Изобретение относится к отрасли машиностроения, в частности к области обработки металлов давлением, и может быть использовано для изготовления тонкостенных корпусов амортизаторов, пневмоцилиндров и др. с использованием холодной объемной штамповки обратным выдавливанием.
Известен способ С.Ш.Яшаяева (Яшаяев С.Ш. Способ обратного выдавливания деталей типа «стакан». А.с. №160931 от 13.09.62 г., БИ №5, 1964), в котором операция обратного выдавливания выполняется в составной матрице (контрпуансон + контейнер) на опускающемся контрпуансоне при неподвижном контейнере и стенке выдавливаемого изделия. При этом на контактных границах контейнера с непродеформированной частью заготовки и ее пластической областью создаются активные силы трения, благодаря которым удельная сила выдавливания снижается по сравнению с обычным обратным выдавливанием.
Недостатком такого способа выдавливания является то, что он снижает силу деформирования незначительно (не более 10%) при существенном усложнении штампа для формоизменения заготовки.
Известен также способ Ю.П.Можейко и Н.К.Розенталя (Можейко Ю.П., Розенталь Н.К. Способ обратного выдавливания деталей типа «стакан». А.с. №173107 от 07.12.62 г., БИ №14, 1965), в котором активное трение создается принудительным движением контейнера в сторону истечения выдавленного металла при неподвижном контрпуансоне. При этом добавляется активная сила трения в контактной зоне контейнера с выдавливаемым элементом изделия, существенно снижая общую деформирующую силу (на 30% по сравнению с обычным обратным выдавливанием).
Недостатком такого способа выдавливания является некачественное изготовление полуфабриката, заключающееся в том, что при повышенных степенях деформации малопластичных заготовок на внутренних поверхностях изделий возникают трещины, которые начинают появляться с некоторого момента деформирования заготовки.
Позже эти и подобные им процессы с активным трением С.Ш.Яшаяев (Яшаяев С.Ш. Основы дифференцированного выдавливания. // Кузнечно-штамповочное производство, №9, 1966, с.4-6) предложил называть дифференцированным выдавливанием, которое и укрепилось в технической литературе.
За прототип принят способ Е.И.Семенова и А.Г.Овчинникова (Семенов Е.И., Овчинников А.Г. Способ выдавливания полых изделий А.с. №326997 от 03.07.70 г., БИ №5, 1972), заключающийся в том, что при деформировании малопластичных металлов и сплавов в очаге деформации за счет принудительного перемещения контейнера в противоположную сторону истечения металла на контактной границе с заготовкой и деталью создается повышенное реактивное трение. При этом в очаге пластической деформации возникает дополнительное сжимающее гидростатическое давление, которое повышает пластичность деформируемых заготовок и способствует процессу «залечивания» возникающих макро- и микротрещин вследствие интенсификации диффузионных процессов.
Недостатком такого способа является повышенные удельные силы, действующие на инструмент в процессе деформирования, что существенно снижает его стойкость.
Для осуществления выдавливания с принудительным трением известно устройство, представляющее собой штамп с гидравлическим приводом контейнера [В.Е.Фаворский. Холодная штамповка выдавливанием. М. - Л.: Машиностроение, 1966, с.118, рис.74].
Однако это устройство, устанавливаемое обычно на гидравлическом прессе, малопроизводительно и его невозможно применить при выдавливании заготовок с большими степенями деформации, так как в этом случае нужна высокая производительность гидравлической системы, что приводит к усложнению конструкции штампа и его металлоемкости.
Известно также устройство для холодного выдавливания, принятое за прототип. [А.Г.Овчинников. Основы теории штамповки выдавливанием на прессах. - М.: Машиностроение, 1983, с.187, рис.7.1], имеющего автономные гидравлические приводы пуансона и контейнера, причем последний снабжен двумя гидроцилиндрами с системой управления для осуществления его рабочего и холостого хода.
Недостатком такого устройства является его излишняя металлоемкость и высокая себестоимость из-за того, что практически - это специализированный пресс. Кроме того, на нем невозможно осуществить непрерывное выдавливание со знакопеременным трением при деформировании заготовок из малопластичных материалов.
Задачей предлагаемого изобретения является повышение качества получаемых деталей и увеличение стойкости инструмента, снижение его металлоемкости и себестоимости.
Задача достигается следующим образом.
В способе обратного выдавливания заготовки в полую деталь пуансоном в составной матрице с приводимым в движение контейнером, к которой в процессе деформирования прикладывают дополнительное трение этим контейнером, процесс выдавливания ведут непрерывно в два этапа, разделение которых определяется моментом появления первых трещин на внутренней поверхности детали, причем на первом этапе к заготовке прикладывают активные силы трения движением контейнера в сторону истечения, а на втором этапе - преобразуют их в дополнительные реактивные силы трения движением контейнера в обратном направлении.
Кроме того, момент появления первых трещин в деталях в зависимости от степени деформации определяют экспериментально выдавливанием в матрице с неподвижным контейнером, а окончательно уточняют выдавливанием в матрице с подвижным контейнером. В устройстве для выдавливания, состоящем из верхней и нижней плит, прикрепленных к ним пуансона и составной матрицы, включающей в себя контейнер, установленный на контрпуансоне с возможностью осевого перемещения, привода, взаимодействующего с контейнером, привод контейнера выполнен в виде двух рычагов 1-го рода, расположенных по обе стороны матрицы, каждый из которых установлен на неподвижной опоре нижней плиты и одним концом взаимодействуют с контейнером, а другим концом - с клиньями, установленными на верхней плите устройства, которая снабжена также толкателями, действующими на ближайшие к контейнеру плечи рычагов.
Предусмотрено также, что рычаги, клинья и толкатели закреплены на плитах устройства с возможностью регулировки в горизонтальной плоскости.
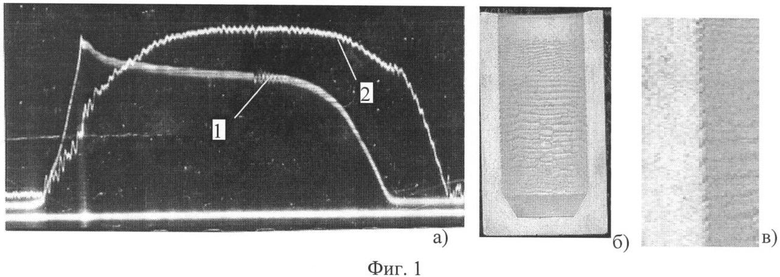
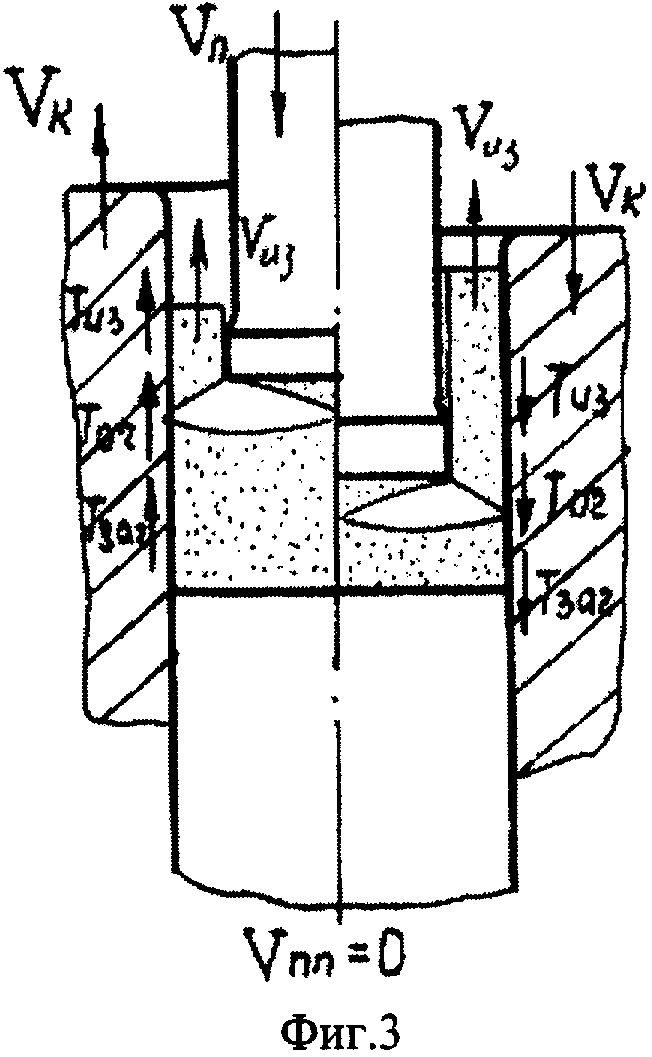
Для пояснения описываемых объектов на чертежах приведены: экспериментальный график в виде осциллограммы зависимости деформирующей силы от рабочего хода пуансона (кривая 1 на фиг.1, а), экспериментальные образцы, полученные холодным выдавливанием (фиг.1, б, в), схема возможного перемещения элементов инструмента (фиг.2), схема осуществления способа со знакопеременным трением (фиг.3), устройство для осуществления предлагаемого способа (фиг.4).
Пример реализации
На фиг.1 а) приведен экспериментальный график зависимости силы деформирования алюминиевого сплава АМг2 от рабочего хода пуансона из заготовки диаметром D=38 мм и высотой Н=45,1 мм, диаметр внутренней полости стакана d=26 мм и толщиной дна t=5,7 мм, что соответствует редукции R=0,7 и рабочему ходу пуансона L=39,4 мм. Экспериментальные данные были получены на образцах, выдавленных пуансоном с углом скоса α=30° (фиг.1 a), a тензометрические кривые - с помощью осциллографа Н-107 при выдавливании на модернизированном гидравлическом прессе с ускоренным ходом ползуна П100.
Из осциллограммы видно (кривая 1 фиг.1, а), что начало выдавливания начинается со всплеска деформирующей силы (рост ее в виде пика), который объясняется переходом от одного вида деформации к другому, т.е. осадка заготовки при заполнении рабочего пространства деформируемым металлом сменяется холодным выдавливанием. Скачок силы может достигать 10-15% от основного значения.
Затем при выдавливании сила стабилизируется, а под конец наблюдаем некоторое падение ее значения и последующее возрастание (не показано) на конечной нестационарной стадии. Учитывая, что процесс выдавливания сам по себе энергоемкий, эта надбавка, создаваемая всплеском силы, часто приводит к повышенному износу и усталостному разрушению инструмента.
Несмотря на то, что выдавливание проходит в условиях высокого гидростатического давления, попадаются материалы, которые не выдерживают больших пластических деформаций и разрушаются. Эти разрушения могут быть в виде сквозных, внутренних и поверхностных трещин. При обратном выдавливании стаканов из алюминиевых сплавов наиболее частыми являются внутренние поверхностные трещины. Такие трещины были получены на приведенных образцах из сплава АМг2 при выдавливании плоскоконусным пуансоном (фиг.1, б). Увеличенная картина трещинообразования (фиг.1, в) показывает, что наклон трещин и шаг их возникновения практически постоянны на всем протяжении деформирования заготовки и не зависят от геометрии рабочего профиля пуансона. Глубина трещин в одном изделии не постоянна и увеличивается по мере деформирования. В некоторых случаях, когда смазочный слой сильно утоняется, глубина трещин начинает уменьшаться, что также доказывает зависимость трещинообразования от гидростатического давления.
Измерения образцов показали, что трещинообразование по внутренней поверхности изделия начинается, когда пуансон войдет в заготовку на 40-50% от его полного рабочего хода. Причем пик силы возникает примерно при 20% его ходе. Эти данные были положены в основу разработки нового способа, названного знакопеременным дифференцированным выдавливанием.
Из вышесказанного становится понятно, как можно управлять значением силы деформирования и устранением трещинообразования, создавая соответственно активное и реактивное принудительное трение на наружной поверхности заготовки. Если, например, начинать выдавливать по схеме Ю.П.Можейко и Н.К.Розенталя (понижая гидростатическое давление), а заканчивать по Е.И.Семенову и А.Г.Овчинникову (повышая гидростатическое давление), меняя направление трения чуть раньше образования трещин у изделия, то можно надежно получать качественные изделия при повышенной износостойкости инструмента, так как пик силы в этом случае, который особенно влияет на износ инструмента, будет отсутствовать, а повышение гидростатического давления окажется в зоне падения технологической силы.
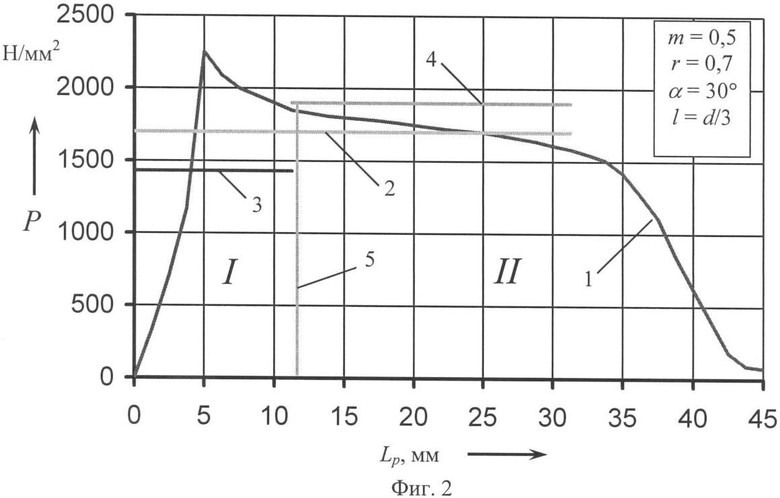
Для заданных параметров инструмента и деформируемого материала были определены теоретические значения силы деформирования, наложенные на экспериментальный график 1 (фиг.2). Из него видно, что, используя соответствующий коэффициент трения (m=0,5), можно подобрать расчетную силу, близкую к экспериментальному при обратном выдавливании (кривая 2), а остальные расчеты будут иметь тот же коэффициент. Тогда полученные кривые разместятся на графике соответственно: для способа Ю.П.Можейко и Н.К.Розенталя - кривая 3; для способа Е.И.Семенова и А.Г.Овчинникова - кривая 4. Момент перехода, в соответствии с экспериментом, равен рабочему ходу пуансона L=17,1 мм. Общая схема перехода одного движения в другой показана на фиг.3.
Устройство для осуществления предложенной кинематики перемещения контейнера с помощью двух рычагов и подвижного контейнера матрицы внутри жесткого бандажа показано на фиг.4. При проектировании устройства расчетные и экспериментальные данные технологической силы были заложены в прочностные расчеты рычажной системы.
Устройство предназначено для получения деталей типа стакан дифференцированным выдавливанием, способным осуществить в себе различные элементы активного трения. Устройство представляет собой блок, в который входит верхняя плита 1, направляющие колонки 2 и втулки 3 и нижняя плита 4. К нижней плите 4 прикреплен матрицедержатель 5, в котором установлен подвижный контейнер 6, а также контрпуансон 7, состоящий из основания 7 и выталкивателя 8. В матрицедержателе 5 проделаны прорези 9 для входа поворотных рычагов 10. В контейнере 6 выполнены выемки 11 для размещения рабочих торцов 12 поворотных рычагов 10.
Кроме того, внутри матрицедержателя 5 сделан уступ 13, длина которого соответствует ходу подвижного контейнера 6. В полости уступа 13 матрицедержателя 5 размещен фланец 14 подвижный контейнера 6. Поворотные рычаги 10 закреплены в вилках 15, подпружинены с двух сторон и предназначены для осевого перемещения подвижного контейнера 6. Кроме того, на нижней плите 4 установлены колонки 16, по которым движется подпружиненная плита 17 съемника. Для управления поворотом рычагов 10 к верхней плите 1 прикреплены по одной паре толкатели 18 и клинья 19, причем клинья 19 имеют подпружиненные собачки 20. По центру штампа закреплен пуансонодержатель 21, который имеет пуансон 22 с подпятником 23 и цангу 24, запирающую пуансон 22 при помощи гайки 25 пуансонодержателя 21.
Способ обратного дифференцированного выдавливания с знакопеременными силами трения заключается в следующем. Когда плита 1 находится в верхнем положении, заготовка в виде сплошного цилиндра подается в подвижный контейнер 6. При ходе ползуна пресса вниз пуансон 22 начинает деформировать заготовку. В этот момент клинья 19 через собачку 20 воздействуют на рычаги 10, которые, поворачиваясь, поднимают подвижный контейнер 6, осуществляя режим обратного выдавливания с активным трением. После того, как собачка 20 клина 19 проходит рычаг 10, на него начинает давить нажим 18, двигая контейнер 6 вниз и осуществляя режим обратного выдавливания с реактивным трением. При обратном ходе клинья 19 проходят через рычаги 10 с откинувшимися собачками 20, а полученная деталь снимается плитой 17 съемника, если она осталась на пуансоне 22, или выталкивателем 8 контрпуансона 7, если она осталась в подвижном контейнере 6. Освобожденная деталь из рабочей зоны устройства удаляется пинцетом или пневмосдувателем.
Момент перехода приложения дополнительных сил активного трения к реактивному определяется экспериментально по первой детали при пробном обратном выдавливании. Регулировка штампа осуществляется подкладными плитами, размещенными под клинодержателями (не показано).
Предложенный способ и устройство позволяет получать высококачественные детали из заготовок, выполненных из малопластичных металлов и сплавов, с повышенной износостойкостью инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для радиального выдавливания | 1982 |
|
SU1038050A1 |
| Способ изготовления изделий типа стаканов с наружными боковыми выступами | 1979 |
|
SU1026923A1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| Способ получения изделий типа стака-HOB C НАРужНыМи бОКОВыМи ВыСТупАМи | 1979 |
|
SU821026A1 |
| СПОСОБ ОСАДКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ХРУПКИХ И МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2501624C2 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| Устройство для штамповки полых изделий с наружным фланцем | 2019 |
|
RU2721340C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2515705C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ПЕРЕМЕННОГО СЕЧЕНИЯ ГОРЯЧИМ ВЫДАВЛИВАНИЕМ С ПОДВИЖНЫМИ МАТРИЦАМИ | 2008 |
|
RU2374027C1 |
| Штамп для выдавливания полых деталей | 1978 |
|
SU738740A1 |
Способ обратного выдавливания и устройство для его осуществления относятся к машиностроению. Способ обратного выдавливания включает деформирование заготовки пуансоном в подвижном контейнере, размещенном в матрицедержателе, в процессе которого к заготовке прикладывают активные силы трения движением контейнера в сторону истечения металла заготовки. Деформирование ведут непрерывно в два этапа, разделение которых определяют моментом появления первых трещин на внутренней поверхности заготовки. На первом этапе к заготовке прикладывают активные силы трения движением контейнера в сторону истечения металла заготовки, а на втором этапе - преобразуют их в реактивные силы трения движением контейнера в обратном направлении. Устройство для обратного выдавливания состоит из верхней плиты, на которой закреплен пуансон, нижней плиты с закрепленным на ней матрицедержателем. Контейнер, размещенный в матрицедержателе, перемещается посредством двух рычагов 1-го рода, расположенных с обеих сторон контейнера. В контейнере с возможностью перемещения размещен контрпуансон. Рычаги одним концом взаимодействуют с подвижным контейнером, а другим концом - с клиньями, установленными на верхней плите. Устройство снабжено толкателями, действующими на ближайшие к контейнеру плечи рычагов для перемещения контейнера в обратном направлении. Обеспечивается повышение качества получаемых деталей и увеличение стойкости инструмента. 2 н.п. ф-лы, 4 ил.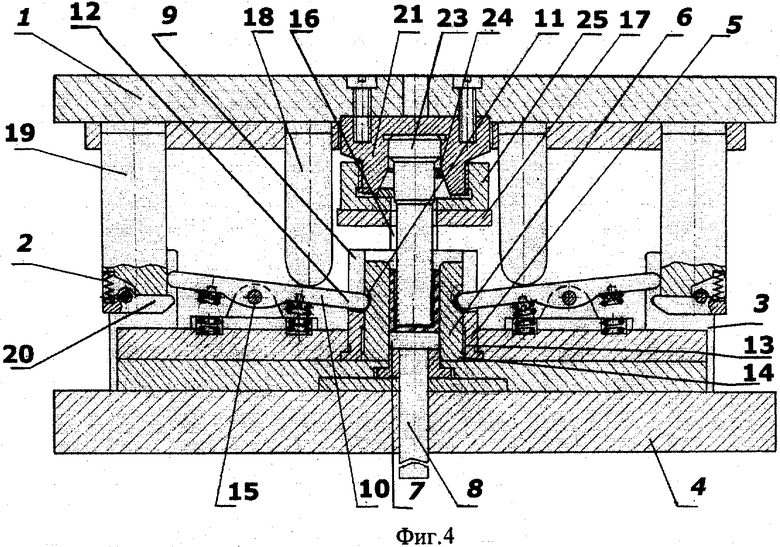
| ШТАМП ДЛЯ ХОЛОДНОГО ОБРАТНОГО ВЫДАВЛИВАНИЯ | 0 |
|
SU258833A1 |
| 0 |
|
SU326997A1 | |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 1988 |
|
RU2036046C1 |

