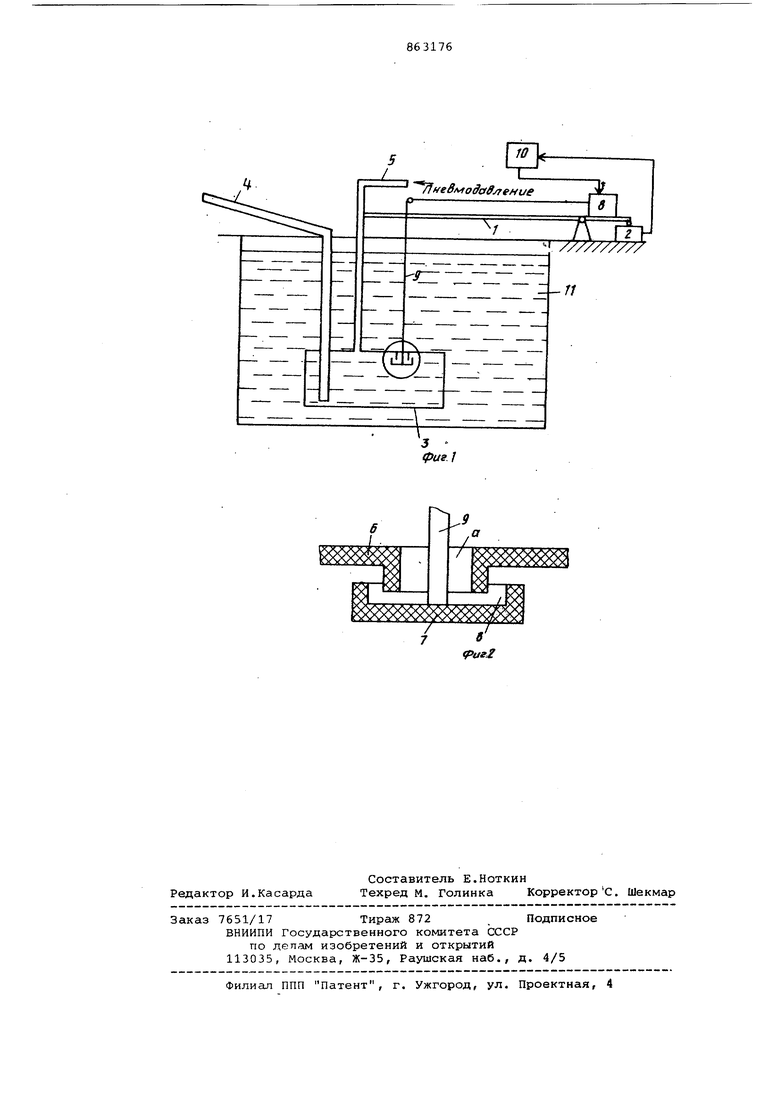
Изобретение относится к конструкции устройств для порционной разливки металлов, осуществляемой вытеснением металла из мерной емкости, помещенной под зеркалом расплава, и может быть использовано в литейном производстве. Известно дозирующее устройство, которое содержит мерный сосуд, закреп ленный на весовом рычаге весоизмерительного устройства. Мерный сосуд имеет сливной трубопровод и трубопровод для связи с источником пневмодавления, а также заливочное отверстие и механический затвор заливочного от верстия, включающий запорный элемент и привод перемещения запорного элемента. Запорный элемент выполнен в виде стопорной иглы, привод перемещения которой размещен на весовом рычаге. При этом заливочное отверстие с затвором расположены в верхней части мерного сосуда для предотвращения вытекания металла через отверстие под действием пневмодавления ЦЗ. Однако при таком выполнении затвора заливочного отверстия мерного сосу да избыточное давление, создающееся в сосуде, воздействует на запорный элемент (стопор) затвора, стремясь вытолкнуть его из отверстия, вследствие чего необходимо прикладывать значительные усилия для обеспечения герметизации, что снижает надежность и сроки службы устройства в целом. Цель изобретения - повышение надежности устройства. Поставленная цель достигается тем, что в пнеамодозаторе жидкого металла, содержащем закрепленный на весовом рычаге мерный сосуд, в верхней части которого вьшолнено заливочное отверстие, запорный элемент и привод перемещения запорного элемента, на внутренней поверхности мерного сосуда по перикютру заливочного отверстия сделан выступ, а запорный элемент выполнен в виде крышки с выемкой на верхнем торце, соответстзукадей по форме выступу. в ЭТСФ1 варианте выполнения устройства рабочей поверхностью запорного элемента является дно выемки, которая постоянно заполнена металлом, вне зависимости от того, находится ли крышка в среде расплава или в газовой атмосфере. Следовательно рабочая поверхность запорного элемента не подвергается воздействию цикли ческих изменений термохимических условий, стойкость ее повышается. На фиг. 1 изображен погружной пневмодоэатор жидкого металла; на фиг. 2 - затворный узел. Погружной пневмодозатор жидкого металла содержит весоизмерительное устройство, выполненное в виде весо вого рычага 1, кинематически связанного с датчиком 2, и консольно закрепленный на весовом рычаге мерный сосуд 3, в который встроен сливной трубопровод 4 и который снабжен труб проводом 5 для связи с источником пневмодавления (на чертеже не показан) . В верхней час --и сосуда 3 выпол нено заливочное oTBt рстие а , по пер метру которого на внутренней поверхности сосуда имеется выступ 6. Сосу 3 снабжен механическим затвором зали вочного отверстия, а , содержащим седло, которым является торцовая по верхность выступа б, запорный элеме выполненный в виде крышки 7, помеще ной в полость сосуда 3, и привод 8 перемещения запорного элемента, уст новленнг й на весовом рычаге 1. Крьш ка 7 связана с приводом 8 тягой 9, пропущзнной сквозь заливочное отвер стие 3 . Соответственно выступу 6 в крышке имеет-ся выемка Ъ . Кроме того, дозатор снабжен блоком 10 управления, электрически свя занным с датчиком 2, приводом 8 и пневмосистемой. Устройство работает следующим об разом. Мерный сосуд 3 помещают в ванну 11 под зеркало расплава. По команде блока управления срабатывает привод 8, сзпуская крышку 7 и открывая тем caMfcJM заливочное отверстие. Черва отверстие металл поступает в по лость сосуда, заполняя ее и заодно выемку Ъ в крышке 7. При этом, по м ре заполнения сосуда 3, изменяется величина выталкивающей силы, воздай ствующей на.сосуд 3 и далее через рычаг 1 на датчик 2, что приводит к соответствующему изменению сигнала, поступающего от датчика 2 в блок 10. При соответствии -сигнала, вырабатываемого датчиком 2, заданной величине порции (по весу), по команде управляющего блока срабатывает привод 8 затвора, подтягивая крышку 7, выемка Ъ которого заполнена расплавом, к выступу 6, запирая заливочное отверстие. Одновременно через трубопровод 5 в сосуд начинает поступать газ, создавая в нем избыточное давление, под действием которого металл через сливной трубопровод 4 перетекает в литейную форму. Вытеснение металла газом продолжается до достижения заданной величины дозы, определяемой в соответствии с изменением выталкивающей силы по сигналу датчика 2. Формула изобретения Пневмодозатор жидкого металла, включающий закрепленный на весовом эычаге мерный сосуд, в верхней части которого выполнено заливочное отверстие, и запорный элемент с приводом перемещения, отличающийс я тем, что, с целью повышения надежности, устройство снабжено выст; пом, выполненнЕям по периметру заливо ного отверстия на внутренней поверхности мерного сосуда, а запорный элемент выполнен в виде крышки с повторяющей форму выступа выемкой на верхнем торце. Источники информации, принятые во внимание Ьри экспертизе 1. Авторское свидетельство СССР по заявке 2193480/02, кл.В .221) 39/00, 1975.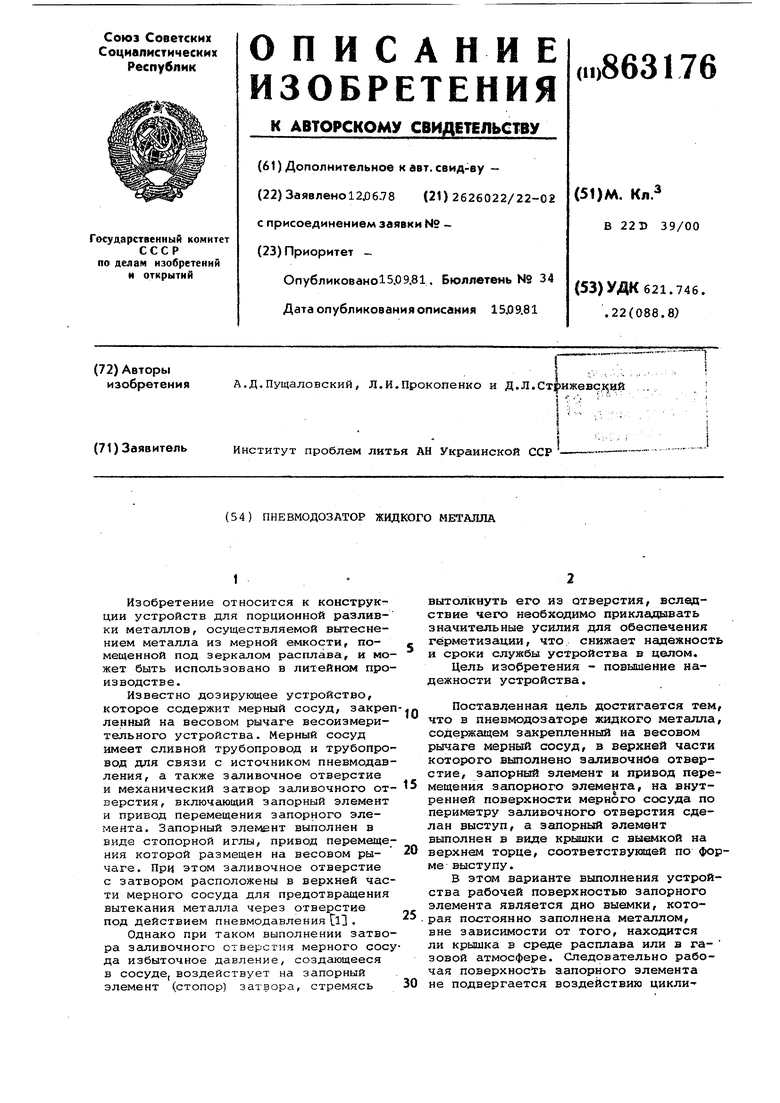
| название | год | авторы | номер документа |
|---|---|---|---|
| Весовой дозатор жидкости | 2021 |
|
RU2765233C1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОГО ПОЛИВА РАСТЕНИЙ | 2019 |
|
RU2686617C1 |
| Ковш для заливки окисляющихся расплавов | 1981 |
|
SU980958A1 |
| РЕГУЛЯТОР УРОВНЯ ЖИДКОСТИ В КАМЕРЕ ЖИДКОСТНОЙ ОБРАБОТКИ ПРЯЖИ | 1997 |
|
RU2112091C1 |
| Устройство для хранения и заливки металлических расплавов, преимущественно чугуна с шаровидным графитом, обработанного магнием | 1986 |
|
SU1494855A3 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОГО ПОЛИВА РАСТЕНИЙ | 2018 |
|
RU2671140C1 |
| ВЕСОДОЗИРУЮЩЕЕ УСТРОЙСТВО | 1991 |
|
RU2018094C1 |
| Устройство для градуировки дозаторов жидкости | 1985 |
|
SU1364890A2 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАЗЛИВКИ РАСПЛАВА ЦВЕТНЫХ МЕТАЛЛОВ, В ЧАСТНОСТИ МЕДИ ИЛИ МЕДНЫХ СПЛАВОВ | 2008 |
|
RU2450890C2 |