Изобретение относится к химико-термической обработке и может быть использовано в машиностроении для поверхностного упрочнения деталей машин из цементирующих конструкционных сталей, в частности зубчатых колес из хромоникелевых сталей типа 18Х2Н4МА, 18Х2Н4ВА, 20Х2Н4А, 12Х2Н4А, 20ХН3А, 20ХНР, 20ХГНТР, работающих в условиях высоких контактных и знакопеременных нагрузок.
Целью изобретения является повышение сопротивления усталости путем повышения прокаливаемости и закаливаемости упрочненного слоя и уменьшения содержания в нем продуктов немартенситного превращения.
В способе химико-термической обработки изделий, включающем цементацию в атмосфере эндогаза, природного газа и аммиака, подстуживание, повторный нагрев под закалку и закалку, цементацию проводят в две стадии стадии активного насыщения и стадии диффузионного выравнивания, причем содержание аммиака в насыщающей атмосфере на всех стадиях 0,05-0,3% стадию активного насыщения проводят при углеродном потенциале 1,2% стадию диффузионного выравнивания с углеродным потенциалом, соответствующим эвтектоидному составу обрабатываемой марки стали в течение 1/4-1/3 общего времени цементации, а после повторного нагрева под закалку осуществляют подстуживание до температуры (А1 40оС) (А1 +80оС).
Содержание углерода в цементованном слое, близкое к эвтектоидному составу обрабатываемой марки стали, и дополнительное оптимальное дегидрование твердого раствора азотом в сочетании с закалкой деталей после подстуживания до температур (А1 -40оС) (А1 +80оС) способствуют образованию однородной мартенситно-аустенитной структуры упрочненного слоя без избыточных карбидов и продуктов немартенситного превращения (троостита и бейнита), обладающего высокими характеристиками сопротивления контактной усталости, прочности и пластичности.
Отклонение от оптимального содержания (0,05-0,3%) аммиака в печной атмосфере приводит к снижению усталостных характеристик поверхности деталей вследствие образования избыточных карбонитридов и темной составляющей при превышении верхнего предела, или уменьшения твердости и эффективной толщины слоя при недостаточном насыщении азотом.
Время выдержки на стадии диффузионного выравнивания должно составлять не менее 14 от общей выдержки при цементации, в противном случае невозможно понизить содержание углерода в цементованном слое до эвтектоидного состава.
Выдержка деталей на стадии диффузионного выравнивания более 1/3 от общего времени насыщения нецелесообразна в связи с удлинением процесса цементации и понижением его производительности.
Закалка без подстуживания с температурой выше (А1 + 80оС) приводит к увеличению термических и фазовых напряжений в упрочненном слое в момент структурного превращения аустенита в мартенсит, что обуславливает падение твердости до 56-57 HRC (650 HV), и, как следствие, снижение сопротивления контактной усталости цементованного слоя.
Способ осуществляется следующим образом.
Термически обрабатываемые детали поступают в зону интенсивного насыщения, в которую подают контролируемую атмосферу с углеродным потенциалом, равным предельному насыщению при температуре цементации (например, 1,15-1,25%С при 900-930оС), и содержанием аммиака в пределах 0,05-0,3% и нагреваются в ней до температуры цементации. Изделия выдерживаются в этой зоне в течение 2/3-3/4 общего времени выдержки, которое назначают в зависимости от глубины цементованного слоя. Затем изделия перемещаются в зону с такой же температурой и атмосферой с пониженным углеродным потенциалом, который соответствует эвтектоидному содержанию углерода в обрабатываемой стадии, и выдерживаются в течение 1/4-1/3 общего времени насыщения.
После этого изделия поступают в зону подстуживания, где их температуру снижают до 500-550оС в атмосфере эндогаза.
После подстуживания цементованные изделия могут либо охлаждаться до комнатной температуры с последующим нагревом под закалку, либо подвергаться закалочному нагреву непосредственно после подстуживания до 500-550оС в атмосфере эндогаза.
Нагрев изделий под закалку осуществляется до температур в интервале от Ас3 до температуры насыщения в атмосфере с углеродным потенциалом, соответствующим эвтектоидной концентрации углерода, и содержанием аммиака 0,05-0,30% Затем они выдерживаются при этой температуре 1 ч и подстуживаются до температуры (Ас1 40оС) (Ас1 + 80оС), а после выдержки в течение 0,5 ч при данной температуре охлаждаются в масле.
П р и м е р. Химико-термическую обработку по предлагаемому способу осуществляли в печах с автоматическим регулированием углеродного потенциала технологической атмосферы, а именно в автоматизированной цементационной проходной двухкамерной печи TF-2-25-E(S) и закалочной печи TQRA-2-25-EM(S) фирмы "Ипсен", в двухкамерной печи TQFR-2-25-EM со встроенным закалочным баком фирмы "Ипсен",
Автоматическое регулирование углеродного потенциала с точностью 0,05%С производилось системой "Инфратроник". Общее время науглероживания составляло 17 ч для обеспечения заданной глубины цементованного слоя 2,0-2,3 мм.
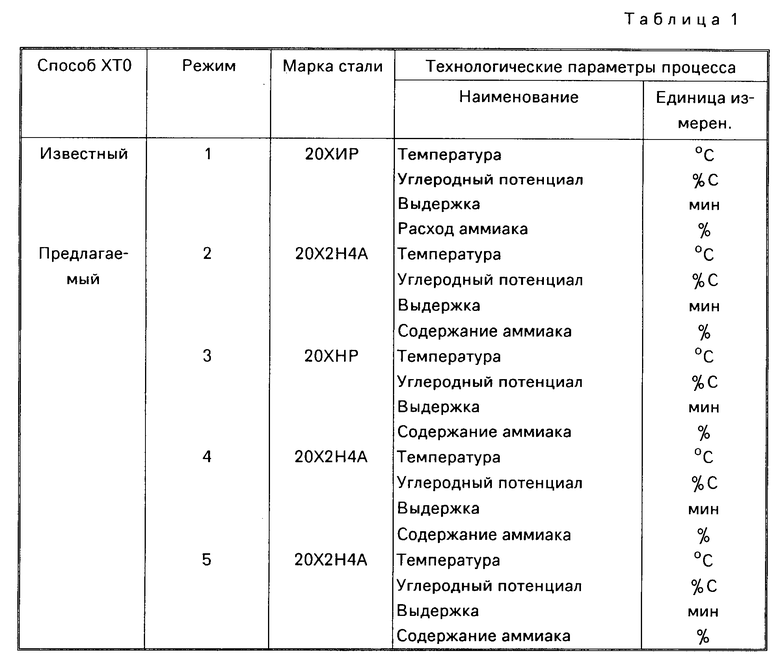
Основные параметры режимов химико-термической обработки по известной технологии (пример 1) и трем вариантам предлагаемого способа обработки (примеры 2-4) изделий из легированных конструкционных сталей приведены в табл.1.
В табл.1 приведены также два примера предлагаемого способа ХТО, в которых цементация проводилась с содержанием аммиака в технологической атмосфере ниже (пример 5) и выше (пример 6) его оптимальной концентрации.
Обрабатываемые стальные изделия, в данном случае зубчатые колеса из стали 20ХНР (m 6,5 мм; z 13) и 20Х2Н4А (m4,5 мм; z 14), поступали в зону интенсивного насыщения с эндотермической атмосферой, состоящей из эндогаза, метана и аммиака, которая имела температуру 930оС. После набора в указанной зоне температуры 800оС включалась система автоматического регулирования углеродного потенциала, управляющая подачей метана в печь в соответствии с заданным, и создавалась управляемая науглероживающая атмосфера с углеродным потенциалом 1,20+0,05% Автоматическое регулирование углеродного потенциала на всех стадиях химико-термической обработки осуществлялось системой "Инфратроник" по содержанию двуокиси углерода в печной атмосфере за счет дозированной подачи метана и воздуха. Время выдержки деталей на первой стадии насыщения составляло от 2/3 до 3/4 от общего времени цементации (режим 2 720 мин, режим 3 770 мин, режим 4 660 мин).
Затем детали перемещались в зону диффузионного выравнивания, где поддерживался более низкий углеродный потенциал (0,60+0,05%С) при 930оС, и выдерживались в ней в течение 1/3-1/4 от общего времени цементации. Для режима 2 эта выдержка составляла 300 мин, для режима 3 250 мин, для режима 4 360 мин. На данной стадии насыщения происходило основное насыщение слоя углеродом и азотом, причем максимальная концентрация углерода к моменту завершения процесса не превышала 0,65%
На протяжении обеих стадий цементации в рабочее пространство печи подавали аммиак в количестве, обеспечивающем в насыщающей атмосфере концентрацию остаточного аммиака в пределах 0,05-0,3%
При цементации по способу примера 5, количество остаточного аммиака в науглероживающей атмосфере составляло 0,01-0,02% а по способу примера 6 0,4-0,5%
По окончании процесса насыщения детали поступали в зону подстуживания и охлаждались до 550+15оС в атмосфере эндогаза (см. технологический процесс 2, табл.1).
Дальнейшее охлаждение деталей до комнатной температуры производили на воздухе. При обработке зубчатых колес согласно технологического процесса 4 (табл. 1), где предусмотрено подстуживание после цементации до 20оС, последующий нагрев деталей под закалку производили в камерной закалочной печи TQRA-2-25 EМ(S) в эндогазовой атмосфере с углеродным потенциалом 0,60+0,05% при 830оС. Требуемый углеродный потенциал обеспечивался за счет дозированной подачи по команде системы "Инфратроник" метана и воздуха в печное пространство, а необходимая концентрация остаточного аммиака (для режима 2 0,3% для режима 3 0,15% для режима 4 0,05%) достигалась при регламентированном расходе подаваемого в печь газообразного аммиака (см. табл.1). Длительность выдержки при 830оС составляла 60 мин, затем детали подстуживали до температуры в пределах (А1 40оС) (А1 + 80оС) и выдерживали 30 мин. Для режима 4, когда подстуживание осуществлялось до 780оС, использовали сформировавшуюся при нагреве под закалку эндотермическую атмосферу печи. При понижении температуры печного пространства ниже 760оС (режим 2 до 670оС, режим 3 до 730оС) производили смену эндогазовой атмосферы на азотную методом вытеснения, подавая в зону обработки технический азот. После выдержки детали закаливали в масло с температурой 80оС.
Обработку зубчатых колес по технологическим процессам 2 и 3 (см. табл.1) производили в автоматизированной цементационной двухкамерной печи со встроенным закалочным баком TQFR-2-25-EM фирмы "Ипсен", После завершения процесса насыщения детали подстуживались до 550оС в камере подстуживания, затем переталкивались обратно во вторую цементационную камеру для нагрева их под закалку до температуры 830оС с последующим подстуживанием (до 670оС режим 2 и до 730оС режим 3), и закалкой в масло.
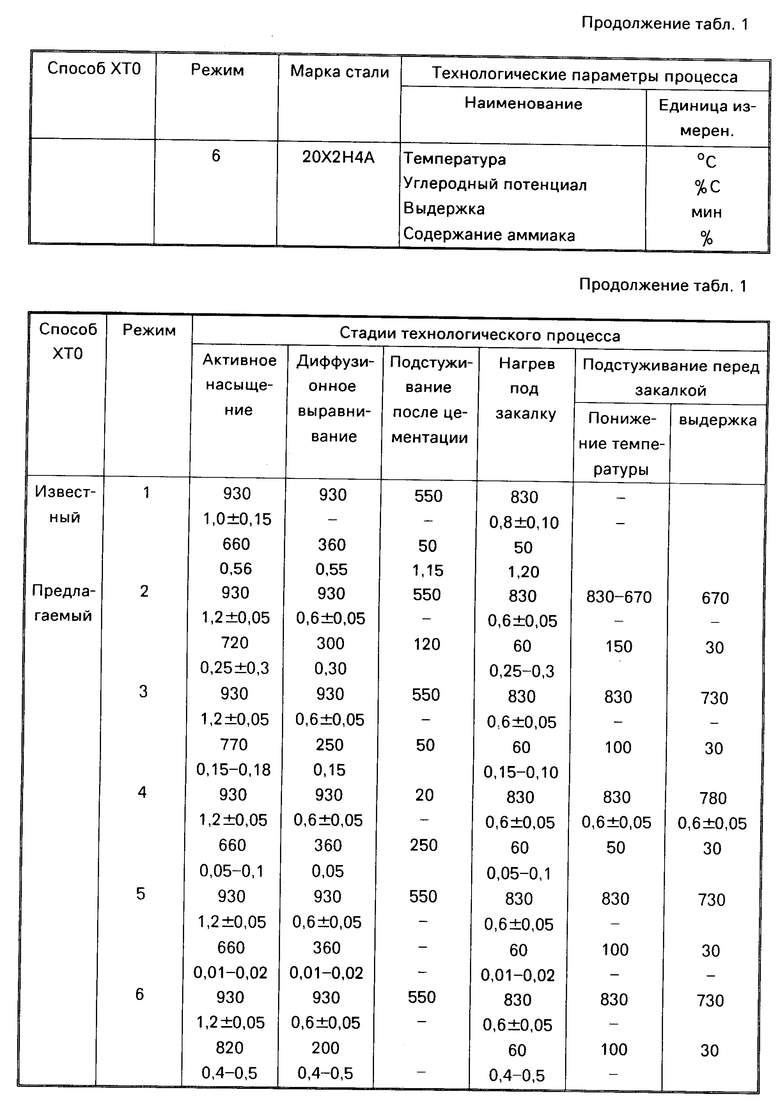
Данные сравнительных металлографических исследований деталей после обработки по известному способу и трем вариантам предлагаемого способа приведены в табл.2, 3.
Как видно из табл.2 и 3, предлагаемый способ позволяет получить бездефектные слои с твердостью 60-64 HRC3 (750-800 HV) при эффективной толщине до 750 HV, равной 0,6-0,9 мм, а до твердости 600 HV 1,6-1,8 мм.
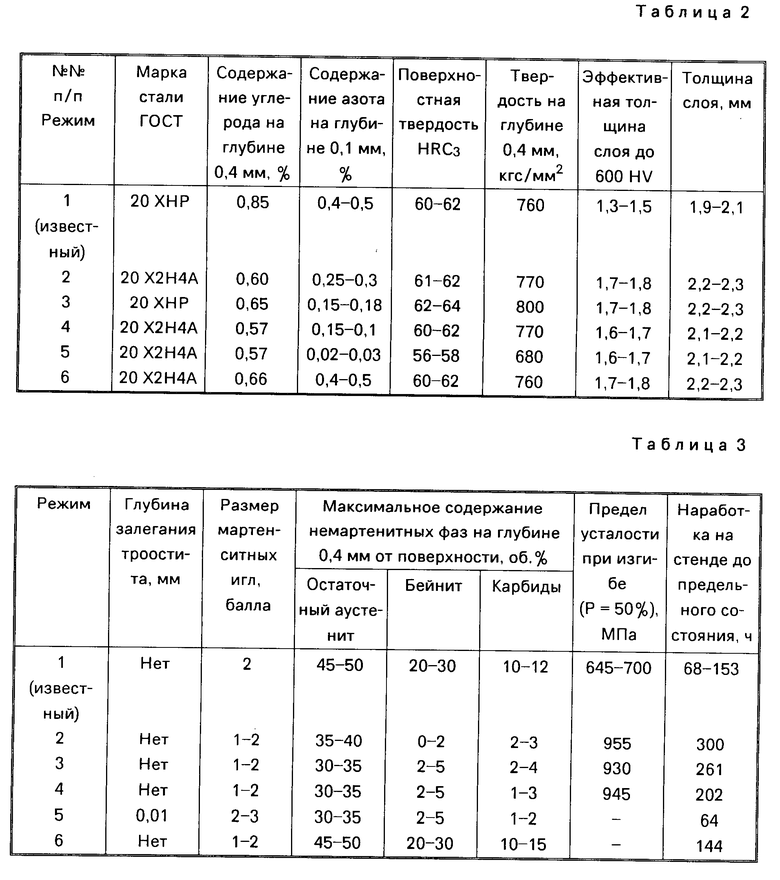
Эти показатели существенно выше, чем у зубчатых колес после ХТО по известному способу, после которого при близкой толщине диффузионного слоя эффективная толщина до 750 HV у разных шестерен колеблется в пределах 0,3-0,5 мм, а до твердости 600 HV в пределах 1,2-1,5 мм. Существенным дефектом цементованного слоя после ХТО по известному способу является присутствие в упрочненном слое бейнита в количестве до 30 об. (4-6 балл по эталонным шкалам ИНДМАШ на глубину до 0,6 мм от поверхности, который по нашим данным существенно понижает сопротивление глубинному контактному выкрашиванию активных поверхностей зубьев тяжелонагруженных зубчатых колес (см. табл.3).
Анализ сравнительных стендовых испытаний зубчатых колес, обработанных по предлагаемому способу, на 27-30% выше, а долговечность, обеспечиваемая сопротивлением глубинной контактной усталости поверхностей зубьев в 1,3-2 раза выше, чем у зубчатых колес, прошеших ХТО по способу-прототипу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ газовой цементации стальных изделий | 1987 |
|
SU1520140A1 |
| Способ графитизации низкоуглеродистых сталей, совмещенный с предварительной цементацией в области температур полиморфного превращения | 2019 |
|
RU2695858C1 |
| СПОСОБ РЕСУРСОСБЕРЕГАЮЩЕЙ СТУПЕНЧАТОЙ ЦЕМЕНТАЦИИ СТАЛИ | 2020 |
|
RU2728479C1 |
| Способ цементации стальных деталей | 1975 |
|
SU594210A1 |
| Способ изготовления спеченных пористых покрытий | 1982 |
|
SU1129027A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ЦЕМЕНТАЦИИ (НТЦ) СТАЛИ | 2018 |
|
RU2709381C1 |
| Способ термической обработки стальных деталей | 1980 |
|
SU968096A1 |
| Установка для жидкостной термической обработки деталей | 1988 |
|
SU1640201A1 |
| СПОСОБ ЦЕМЕНТАЦИИ | 1989 |
|
RU2037556C1 |
| СПОСОБ ГАЗОВОЙ ЦЕМЕНТАЦИИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007495C1 |
Изобретение относится к химико-термической обработке и может быть использовано в машиностроении. Целью изобретения является повышение сопротивления усталости путем повышения прокаливаемости и закаливаемости упрочненного слоя и уменьшения содержания в нем продуктов немартенситного превращения. Изделие из хромоникелевой стали подвергают цементации в атмосфере эндогаза, природного газа и аммиака, подстуживают, повторно нагревают под закалку и закаливают, причем цементацию проводят в две стадии - стадии активного насыщения и стадии диффузионного выравнивания, содержание аммиака в насыщающей атмосфере 0,05 - 0,3%, стадию активного насыщения проводят при углеродном потенциале 1,2%, стадию диффузионного выравнивания - с углеродным потенциалом, соответствующим эвтектоидному составу обрабатываемой марки стали в течение 1/4 - 1/3 общего времени цементации, а после повторного нагрева под закалку осуществляют подстуживание до температуры (A1- 40°C)-(A1+80°C). Это позволяет повысить предел выносливости при изгибе на 27 - 30% и сопротивление контактной усталости в 1,3 - 2 раза. 3 табл.
СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ, преимущественно из хромоникелевых сталей, включающий цементацию в атмосфере эндогаза, природного газа и аммиака, подстуживание, повторный нагрев под закалку и закалку, отличающийся тем, что, с целью повышения сопротивления усталости путем повышения прокаливаемости и закаливаемости упрочненного слоя и уменьшения содержания в нем продуктов немартенситного превращения, цементацию проводят в две стадии активного насыщения и диффузионного выравнивания, причем на всех стадиях содержание аммиака в насыщающей атмосфере 0,05 0,3% стадию активного насыщения проводят при углеродном потенциале 1,2% стадию диффузионного выравнивания с углеродным потенциалом, соответствующим эвтектоидному составу обрабатываемой марки стали в течение 1/4 1/3 общего времени цементации, а после повторного нагрева под закалку осуществляют подстуживание до температуры (А1 40oС) (А1 + 80oС).
| Способ упрочнения стальных изделий | 1982 |
|
SU1057574A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
