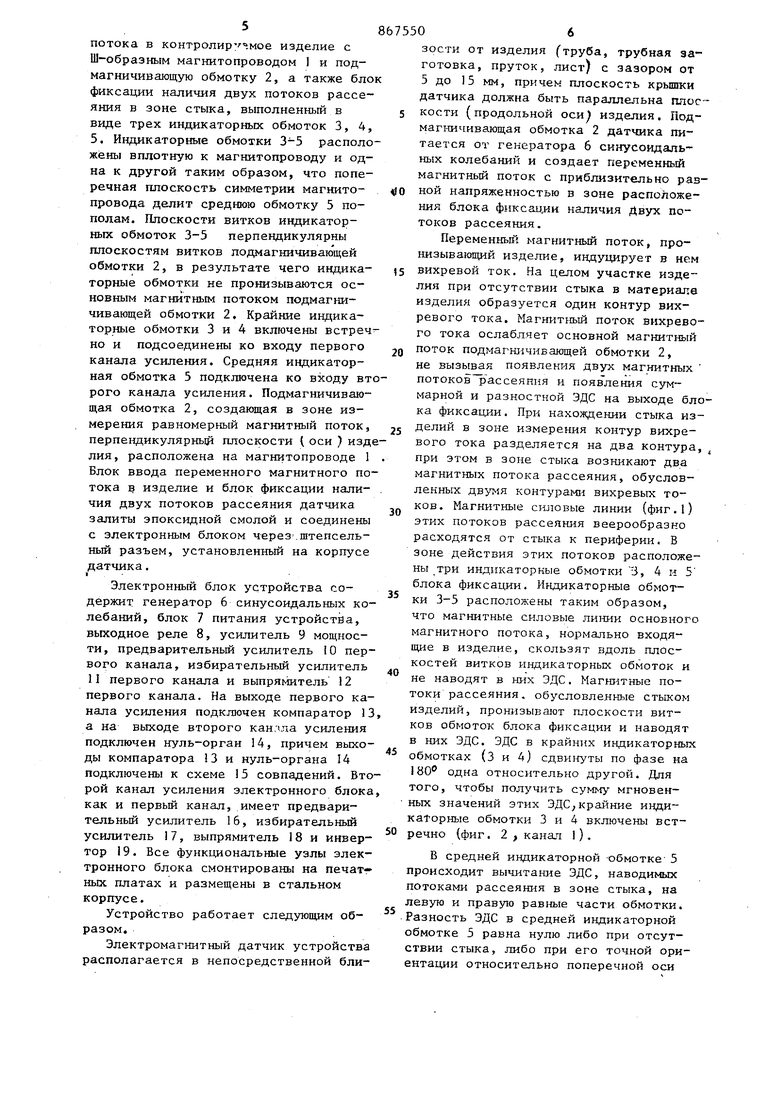
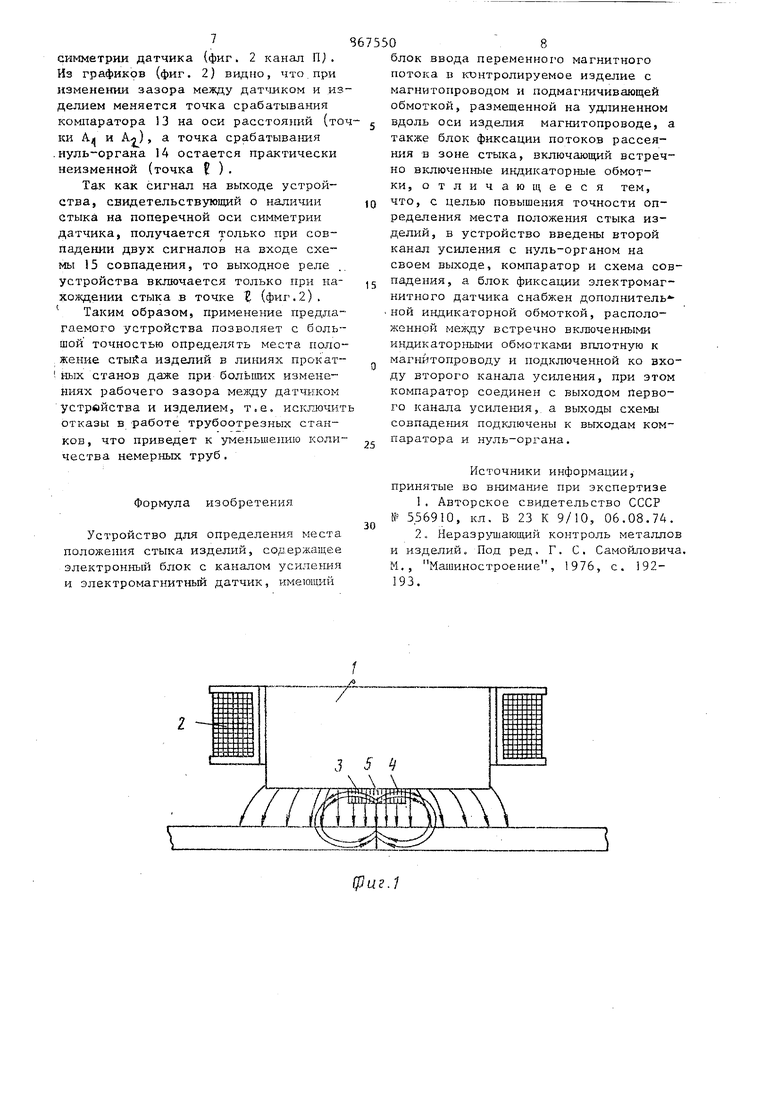
; Изобретение относится к устройства используемым для автоматизации прокат , ног.о оборудования, а точнее к устройствам, служащим для обнаружения стыков изделий в линиях прокатных станов Изобретение наиболее эффективно может быть использовано для определения мес та нахождения стыков труб, трубных заготовок, изолированных труб в линиях прокатных станов, что необходимо для автоматизации прокатного оборудования . Известно устройство для определения места положения стыка изделий Это устройство содержит электромагнит ный датчик имеющий блок ввода переменного магнитного потока в изделие с П-образным магнитопроводом и подмагничивающей обмоткой и блок фиксации изменений магнитного потока над стыком, выполненным в виде плоской индикаторной катушки, установленной в поперечной оси симметрии датчика . Недостаток этого устройства заключается в том, что датчик здесь проявляет одинаковую чувствительность как к стыку, так и к зонам наклепа, обезуглероживания, вмятинам, наклонам датчика относительно изделия, изменениям рабочего зазора, что обуславливается конструкцией датчика. При выполнении блока ввода переменного магнитного потока в изделие в виде П-образного магнитопровода в стенках изделия индуцируются два контура вихревого тока. Отсутствие сигнала в измерительной катушке наблюдается лишь при равенстве этих вихревых токов. Но в силу того, что любое изменение электрофизических свойств материала изделия, связанное с наклепом, обезуглероживанием, а также наклон датчика относительно изделия или вмятины вызывают изменения контуров вихревых токов в изделии, на выходе блока фиксации изменений магнитного потока появляются сигналы, обусловлен ныв перечисленными выше видами помех В силу этого применение известного электромагнитного датчика для обна ружения стыка в потоке прокатных станов либо сильно затруднено, либо вовсе неприемлемо. Недостатком известной конструкции электромагнитного датчика для слежения за стыком является также то, что при прохождении стыка в зоне измерения на выходе блока фиксации изменений магнитного потока наблюдаются два максимума разностной ЭДС. Это 4oжeт привести к большой погрешности обнаружения места нахождения стыка. Наиболее близким по технической сущности к предлагаемой является устройство, содержащее электромаг гщт .иьш датчик и электронный блок. Элект ромагнитный датчик включает блок ввода переменного магнитного потока Б: контролируемое изделие с магнитопроводом и подмагничивающей обмоткой а также блок фиксации потоков рассеяния в зоне стыка. Подмагничивающая обмотка размещена на удлиненном вдол оси изделия магнитопроводе, а блок фиксации выполнен в виде двух встреч нО включенных ивдикаторных обмоток, расположенных вплотную к магнитопроврду и одна к другой по обе стороны поперечной плоскости симметрии магнитопровода, причем -плоскости витков индикаторных обмоток перпендикулярмы.плоскостям витков подмагничивагацей обмотки. Это устройство с дос таточной точностью выявляет стык изделий в линиях прокатных станов при неизменном рабочем зазоре . Однако при больших изменениях рабочего зазора между датчиком и контролируемым изделием, которые неизбежны при транспортировании трубной заготовки, наблюдается относительно большая погрешность определе1шя места стыка. Цель изобретения - повьш ение точ ности определения места положения стыка изделий. Поставленная цель достигается те что в устройство для определения ме та положения стыка изделий, содержа щее электронный блок с каналом усиления и электромагнитный датчик, им ющий блок ввода переменного магнитного потока в контролируемое изделие с магнитопроводом и подмагничивающей обмоткой, размеп(енной на удлиненном вдоль оси изделия маг.нитр4проводе, и блок фикса1Д1и потоков рассеяния в зоне стыка, включающий встречно включенные индикаторные обмотки, введены второй канал усиления с нульорганом на своем выходе, компаратор и схема совпадения, а блок фиксации электромагнитного датчика снабжен дополш1тельной индикаторной обмоткой, расположенной между встречно включенными индикаторными обмотками вплотную к ма1 нитопроводу и подключенной ко входу второго канала усиления, при этом компаратор соединен с выходом первого канала усиления, а выходы схемы совпадения подключены к выхо дам компаратора и нуль-органа.. Такое конструктивное выполнение обеспечивает высокую точность определения места стыка изделий в линиях прокатных станов даже при изменениях величины рабочего зазора между датчиком и изделием. Это достигается за счет того, что при проходе стыка изделий в зоне измерения ЭДС в средней индикаторной обмотке равна нулю только при точной ориентации стыка относительно поперечной оси симметрии датчика и практически не зависит от величины рабочего зазора между датчиком и изделием, т.е. сигнал на выходе нуль-органа появляется в тот момент, когда стык проходя зону измерения, располагается точно напротив оси симметрии датчика, при этом ЭДС двух крайних индикаторных обмоток близка к аксимуму. Порог срабатывания компаратора выбирается несколько ниже максимальных значений ЭДС крайних обмоток, поэтому к моменту появления сигнала на выходе нуль-органа на выходе компаратора уже есть необходимый сигнал. При совпадении этих двух сигналов срабатывает схема совпадений И, иа выходе которой появляется командный сигнал, свидетельствующий о наличии стыка. На фиг. 1 изображена конструкция предлагаемого устройства, распределение магнитных потоков в зоне стыка; на фиг. 2 - графики зависимости ЭДС индикаторн1)гх обмоток 1-го и П-го каналов усилещш; на фиг. 3блок-схема устройства. Устройство для /определения места положе Ешя стыка изделий содержит электромапштный датчик и электронный блок ..Электромагнитный датчик включает блок ввода переменного магнитного потока в контролирпмое изделие с Ш-образным магнитопроводом 1 и подмагничивающую обмотку 2, а также блок фиксации наличия двух потоков рассеяния в зоне стыка, выполненный в виде трех индикаторных обмоток 3, 4, 5. Индикаторные обмотки 3-5 располо жёны вплотную к магнитопроводу и одна к другой таким образом, что поперечная плоскость симметрии магнитопровода делит среднюю обмотку 5 пополам. Плоскости витков индикаторных обмоток 3-5 перпендикулярны плоскостям витков лодмагничивающей обмотки 2, в результате чего индикаторные обмотки не пронизываются основным магнитным потоком подмагничивающей обмотки 2, Крайние индикаторные обмотки 3 и 4 включены встреч но и подсоединены ко входу первого канала усиления. Средняя индикаторная обмотка 5 подключена ко входу вт рого канала усиления. Подмагничивающая обмотка 2, создающая в зоне измерения равномерный магнитный поток, перпе1здикулярный плоскости ( оси ) изд лия, расположена на магнитопроводе 1 Блок ввода переменного магнитного по тока в изделие и блок фиксации наличия двух потоков рассеяния датчика залиты эпоксидной смолой и соединены с электронным блоком через .штепсельный разъем, установленный на корпусе датчика. I Электронный блок устройства содержит генератор 6 синусоидальных колебаний, блок 7 питания устройства, выходное реле 8, усилитель 9 мощности, предварительный усилитель 10 пер вого канала, избирательный усилитель 11 первого канала и выпрямитель 12 первого канала. На выходе первого канала усиления подключен компаратор 1 а на выходе второго кандла усиления подключен нуль-орган 14, причем выхо ды компаратора 13 и нуль-органа 14 подключены к схеме 15 совпадений. Вто рой канал усиления электронного блока как и первый канал, имеет предварительный усилитель 16, избирательный усилитель 17, выпрямитель 18 и инвертор 19. Все функциональные узлы электронного блока смонтированы на печатг ньк платах и размещены в стальном корпусе. Устройство работает следующим образом. Электромагнитный датчик устройства располагается в непосредственной бли06зости от изделия (труба, трубная заготовка, пруток, лист) с зазором от 5 до 15 мм, причем плоскость крышки датчика должна быть параллельна плоскости (продольной оси изделия. Подмагничивающая обмотка 2 датчика питается от генератора 6 синусоидальных колебаний и создает переменный магнитный поток с приблизительно равной напряженностью в зоне расположения блока фиксации наличия Двух потоков рассеяния. Переменньй магнитный поток, пронизывающий изделие, индуцирует в нем вихревой ток. На целом участке изделия при отсутствии стыка в материале изделия образуется один контур вихревого тока. Магнитный поток вихревого тока ослабляет основной магнитный поток подмагнлчивающей обмотки 2, не вызывая появления двух магнитных потоков рассеяния и появления суммарной и разностной ЭДС на выходе блока фиксации. При нахождении стыка изделий в зоне измерения контур вихревого тока разделяется на два контура, при этом в зоне стыка возникают два магнитных потока рассеяния, обусловленных цвуыя контурагчи вихревых токов. Магнитные силовые линии (фиг.1) этих потоков рассеяния веерообразно расходятся от стыка к периферии, В зоне действия этих потоков расположены три индикаторные обмотки 3, 4 и 5 блока фиксации. Индикаторные обмотки 3-5 расположены таким образом, что магнитные силовые линии основного магнитного потока, нормально входящие в изделие, скользят вдоль плоскостей витков индикаторных обмоток и не наводят в них ЭДС. MarmiTHbie потоки рассеяния, обусловленные стыком изделий, пронизывают плоскости витков обмоток блока фиксации и наводят в них ЭДС. ЭДС в крайних индикаторных обмотках (З и 4) сдвинуты по фазе на 180 одна относительно другой. Для того, чтобы получить сумму мгновенных значений этих ЭДC крайние индикаторные обмотки 3 и 4 включены встречно (фиг. 2 канал ), В средней индикаторной -обмотке- 5 происходит вычитание ЭДС, наводимых потоками рассеяния в зоне стыка, на евую и правую равные части обмотки. Разность ЭДС в средней индикаторной бмотке 5 равна нулю либо при отсутствии стыка, либо при его точной оринтации относительно поперечной оси (фиг. 2 канал П}. симметрии датчика Из графиков (фиг. 2) видно, что.при изменении зазора между датчиком и из делием меняется точка срабатывания компаратора 13 на оси расстояний (то ки А/ и А), а точка срабатывания .нуль-органа 14 остается практически неизменной (точка f ), Так как сигнал на выходе устройства, свидетельствующий о наличии Стыка на поперечной оси симметрии датчика, получается только при совпадении двух сигналов на входе схемы 15 совпадения, то выходное реле устройства включается только при нахождении стыка в точке Е (фиг.2) , Таким образом, применение предлагаемого устройства позволяет с большой точностью определять места поло жение стыйа изделий в линиях прокат ных станов даже при больишх изменениях рабочего зазора мелсду датчиком устрвйства и изделием, т,е, искгдочит отказы в работе трубоотрезных станков, что приведет к уменьшению коли чества немерньк труб.
Формула изобретения
Устройство для определения места положения стыка изделий, содержащее электронный блок с каналом усиления и электромагнитньй датчик, имеющий
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 556910, кл. В 23 К 9/10, 06.08.74.
2.Неразрушающий контроль металлов и изделий. Под ред. Г. С. Самойловича. М., Машиностроение, 1976, с. 192193. 08 блок ввода переменного магнитного потока в контролируемое изделие с магнитопроводом и подмагничивающей обмоткой, размещенной на уд;:иненном вдоль оси изделия магнитопроводе, а также блок фиксации потоков рассеяния в зоне стыка, включающий встречно включенные индикаторные обмотки, отличающееся тем, что, с целью повышения точности определения места положения стыка изделий, в устройство введены второй канал усиления с нуль-органом на своем выходе, компаратор и схема совпадения, а блок фиксации электромагнитного датчика снабжен дополнитель ной индикаторной обмоткой, расположенной между встречно включенными индикаторными обмоткаьш вплотную к магнйтопроводу и подключенной ко входу второго канала усиления, при этом компаратор соединен с выходом Первого канала усиления,, а выходы схемы совпадеьшя подключены к вьгходам компаратора и нуль-органа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитный датчик для слежения за свариваемым стыком | 1974 |
|
SU556910A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1983 |
|
SU1166941A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1980 |
|
SU899295A1 |
| Устройство стабилизации напряжения магнитоэлектрического генератора | 2019 |
|
RU2708881C1 |
| Комбинированный электромагнитныйдАТчиК | 1978 |
|
SU821091A1 |
| УСТРОЙСТВО ДЛЯ ВЫЯВЛЕНИЯ ДЕФЕКТОВ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ | 1993 |
|
RU2090881C1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1988 |
|
SU1593821A1 |
| Электромагнитный зонд | 1985 |
|
SU1260832A1 |
| Способ защиты электрической машины от коротких замыканий | 1987 |
|
SU1576967A1 |
| Вихретоковый преобразователь | 1979 |
|
SU847182A1 |
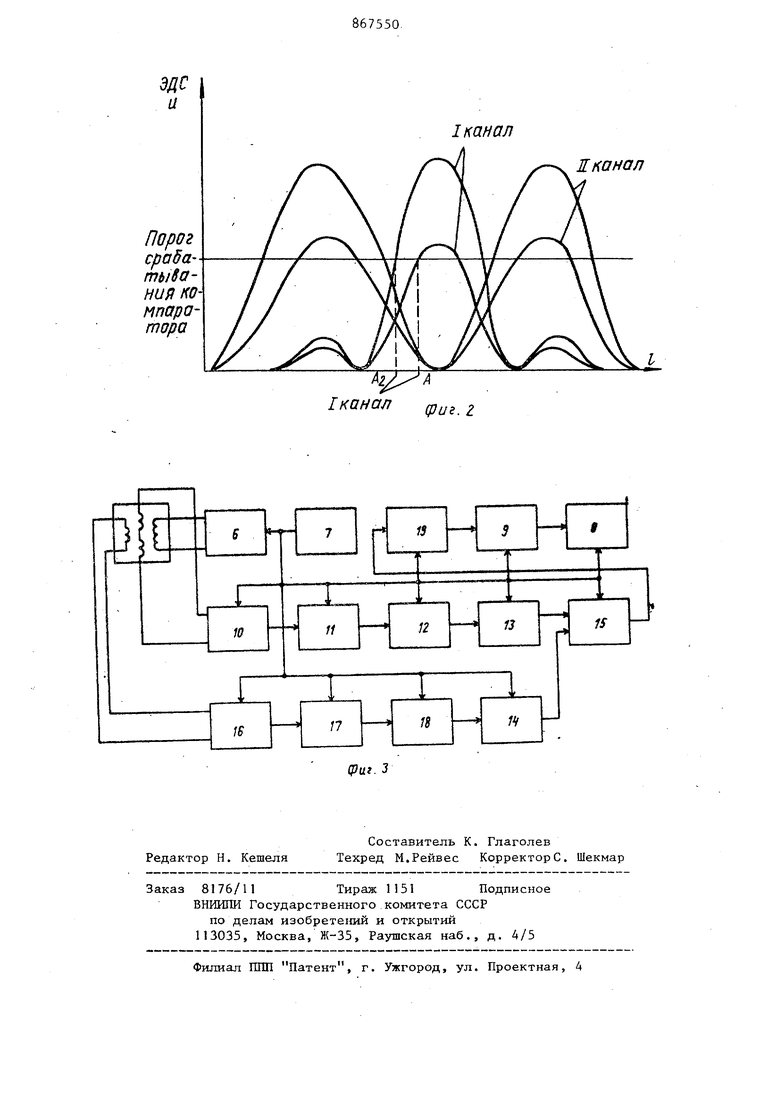
Порог срабать1баний ко мпаратора
канал (р, I канал Жканал
