(54) ПОДДЕРЖИВАЮЩЕЕ УСТРОЙСТВО ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2033299C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1996 |
|
RU2104118C1 |
| Машина непрерывного литья заготовок | 1988 |
|
SU1710181A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1995 |
|
RU2089333C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1994 |
|
RU2079389C1 |
| Способ непрерывной разливки металлов | 1976 |
|
SU595057A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2032491C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2032492C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066585C1 |
Изобретение
относится к металлурк установкам непрерывг ИИ, а именно ной разливки металлов в слитки прямоугольного поперечного сечения.
Наиболее близким по технической сущ- $ ности является поддерживающее устройство зоны вторичного охлаждения устано вок непрерьтной разливки металлов чаюшее основные опорные ролики, установленные на расчетном расстоянии друг от друга вдоль .зоны вторичного ох;лаждения, длина которых больше Ш1фи- ны охоиваемого слитка, между которыми установлены дополнительные жесткие опорные элементы в виде коротких роли- ков или брусьев на расстоянии от поверхности слитка или от плоскости, /совпадаю. щей с бочками основных опорных ролвнков, равном 0,1-0,9 допустимого прогиба этих роликов i .
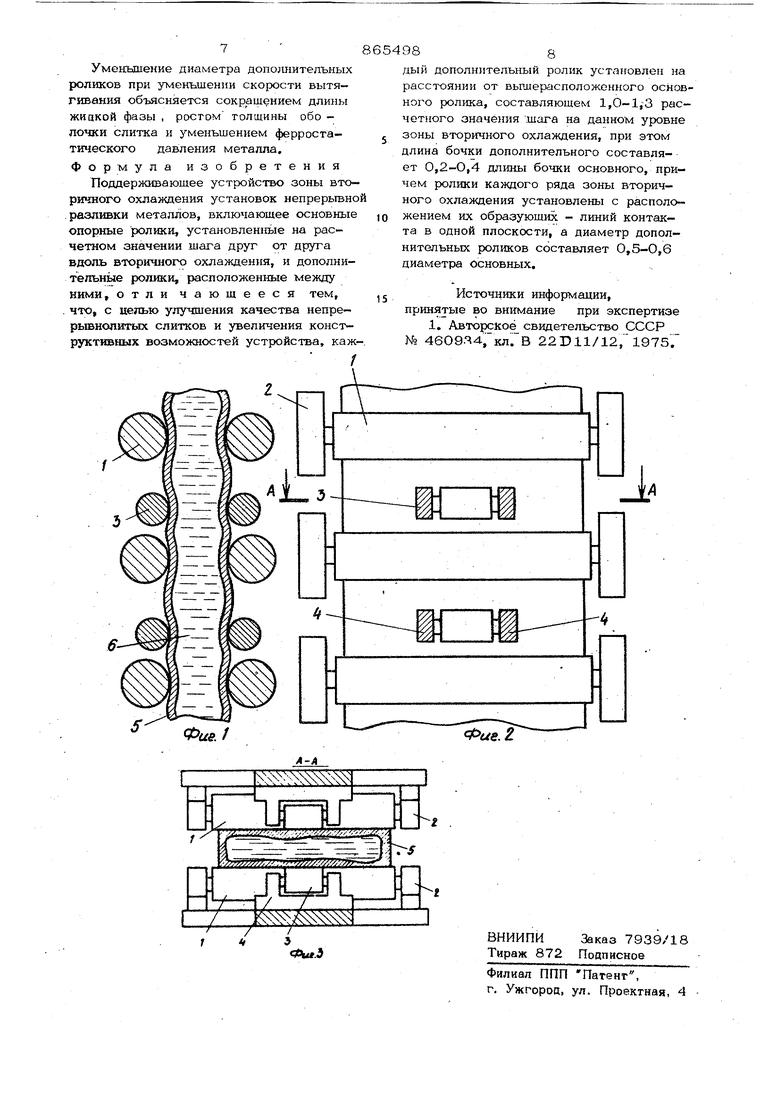
Недостатком известного поддерживающего устройства является отсутствие необходимого открытого пространства на поверхности слитка для водяного охлаждения вследствие перекрытия межроликового пространства дополнительными опорными эле ментами.Это приводит к невозможности соапаняя оптимального режима вторичного охлаждения, что вызывает брак слитков по внутренним и наружным трещинам. Кроме того, опорные элементы, находясь на некотором .расстоянии от поверхности слитка, н разгружают основные опорные роликиот нагрузок вследствие ферростаглческого оавябния и вызывают дополнительные сопротивления вытягиванию слитка при выпучивании его оболочки. При прорьюе металла через оболочку слитка опорные элементы заливаются жидким металлом, что усложняет и удлиняет процесс ликвидации аварии. Наряду с этим дополнительные опорные элементы, находящиеся между основными ро ликами, установленными на расчетном расстоянии, .епятствуют увеличению их диаметра и не позволяют увеличить их прочность. 3 Исследовп1 иями установлено, что процесс выпучива}пм; оболо оси слнтка происходит во времени и зависит от ширины отливаемого слитка и расстояния между основными роликами. При удалении одного основного ролика оболочка слитка в процессе выпучивания представляет собой арку поперек, так и вдоль слитка При этом вершина арки находится по оси CHNTMeTpira слитка и на расстоянии 1,О- 1,3 расчетного расстояния между двумя основными роликами при условии отсутствия одного основного ролика между ни ми. Если воздействовать на вершину арки дополнительным роликом , с относительно короткой бочкой и меньшим диаметром, то появляется возможность остановить про цессвыпучиванкя в допустимых пределах, освободив при этом дополнительную площадь поверхности слитка для охлаждения водой. При этом отпадает необходимость, с точки зрения величины вьшучивания оболочки, устанав ливать длину бочки дополнительного ролика больше ширины отливаемого слитка Цепь изобретения - улучшение качест ва, иепрерывнолитых слитков и увеличение KOHcjpyKTHBHbix возможностей устройства . Указаннаяцеяь достигается тем, в устройстве, содержащем основные опорные РОП15КИ, установленные на .раочетном значении шага друг от друга вдоль зошл вторичного охлаждения и дополнительные ролики, расположенные между ними, при этом каждь1Й дойопннтельный ролик установлен на расстоянии от вышерасположенного основного ролика, составляющем 1,,3 расчетного значения шага на данном уровне зоны вторичного охланадения, при этом длина бочки дополнительного ролика составляет О,2-0,4 длины бочки основного, причем ролики каждого ря да зоны вторичного охлаждения установлены с расположением их образующих - линий контакта в одной плоскости а диаметр дополнительных роликов составляет 0,5-0,6 диаметра основньос. Улучшение качества непрерьшно- литых слитков будет происходить потому что появляется дополнит-елБная свободная площадь поверхности слитка для охлажде ния водой, что позволяет организовать оптимальный режим вторичного охлаждения по периметру и длине слитка, Ув личение прочности основных роликов достигается благодаря всаможнехзти уме П84 ньшения диаметра допэлнительных ролйков вследствие их. относительно небольшой длины. Кроме того, отсутствие подшипников вращения дополнительных роликов в районе крепления подшипников основных роликов позволяет выполнять их более мощными. Диапазон изменения расстояния дополнительного ролика от основного в пределах 1,0-1,3 объясняется тем, что при значении 1,0 дополнительный ролик становится на расчетное местбположение. При значении большем. 1,3 происходит значительное выпучивание оболочки слитка, приводящее к образованию внутренних трещин. Диапазон изменения длины бочки дополнительных роликов в Пределах 0,2.0,4 длины бочки основных роликов объясняется тем, что. при меньшем значении , чем и, 2 происходит чрезмерное выпучивание, оболочки слитка. При большем значении, чем О , 4, значительно уменьшается площадь слитка, открьшая его для охлаждения водой. Пиапазон изменения диаметра дополнительных роликов в пределах 0,5-О,6 диаметра основнь1Х объясняется тем, что при меньшем значении, чем 0,5, происходит прогиб ролика сверх допустимых значений под действием ферростатичерко- го давления. При большем значении, чем О,6, уменьшается площадь слитка, о-псрывая его для охлаждения водой. На фиг, Г изображено поддерживаю щее устройстйо зоны вторичного охлаждения установок непрерьгоной разливки металлов продольный разрез} на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг, 2. Поддерживающее устройство состоит из осн6внь1х роликов 1 с подшипниками 2, между которыми расположены дополнительные ролики 3 с подшипниками 4, Позидаей 5 обозначена оболочка непрерьгонолитого слитка, -6 - жидкий металл, Поддерживающее устройство работает следующим образом. В процессе непрерьтной разливки из кристаллизатора вытягивают слиток 5 сечением 25Ох17ООмм изСт.З со скоростью 0,8 м/мин. Образующие бочек роликов 1 и 3 со стороны слнтка лежат в одной плоскости, В зоне вторичного охлаждения слиток 5 поддерживается и направляется основными 1 и дополнительными 3 роликами. Основные ролики 1 смонтированы на подшииниках 2 и длина их бочек составляет 1 i ЛО vfti, а диаметр равномерно увеличивается от 15Оммпод кристаллизатором по 350 мм .в конце зоны вторичного охлаждения. Пополнительные- ролики .- смонтированы на подшипн;1ках 4, и длина их бочек равномерно уменьшается от О,4 длины бочки основного ролика (или 700 мм под кристаллизатором) до 0,2 длины бочки основного ролика (или 35О мм в конце зоны вторичного охлаж- дения, ) Диаметр дополнительного ролика равномерно увеличивается от 8О мм под кристаллизатором до 2ОО мм в конце зоны охлаждения, Основные опорные ролики располагаются вдоль зоны вторичного охлаждения на расчетных расстояниях, величина которых изменяется от 2ОО мм под кристаллизатором до 60О мм в конце зоны вторичного охлаждения. Однако в соответствии с предлагаемым изобретением вместо основных опорных роликов через один установлены дополнительные опорные ролики. При этом место установки каждого дополнительного ролика сдвинуто относительно расчетного пол -жения удаленного основного ролика в сторону конца зоны вторичного охлаждения на величину О,3 расчетного расстояния между основными опорными роликами Для рассматриваемого примера на рас стоянии 12,0 м от мениска металла в .кристаллизаторе расчетное значение рас стояния между основными опорными {ю- ликами составляет 40О мм. При этом ра стояние. допопнительн яхэ ропикагот вьинера положенного основного опорного ролика с тавляет 1,15 расчетного значения или 46О мм. На этом уровне диаметр основных роликов составляет ЗОО мм, а допол нительных - О,55 основных или 165 мм При таком расположении дополнительного ролика вместо основного опорного ролика величина выпучивания оболочки слитка находится в допустимых пределах, не вызывающих образование трещин на фронте кристаллизации. Величина вьшучивания при этом такая же, как и при наличии основного опорного ролика. Одновременно увеличивается площадь поверхности слитка для охлаждения водой, что позволяет организовать оптимальный режим вторичного охлаждения по перимет- 55 ру и длине слитка. Это позволяет улучшить качество слитков по внутренним и наружным трещинам, снизить брак и уменьшить количество обрези. 986 Одновременно возможно увеличение диаметра основных опорнь1х роликов за счет уменьшения диаметра дополнительных ролгасов вследствие их короткой бочки. При этом появляется возможнорть увеличения величины подшипников основных опорных роликов за счет уменьше НИН длины бочки дополнительных роликов. При увеличении скорости разливки до 1,2 М/М1Ш расстояние дополнительного роли| а от вьшерасположенного основного увеличивается до 1,3 расчетной величины или 52О мм. Это объясняется тем, что при увеличении скорости разливкя верзга на аркообразного вьшучизвания оболочки слитка (Смещается в сторону от вышерасположенного основного ролика так как процесс выпучивания происходит во времани. Диаметр дополнительных ропиксж При этом составляет О,6 основных или 18 о мм. При уменьшении скорости разливки до 0,4 м/мкн. :расстояние дополнительного . ролюса от вышерасположенного основно - го уменьшается до расчетной величины или до 40О мм. Это объясняется тем, что при уменьшении скорости разливки вершина аркообразного выпучивания оболочки спитка смещается в сторону вьппераспопоженного оснсжного ролика, так как процесс выпучивания происходит во времени. Диаметр дополнительных роликов при этом состав - пяет 9,5 основных шш 15О мм. Дополнительные ролики устанавливаются по оси симметрии слиттка. Перед началом разливки местоположение дополнительных роликов настраивается в соответствии с будущей рабочей скоростью разливки. Уменьшение длины бочки дополнительгных роликов от О,4 под кристаллйзатором до 0,2 длины бочки основных роликов в конце зоны вторичного охлаждения объясияется интенсивностью ивели-чиной вьшучения оболочки слитка в зависимости от ее толщины. При меньшей Толшине оболочки величина выпучивания больше, чем при большей толщине оболочки. Увеличение диаметра дополнителъдкх ропиков при увеличении .скорости вытягиваиия объясняется ростом длшы жидкой фазы, сокращением толщины оболочки слич ка и увеличением ферростатического давления металла.
