. 1
Изобретение относился к устройствам, используемым в системах автоматического наведения сварочных головок на свариваемый стык.
Известен электромагнитный датчик, содержащий П-образный магнитопровод, подмагничивающую обмотку и зонд-индикатор 1 Недостаток указанного датчика заключается в том, что индикаторные обмотки зонда, установленные в центре между полюсами сердечника подмагничиванкя, при точном расположении датчика над стыком находится в зоне поля рассеяния, где градиент его мал. Это обстоятельство приводит к низкой чувствительности датчика. Для увеличения чувствительности в таком датчике обмотки зонда должны быть отнесены от центра к полюсам сердечнщса. Однако при этом возрастает влияние перекоса кромок и соответственно снижается точность наведения на свариваемый стык.
Известен электромагнитный датчик для слежеНИЛ за свариваемым стыком, содержащий Т-образный магнитопровод, подмагничивающую обмотку, вьшолненную из двух .секций, установленных на концах магнитопровода, и индикаторную обмотку, расположенную на среднем стержне 2.
Недостатком такого устройства является невысокая точность слежения за свариваемым стыком.
Наиболее близким по технической сущности и достигаемому результату к описываемому изобретению является бесконтактный комбинированный дифференциальньш датчик для паправления сварочной головки вдоль криволинейного стыка, содержащий блок ввода переменного магнитного потока в свариваемое изделие с П-образным магнитопроводом и подмагничивающей обмоткой, а также блок фиксации изменений магнитного потока над стыком, который вьшолнен в виде катушек со взаимно перпендикулярными осями, одно из которых реагирует на изменение плотности магнитного потока при смещении сварочной головки относительно оси стыка, другая же - на изменение магнитного потока вьщучивания от полюсов блока ввода потока в свариваемое изделие 3, 4.
Недостатком такого устройства явлл-гтся сложность его конструкции.
Целью настоящего изобретения является упрощение конструкции датчика и уменьшение его габаритов.
Поставленная цель достигается тем, что подмагничивающая обмотка датчика выполнена в виде
двух встречно включенных секций, установле1шых на полюсах П-образного магнитопровода, а блок фиксац) изменения магнитного потока над стыком выполнен в виде плоской индикаторной катушки, установленной в поперечной плоскости симметрии П-образного магнитопровода.
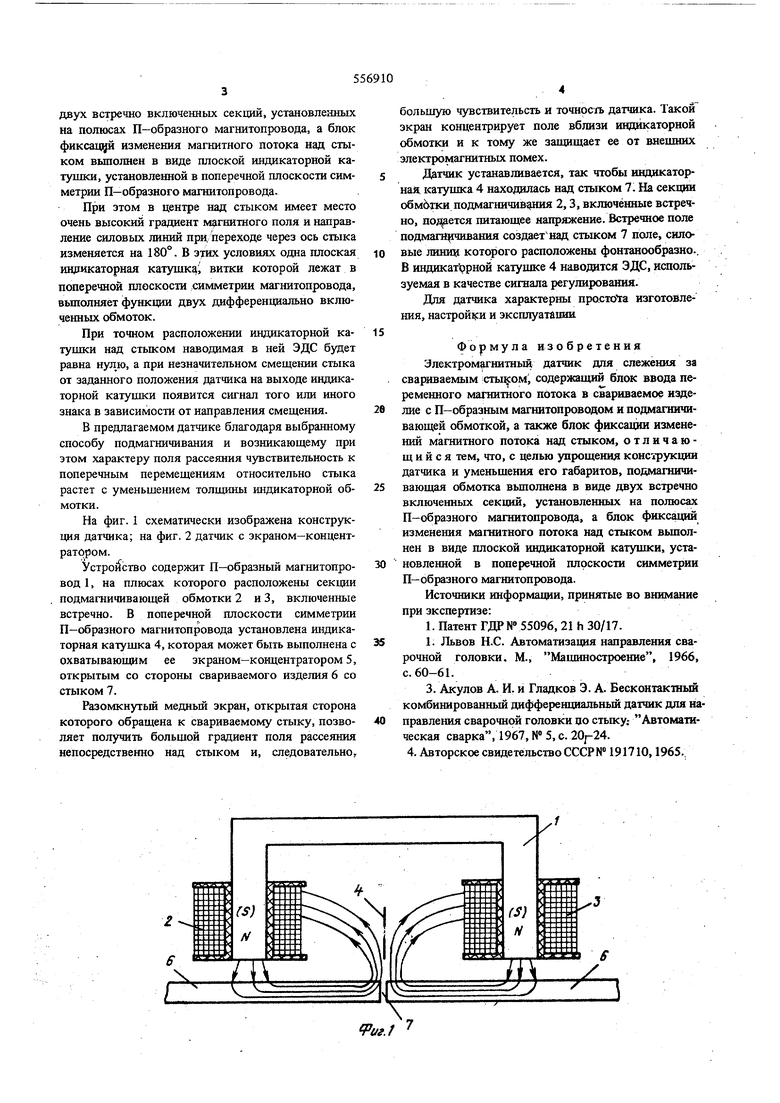
При этом в центре над стыком имеет место очень высокий градиент магнитного поля и направление силовых линий прц переходе через ось стыка изменяется на 180°. В зтих условиях одна плоская индикаторная катушка витки которой лежат в поперечной плоскости .симметрии магнитопровода, вьшолняет функции двух дифференциально включенных обмоток.
При точном расположении индикаторной катушки над стьжом наводимая в ней ЭДС будет равна , а при незначительном смещении стыка от заданного положения датчика на выходе индикаторной катушки появится сигнал того или иного знака в зависимости от направления смещения.
В предлагаемом датчике благодаря выбранному способу подмагничивания и возникающему при этом характеру поля рассеяния чувствительность к поперечным перемещениям относительно стыка растет с уменьшением толщины индикаторной обмотки.
На фиг. 1 схематически изображена конструкция датчика; на фиг. 2 датчик с экраном-концентратором.
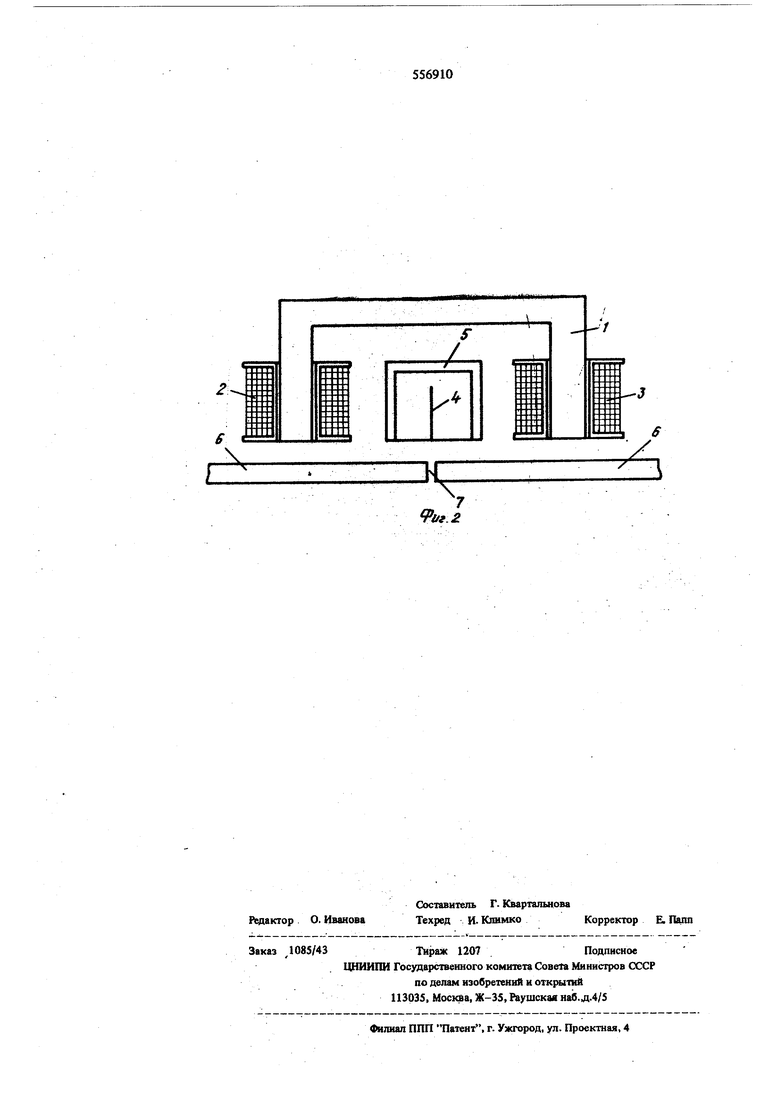
Устройство содержит П-образный магнитопровод 1, на плюсах которого расположены секции подмагничивающей обмотки 2 и 3, включенные встречно. В поперечной плоскости симметрии П-образного магнитопровода установлена индикаторная катущка 4, которая может быть выполнена с охватывающим ее экраном-концентратором 5, открытым со стороны свариваемого изделия 6 со стыком 7.
Разомкнутый медный экран, открытая сторона которого обращена к свариваемому стыку, позволяет получить большой градиент поля рассеяния непосредственно над стыком и, следовательно.
большую чувствительсть и точность датчика. Такой экран концентрирует поле вблизи индикаторной обмотки и к тому же защищает ее от внешних электромагнитных помех.
Датчик устанавливается, так чтобы индикаторнал 1сатущка 4 находилась над стыком 7. На секции обмбтки нодмагничи а ния 2,3, включённые встречно, по;Е|ается питающее напряжение. Встречное поле подмагйрчивашш создаетнад стыком 7 поле, силовые линщ которого расположены фонтанообразно.. В индшсат19рной катушке 4 наводится ЭДС, используемая в качестве сигаала регулирования.
Для датчика характерны npoctola изготовления, настройчси и эксплуаташш
Формула изобретения
Электромагнитный датчик для слежения за свариваемым стыком, содержащий блок ввода переменного магнитного потока в свариваемое изделие с П-образным магнитопроводом и подмагничивающей обмоткой, а также блок фиксащш изменений магнитного потока над стыком, отличающийся тем, что, с целью упрощения конструкции датчика и уменьшения его габаритов, подмапшчивающая обмотка вьшолнена в виде двух встречно включенных секций, установленных на полюсах П-образного магнитопровода, а блок фиксаций изменения магнитного потока над стыком выполнен в виде плоской индикаторнш катушки, установленной в поперечной плоскости симметрии П-образного магннтопровода.
Источники информации, принятые во внимание при зкспертизе:
1. Патент ГДР N 55096, 21 h 30/17.
1. Львов Н.С. Автоматизация направления сварочной головки, М., Машиностроение, 1966, с. 60-61.
3. Акулов А. И. и Гладков Э. А. Бесконтактный комбинированный дифференциальный датчик для направления сварочной головки цо стьпсу; Автоматическая сварка, 1967, N5,c.20p24. 4. Авторское свидетельство СССР № 191710,1965.,
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитный дифференциальный датчик | 1976 |
|
SU650747A1 |
| Устройство для определения места положения стыка изделий | 1979 |
|
SU867550A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1980 |
|
SU899295A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1983 |
|
SU1166941A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1988 |
|
SU1593821A1 |
| Токовихревой сенсор положения свариваемых изделий | 1990 |
|
SU1745457A1 |
| Бесконтактный комбинированный дифференциальный датчик | 1971 |
|
SU454974A2 |
| Устройство для слежения за стыком свариваемыхКРОМОК | 1978 |
|
SU795796A1 |
| БЕСКОНТАКТНЫЙ КОМБИНИРОВАННЫЙ ДИФФЕРЕНЦИАЛЬНЫЙ ДАТЧИК | 1967 |
|
SU191710A1 |
| Индукционный блок намагничивания к феррозондовому дефектоскопу | 1985 |
|
SU1287061A1 |
/
/
X
I1
Ji
9г/г2
