(54) СПОСОБ ГАЗОВОЙ ЦЕМЕНТАЦИИ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ
1
Изобретение сткосится к химикотермической обработке и, в частности, может быть использовано при газовой цементации изделий из конструкционных сталей, в особенности легированных хромом, марганцем, титаном, молибденом, вольфрамом и ванадием.
Известен способ газовой цементации изделий из углеродистых и легированных сталей в среде эндогаза с добавкой природного газа, заключакицийся в нагреве деталей в эндогазе до 930°С, выдержки при данной температуре в насыщающей среде с постоянным углеродным потенциалом 0,8-1,0 %С, подстуживании до 850°С и последующей закалке в масле 1.
Однако цементация стальных изделий по данному способу характеризуется длительностью процесса науглераживания. Это объясняется тем, что при цементации изделий из углеродистых и легированных сталей в насыщаюшей среде с постоянным углеродным потенциалом, равным 0,8-1,0% С, на поверхности изделий первоначально образуется тонкая карбидная пленка. Образование этой пленки связано с большой активностью науглероживающей атмосферы. Это приводит к
тому, что содержание углерода на по верхности изделий не ограничивается пределом растворимости в аустените для данной температуры, а повышается до таких значений, при которых образуются карбиды. Наличие карбидной пленки на поверхности деталей тормозит процесс диффузии углерода в сталь, тем самым увеличивается
10 длительность процесса науглероживания.
Известен также способ газовой цементации, заключаняцийся в том, что изделия нагревают в среде эндогаза
15 до 930°С и выдерживают при этой температуре в насыщающей среде. При этом в течение первого этапа выдержки поддерживают углеродный потенциал, равный 1,3% С, что соответствует
20 пределу растворимости углерода в стали, а затем на втором этапе выдержки понижают углеродный потенциал до 0,8-1,0% С, после чего осуществляют подстуживание и закгипку в мас25ле 2.
Цель изобретения - сокращение времени вьвдержки, при которой происходит диффузионное насыщение.поверхности обрабатываемых изделий углеро30дом.
Поставленная цель достигается тем, что в течение вьщержки углеродный потенциал насыщающей газовой среды постепенно повышают с 0,3-0,5% до 0,8-1,0% С.
Постепенное повышение углеродного потенциала насыщающей газовой )среды в процессе выдержки позволяет уменьшить скорость образования на поверхности изделий карбидной пленки что способствует росту диффузии углерода в сталь, следовательно, сокращает время выдержки, а в целом уменьшает длительность всего процесса цементации.
Пример. Изделия из стали 12Х2Н2А нагревают в безмуфельной печи проходного типа в атмосфере эндогаза до 930-950°С. При достижении этой температуры в печь подают природный газ в количестве, необходимом для поддерживания углеродного потенциала в начале выдержки в пределах 0,3-0,5% С, затем по мере увеличения вьщержки в печь подают природный газ, постепенно повьаиая углеродный потенциал до 0,8-1,0% С. В данном примере обрабатываемые изделия постепенно перемещают через зону насыщения, увеличивая потенциал с 0,5% С до 1,0% С при . Величину углеродного потенциала контролируют по фольге, или по содержанию углекислого газа. После вьщержки в течение 4 и 6 ч производят подстуживание до 600 + выдержкой в течение 3 ч. После подстуживания снова нагревают садку до 840 + 10°С и выдерживают в течение часа, а затем производят закалку в масле.
Начальное значение углеродного потенциала 0,3-0,5 % С определяют, исходя из содержания углерода в стали. Для обеспечения процесса его постепенного повышения он должен быть выше исходного содержания углерода в стали. Начинать насыщение при углеродном потенциале, большем 0,5% С. не рекомендуется, так как 5 есть вероятность образования карбидной пленки. Повышение пределов углеродного потенциала в конце процесса насыщения выше 0,8-1,0% С ведет к ухудшению механических характеристик из-за пересыщения углеродом поверхности обрабатываемых изделий.
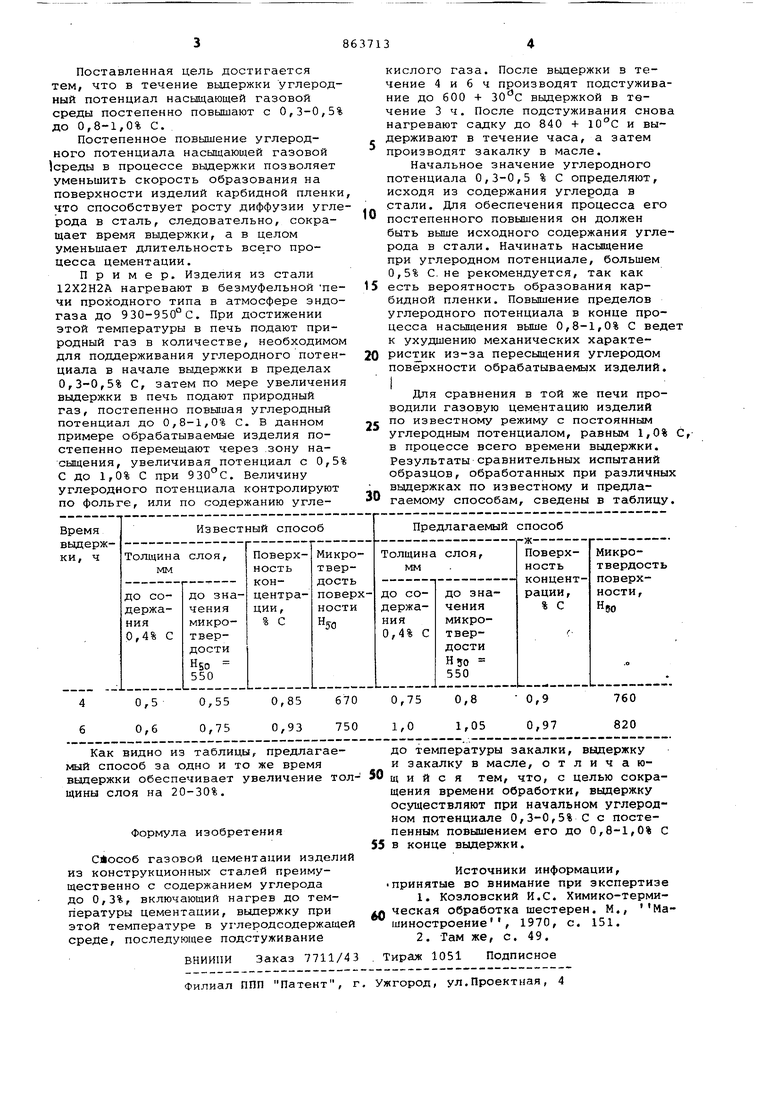
Для сравнения в той же печи проводили газовую цементацию изделий по известному режиму с постоянным углеродным потенциалом, равным 1,0% С, в процессе всего времени выдержки. Результаты сравнительных испытаний образцов, обработанных при различных выдержках по известному и предлагаемому способам, сведены в таблицу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ газовой цементации деталей из конструкционных легированных сталей | 1987 |
|
SU1520141A1 |
| Способ нитроцементации деталей изТЕплОпРОчНыХ СТАлЕй | 1979 |
|
SU840196A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1988 |
|
SU1831886A3 |
| Способ газовой нитроцементации стальных изделий | 1978 |
|
SU767233A1 |
| Способ термической обработки стальных деталей | 1980 |
|
SU968096A1 |
| Способ цементации стали | 1982 |
|
SU1065501A1 |
| СПОСОБ ГАЗОВОЙ ЦЕМЕНТАЦИИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2017860C1 |
| СПОСОБ ГАЗОВОЙ ЦЕМЕНТАЦИИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007495C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2061785C1 |
| Способ упрочнения изделий | 1982 |
|
SU1067063A1 |
