Изобретение относится к средствам химико-механической обработки металлов и сплавов, в частности к растворам для виброабразивного шлифования цинка и его сплавов. Известен водный раствор, использу емый при виброабразивном шлифовании деталей из цинковых сплавов, который содержит хромпик в количестве 3 г/л и поверхностно-активное вещество ОП-7 или СП-10 в количестве 5 7 г/л . Однако процесс шлифования деталей в таком растворе длителен - 6-10 ч в зависимости от исходного состояния п верхности обрабатываемых деталей. Кроме того, использование хромпика приводит к тому, что подлежащие сбро су в качестве сточных вод отходы рабочего раствора содержат ионы хрома, концентрации которых превышают предельно допустимые нормами промьтшленной санитарии. Это требует дополнительной очистки сточных вод. Известен раствор для виброочистки цинка и его сплавов, содержащий олеиновую кислоту, хромпик, едкое кали, соду кальцинированную, триэтанолэ ин, нитробензол, карбоксиметилцеллюлозу, сульфонол и воду 2 J. Недостатком этого раствора является невысокая эффективность очистки. Наиболее близким к предлагаемому является водный раствор, применяемый для химической обработки черных и цветных металлов и их сплавов при виброабразив ной очистке и полировке (шлифовании) , который содержит продукт реакции полиоксиэтиленалкилфенола (ПАВ) с фосфорной кислотой в количествах, соответствующих отношению РдОу и алкилфенолу от 1:3 до 3:4 fSj. Недостатком этого раствора является также его сравнительно малая эффективность воздействия на обрабатываемые детали из цинка и его сплавов, в результате чего процесс виброшлифования с применением такого раствора длится 3-5 ч при температур около 90-100 с. Цель изобретения - повышение производительности процесса. Поставленная цель достигается тем что раствор содержащий фосфорную кислоту поверхностно-активное вещест во и воду, дополнительно содержит азотнокислый алюминий, сернокислый алюминий, тре-ххлористое железо и тро пеолин 00 свободную кислоту а в качестве поверхностно-активного вещест ва - пиридинобетаин (бетанапь) при следующем соотношении компонентов, вес.%: Фосфорная кислота (уд.вес 1,6) 4,7-5,6 Азотнокислый алюминий1,0-2,-5 Серокислый алюминий0,1-0,3 Тропеолин 00 свободная кислота 0,02-0,05 Треххлористое железо0,03-0,07 Бетаналь0,01-0,015 ВодаОстальное Фосфорная кислота является основным шлифующим реагентом, активное воздействие которого на поверхность обрабатываемого металла обусловлено рядом протекающих реакций, в результате которых металл растворяется. В начале обработки, когда концентрация фосфорной кислоты достаточно высока образуются первичные фосфаты цинкaj доставляющие основу сплавов ДАМ 4-1 ДАМ 10-5, ДАМ 9-1,5 ), которые хорошо растворимы в воде и не препятствуют дальнейшему процессу растворения поверхностного слоя металла при виброобработке.. Уменьшение концентрации по мере истощения раствора с течением времени обработки вызывает образование вторичных фосфатов ZnHPO - труд норастворимых в воде, а затем и третичных фосфатов Zn(PO),|, - вовсе н растворимых, которые, отлагаясь на поверхности металла в виде плотной прочной пленки, тормозят растворение, его сводя к минимуму активност воздействия фосфорной ки и1Оть1, что снижает производительность виброобработки. К тому же, с уменьшением концентрации повьшается рН раствора, что способствуетначалу ги ролиза первичных фосфатов, скорость которого увеличивается с дальнейшим 4 повышением , и результате чего образовавшаяся пленка на мет;и1ле дополнительно упрочняется. Для предотвращения нежелательного гидролиза и поддержания определенной кислотности среды в течение виброобработки в раствор вводят тропеолин 00 свободную кислоту, которая является активатором, поддерживая растворение металла с необходимой скоростью при заданных значениях рН. Конечной целью виброобработки деталей из цинковых сплавов в химически активных растворах является получение микрорельефа поверхности, характеризуемого минимальной шероховатостью, соответствующей 9-му классу (достижение класса шероховатости обусловлено требованиями, предъявляемыми к поверхности металла). Для предотвращения коррозионного воздействия кислой среды (возникновения растравов) в г1аствор вводят ионы Ре и виде солей AE(NO)a, FeCe,, Ае,(50д). Химически-активное вещество неионогенного типа - пиридинобетаин (бетаиаль) является в растворе поверхностно-активным веществом, состав которого определяется структурной формулой I 0-CtOи соответствует МРТУ 6-14-53 68. Будучи поверхностно-активным в еществом при виброобработке, в предлагаемом растворе бетональ является еще и сма-чивающе-моющим реагентом, что позволяет исключить предварительное обезжиривание деталей перед виброобработкой, упрощая таким образом технологию использования раствора. При зтом присутствие бетаналя, по сравнению с другими ПАВ, сохраняет естественный цвет поверхности металла, который в его отсутствие при виброобработке в растворе предлагаемого состава становится темным. Таким образом, избирательное воздействие каждого компонента раствора при виброобработке деталей из цинка и его сплавов заключается в том, что действует как шлифующий реагент, тропеолин 00 свободная кислота, как буферный реагент и активан АЕ тор, Fe действуют как пасN0 и Ct - как активаторы, сиваторы, ,, 50 - в качестве регулятора активирующего действия ионов СС7 э бетанал ловерхностис-активного смачивающего, моющего и осветляющего реагента. В результате комплексного воздействия этих комлонентов на металл в области оптимальных концентраций не только значительно интенсифицируется процесс за счет сокращения времени виброобработки, но и удается получит требуемую микрошероховатость поверхности, соответствутощуто высокому клас су, без коррозионных повреждений мик рорельефа. Раствор готовят перемешиванием в воде указанных компонентов. При этом смесь не подогревают. Раствор испытывают в лабораторных условиях, для чего готовят три смеси (см. табл. 1), в каждой из которых в качестве твердого наполнителя используют бой шарошлифовальных кругов КЧ-6, ВТ-ЧТ грануляцией 25-30 мм. 10 л раствора с наполнителем зали вают в и-образный резервуар емкостью 120 л и обрабатьшают им детали из цинкового сплава ДАМ-4-1.Исходная ше роховатость поверхностей деталей соответствует RQ 2,36-2,49 мкм, общий вес обрабатываемых деталей 35,5 кг. Виброщлифование-производят с частотой колебаний 2050 кол/мин при амплитуде 1,5-2,0 мм. Машинное время обработки 60 мин.
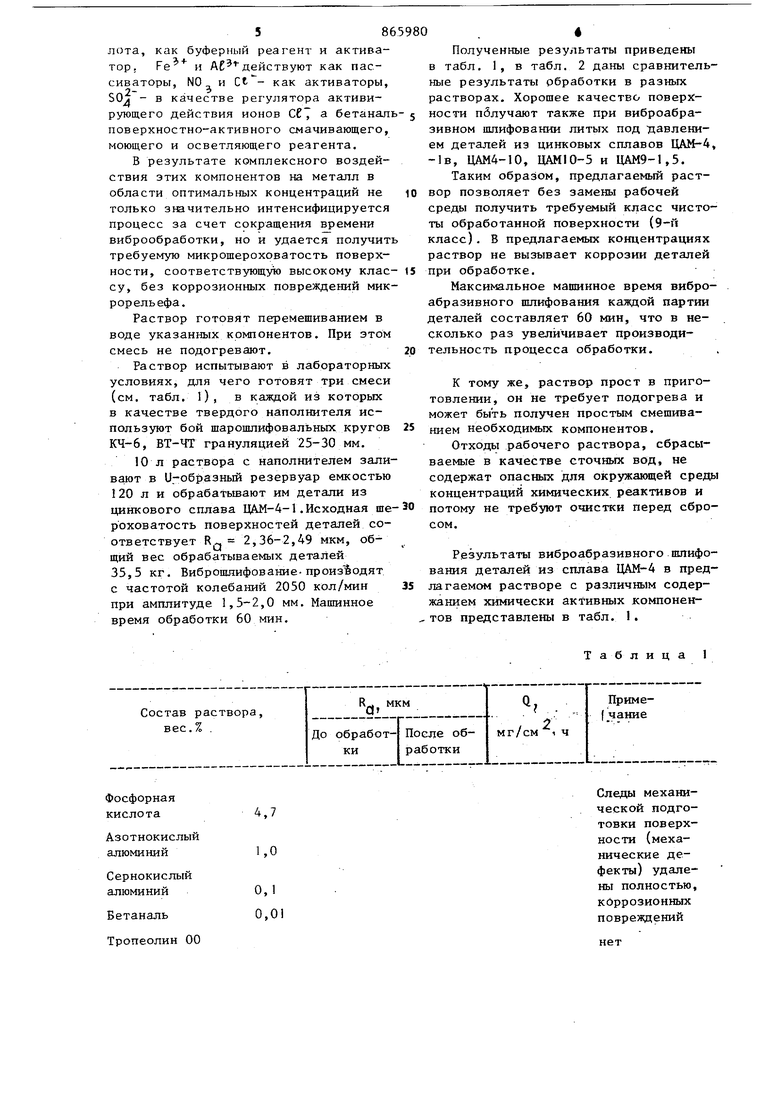
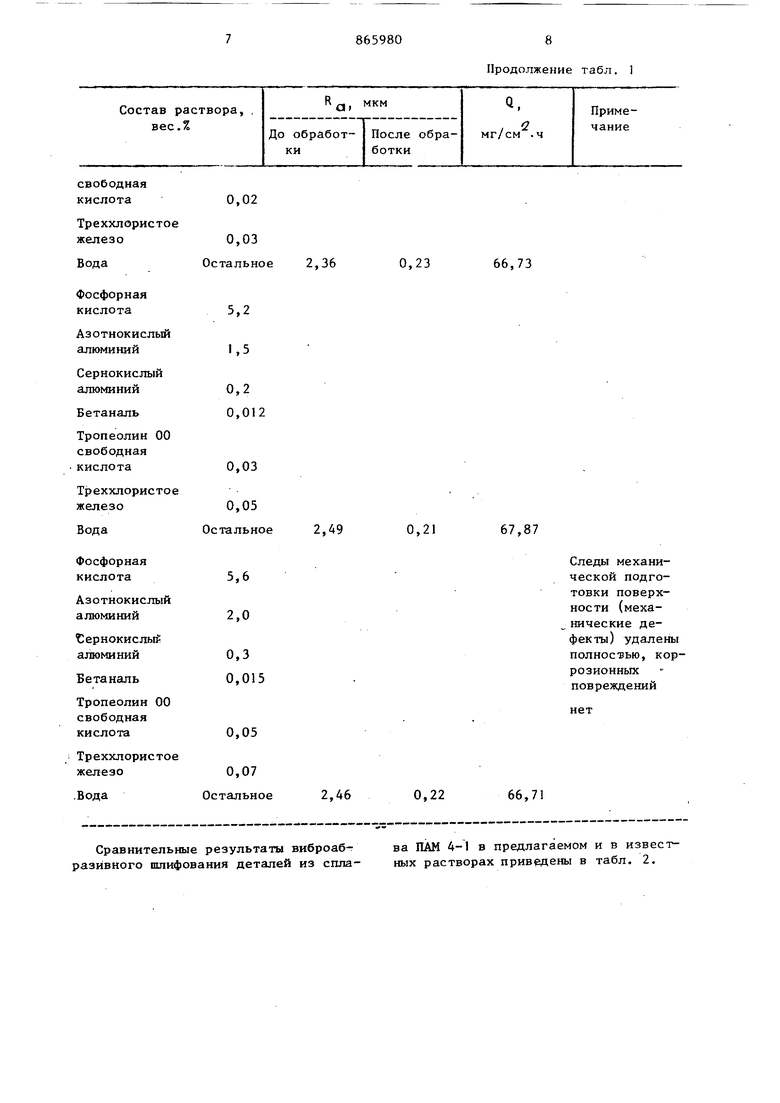
Таблица 1 Полученные результаты приведены в табл. 1, в табл. 2 даны сравнительные результаты обработки в разных растворах. Хорошее качество поверхности пблучают также при виброабразивном шлифовании литых под травлением деталей из цинковых сплавов ЦАМ-4, -1в, ЦАМ4-10, ЦАМ10-5 и ЦАМ9-1,5. Таким образом, предлагаемый раствор позволяет без замены рабочей среды получить требуемый класс чистоты обработанной поверхности {9-й класс). В предлагаемых концентрациях раствор не вызывает коррозии деталей при обработке. Максимальное машинное время виброабразивного шлифования каждой партии деталей составляет 60 мин, что в несколько раз увеличивает производительность процесса обработки. К тому же, раствор прост в приготовлении, он не требует подогрева и может быть получен простым смешиванием необходимых компонентов. Отходы рабочего раствора, сбрасываемые в качестве сточных вод, не содержат опасных для окружающей среды концентраций химических реактивов и потому не требуют очистки перед сбросом. Результаты виброабразивного пшифования деталей из сплава ЦАМ-4 в предлагаемом растворе с различным содержанием химически активных компонентов представлены в табл. 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Раствор для виброабразивного шлифования | 1980 |
|
SU922131A1 |
| Раствор для виброобразного полирования деталей из нейзильбера и мельхиора | 1973 |
|
SU565051A1 |
| Раствор для виброхимической обработки деталей из алюминиевых сплавов | 1989 |
|
SU1678901A1 |
| Раствор для виброабразивной обработки деталей из цинкоалюминиевых сплавов | 1978 |
|
SU870425A1 |
| Раствор для химической виброобработки деталей из латуни | 1986 |
|
SU1344533A1 |
| Раствор для виброабразивного полирования металлов | 1983 |
|
SU1125294A1 |
| РАСТВОР ДЛЯ ОДНОВРЕМЕННОГО ТРАВЛЕНИЯ И ОБЕЗЖИРИВАНИЯ МЕТАЛЛОВ | 1994 |
|
RU2061101C1 |
| Водный раствор для виброабразивного полирования цветных металлов | 1978 |
|
SU771190A1 |
| Состав для виброабразивного шлифования нержавеющих сталей | 1989 |
|
SU1675389A1 |
| Способ виброхимической обработки деталей из алюминиевых сплавов | 1989 |
|
SU1686035A1 |
Фосфорная кислота
Азотнокислый алюминий
Сернокислый алюминий
Ветаналь Тропеолин 00
Следы механической подготовки поверхности (механические дефекты) удалены полностью, коррозионных повреждений
нет
свободная
0,02 кислота
Треххлористое
0,03 железо Остальное
2,36
Вода
Фосфорная
5,2 кислота
Азотнокислый 1,5 алюминий
Сернокислый
0,2 алюминий 0,012
Бетаналь
Тропеолин 00 свободная
0,03 кислота
Треххлористое
0,05 елезо
2,49
Вода Остальное
осфорная
5,6 кислота
зотнокислый 2,0 люминий
ернокислый
0,3 алюминий 0,015
етаналь
Тропеолин 00
свободная
0,05
кислота
Треххлористое
0,07 железо
2,46
Вода Остальное
Сравнительные результаты виброабразивного шлифования деталей из сплаПродолжение табл. 1
0,23
66,73
0,21
67,87
Следы механической подготовки поверхности (механические дефекты) удалены полностью, коррозионныхповреждений
нет
66,71
0,22
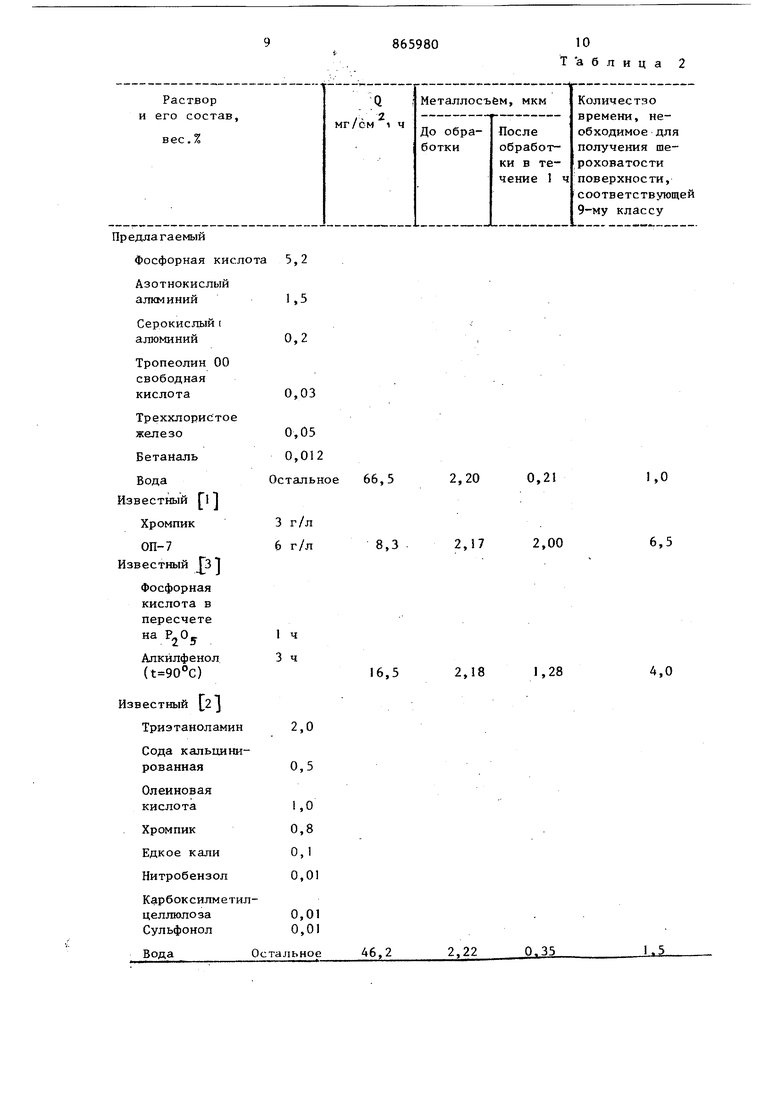
ва ПАМ 4-1 в предлагаемом и в известных растворах приведены в табл. 2.
р е дл а г а е мый
Фосфорная кислота 5,2
Азотнокислый
алкминий1,5
Серокислый1
алюминий 0,2
Тропеолин 00
свободная
кислота0,03
ТреххлориСтое
железо0,05
Бетамаль 0,012
ВодаОстальное
звестный р
Хромпик 3 г/л
ОП-76 г/л
звестный р31
Фосфорная кислота в пересчете
1,0
0,21
2,20
66,5
6,5
2,00
2,17
Формула изобретения
Раствор для виброабразивной очистки цинка и его сплавов, содержащий фосфорную кислоту поверхностно-актив ное вещество и воду, отличающийся тем, что, с целью повышения производительности процесса, он дополнительно содержит азотнокислый алюминий, сернокислый алюминий, тропеолин 00 свободную кислоту, треххпористое железо и в качестве ПАВ пиридинобетаин (бетаналь) при следующем соотношении компонентов, вес.%:
Фосфорная кислота
(уд. вес 1,6) 4,,6
Азотнокислый
алюминий1,0-2,5
0,1-0,3
о0,02-0,05
0,03-0,07
0,01-0,015
Остальное
Источники информации,
принятые во внимание при экспертизе 1. Объемная вибрационная обработка, ЭНИИМС, 1970, с. 53.
