 заходят в пазы 7 державки 4. Обжатая часть заготовки калибруется по внутренней боковой поверхности цилиндрическим калибрующим участком 23 ВПВ 5. При ходе подвижной плиты I вверх размешенные в нижней части матрицы 2 ползушки II, воздействуя на нижний торец готовой детали (ГД) 9, снимают ее с ВПВ 5 и державки 4. Съемная втулка 15, установленная в центральном отверстии, выполненном в ВПВ 5, поднимается за счет взаимодействия размешенных на ее верхнем торце разъемных секторов 18 и ГД 9. По окончании осевого перемещения съемной втулки 15 секторы 18 выталкивают ГД 9 из матрицы 2. Радиальное перемещение ползущек 11 обеспечивается закрепленными на неподвижной плите 3 направляющими планками 13. 3 ил. о (Л
| Штамп для обжима деталей из труб | 1974 |
|
SU508311A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
