Изобретение ОТНОСИТСЯ к металлургии, а именно к машинам непрерывной разливки заготовок в слитки прямоугольного поперечного сечения.
Целью изобретения является улучшение качества btливaeмыxслитков и повышение надежности работы машины.
На фиг. 1 изображена машина непрерывного литья заготовок, общий вид; на фиг.2 - схема расположения дополнительных роликов.
Машина непрерывного литья заготовок (МИЛЗ) включает кристаллизатор 1. роликовую зону вторичного охлаждения в составе основных поддерживающих роликов 2 с длиной бочки L, больше ширины слитка 3, а также дополнительных роликов 4 меньшего диаметра с длиной бочки I. Дополнительные ролики 4 попарно связаны между собой шарнирными тягами, взаимодействующими со штоком гидроцилиндра, смонтированного перпендикулярно базовой поверхности ручья в горизонтальной балке, закрепленной на корпусах подшипниковых опор основных роликов 2.
Для осевого перемещения дополнительных роликов 4 в промежутке между основными роликами 2 использован силовой гидроцилиндр на балке в плоскости, проходящей через ось ручья и перпендикулярной осям основных роликов, причем шарнирные тяги имеют одинаковые длины. Установка гидрЪцилиндра в иной плоскости, а также нарушение равенства длин шарнирных тяг искажают синхронное перемещение роликов 4 в противоположных направлениях на заданное расстояние от Оси ручья.
Машина работает следующим образом.
В процессе непрерывной разливки формируется твердая корочка слитка 3. В промежутках между основными поддерживающими роликами 2 (фИг.2) выпучивание корочки слитка 3 ограничивается установкой дополнительных роликов 4. При этом оптимальное размещение дополнительных роликов 4 по ширине ручья предполагает установку их на таком расстоянии от плоскости N-N, проходящей через ось ручья и перпендикулярной осям вращения основных роликов 2, чтобы обеспечить максимально возможное снижение максимума выпучивания на ширине слитка и равномерное нагружение опор дополнительных роликов.
Перед разливкой слитков требуемого размерного сортамента с заранее заданной скоростью вытягивания V осуществляют расстановку дополнительных роликов по длине ручья МНЛЗ согласно зависимости
ei-en -, при длине дополнительных роликов } L/8...L/5, где 2Сз/3 -Ал
L длина бочки поддерживающего роика, мм;
Sn - длина ручья машины до п-й пары ополнительных роликов, мм;
Si - длина ручья машины до первой
пары дог1олнительных роликов, мм;
Сз - коэффициент затвердения металла заготовки, мм/мин
С зтой целью рабочу1о жидкость пода1рт в полости гидроцилиндров (фиг.2), шток
каждого из которых посредством двух равнодлинных шарнирных тяг синхронно перемещает дополнительные ролики 4 в направлении их осей на требуемую величину. После настройки роликовой проводки в
кристаллизатора 1 (фиг.2} МНЛЗ подают расплавленнцй металл. Формирующийся слиток вытягивают в зону вторичного охлаждения, где его пОддерживамэт основные 2 и дополнительные 4 ролики.
Таким образом, размещение дополнительных роликов по длине технологической оси с учетом указанной зависимости является оптимальным как для формирующегося слитка, так и для условий работы дополнительных роликов. чтЬ позволяет повысить долговечность их работы, а также надежность работы машины и улучшить качество заготовок.
Ф о р м у л а и. 3 о б р е т е н и я
1. Машина непрерывного литья заготовок, содержащая кристаллизатор с рабочей полостью прямоугольного поперечного сечения, роликовую проводку с основными поддерживающими роликами, длина бочки
которых превь1шает ширину рабочего пространства крист 1ллизатора. и дополнительными роликами меньшего диаметра, установленными попарно в промежутках между основными роликами и имеющими
средства перемещения их в осевом направлении, отл ича юща я ся тем. что, с целью улучшения качества отливаемых слитков и повышения надежности работы машины, дополнительные ролики установлены с
уменьшением расстояния е между торцами каждой пары в направлении от кристаллизатора по зависимости
V Vs7-Vs7. а длина их бочек составляет HL/8...L/5. где V 2C3/3
1 - длина бочки основного поддерживающего ролика, мм;
Sn - длина ручья машины до п-й парь дополнительных роликов, мм; Si - длина ручья машины до первой пары дополнительных роликов, мм; Сз коэффициент затвердевания металла заготовки, мм/мин : V-скорость вытягивания заготовок данного сортамента, мм/мин. ; 2. Машина по пЛчотл ичающаяся тем, что, средство перемещения допол нительных роликов выполнено в виде гидроцилиндра, взаимодействующего с дополнительными роликайй посредством шарнирныхтяг. /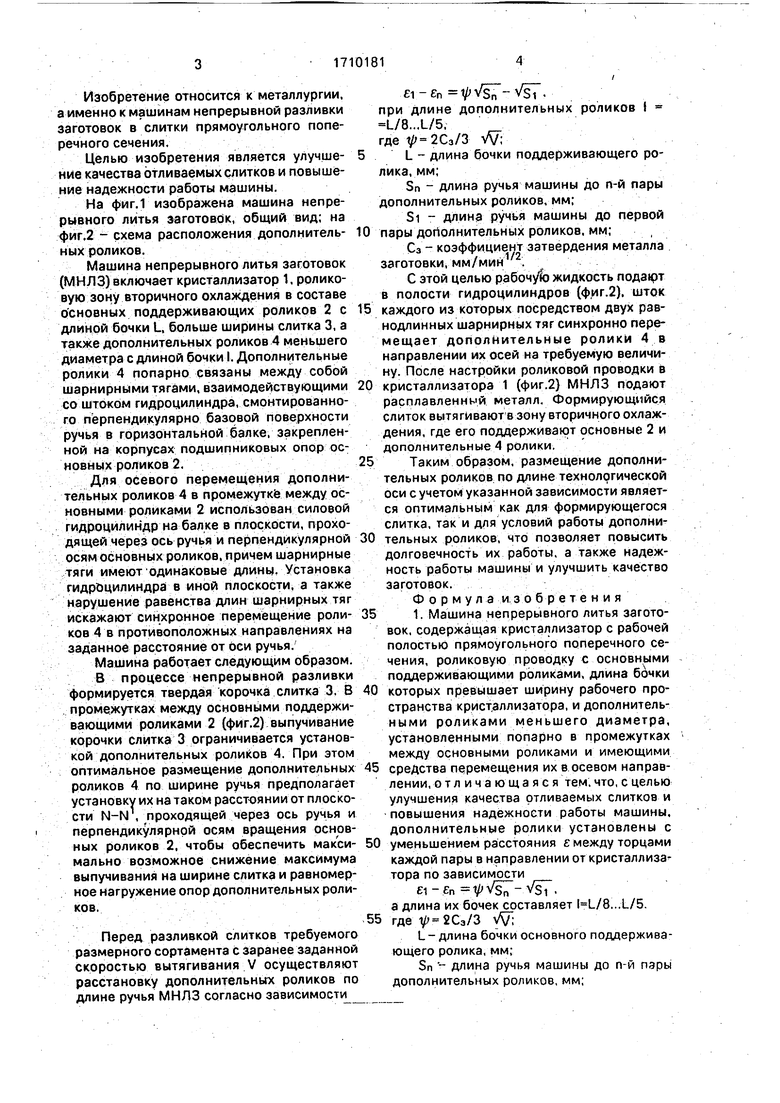
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ | 1992 |
|
RU2017571C1 |
| Роликовая проводка многоручьевой криволинейной машины непрерывного литья заготовок | 1990 |
|
SU1838041A3 |
| Устройство для поддержания заготовки при непрерывной разливке металлов | 1988 |
|
SU1618497A1 |
| Роликовая проводка машины непрерывного литья заготовок криволинейного типа | 1989 |
|
SU1770053A1 |
| Устройство для поддержания слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1990 |
|
SU1734933A1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| Устройство для поддержания слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1987 |
|
SU1629149A1 |
| Устройство для непрерывного литья | 1985 |
|
SU1273208A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |

Изобретение относится к металлургии, в частности к машинам непрерывной раз-ливки заготовок в слитки прямоугольного поперечного сечения. Цель - улучшение качества отливаемых слит1);0в и повышение надежности в работе ма11»ины. В машине по всей ее длине между поддерживающими роликами 2 установлены дополнительные ро- лики 4 с приводом И тягами. Дополнительные ролики 4 смонтированы с уменьшением расстояния между торцами каждой пары в направлении от кристаллизатора. Это обеспечивает повышение долговечности ИХ работы И за счет устранения раздутия слитка в зоне вторичного охлаждения повышение качества заготовок. 1 з.п. ф-лы, 2 ИЛ.QJu^fVIО 00
.5..,0.e)L
Ш,2
| Устройство для поддержания слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1987 |
|
SU1629149A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
