I
Изобретение относится к монтажу крупных сооружений цилиндрической формы и может быть испвльзовано, например при монтаже герметичной оболочки реакторных отделений современных атомных электростанций.
Наиболее близким к предлагаемому является способ монтажа цилиндрических оболочек, содержащий сборку кольцеобразных поясов на стенде на уровне земли с фиксацией контрольных точек и последующим переносом поясов с совмещением контрольных точек 1.
Этот способ не обеспечивает требуемой точности цилиндрической формы готовой оболочки, что приводит к затруднениям при монтаже внутри оболочки полярного мостового крана и другого оборудования.
Применяемый для этого способа стенд представляет собой стационарное сооруженне сложной конструкции, занимающее значительную плоц1адь, включает основание с центрирующими упорами и поджимными устройствами.
Этот стенд не приспособлен для переноса в зону монтажа оболочки собранного кольца (яруса) целиком.
Цель изобретения - повышение производи тельности монтажа и точности сборки монтируемых злементов и снижение грузоподъемности крана.
Поставленная цель достигается тем, что в способе монтажа цилиндрических оболочек, содержащем сборку кольцеобразных поясов на стенде на уровне земли с фиксацией контрольных точек и последующим переносом поясов с совмещением контрольных точек контрольные
10 точки на кольцеобразных поясах фиксируют с помощью соосно установленного им кондуктора и совместно с кондуктором переносят иа место монтажа оболочки совмещают кромки по периметру между контрольными точками
ts путем рихтовки кромок в направлении от контрольных точек, к компенсационным прорезям, предварительно выполненным в нижней части каждого кольцеобразного пояса.
Кроме того, для уменьшения жесткости
30 допусков на точность совмещения кромок, на каждый нижний пояс перед установкой на него верхнего устанавливают по периметру кромки компенсационный лист.
Стенд для монтажа цилиндрических оболочек состоит из основания с центрирующими упорами и поджимными устройствами, снабжен съемным кондуктором, имеющим радиально ориентирова1шые выдвижные упоры, кажды из которых расположен в промежутках между центрирующими упорами.
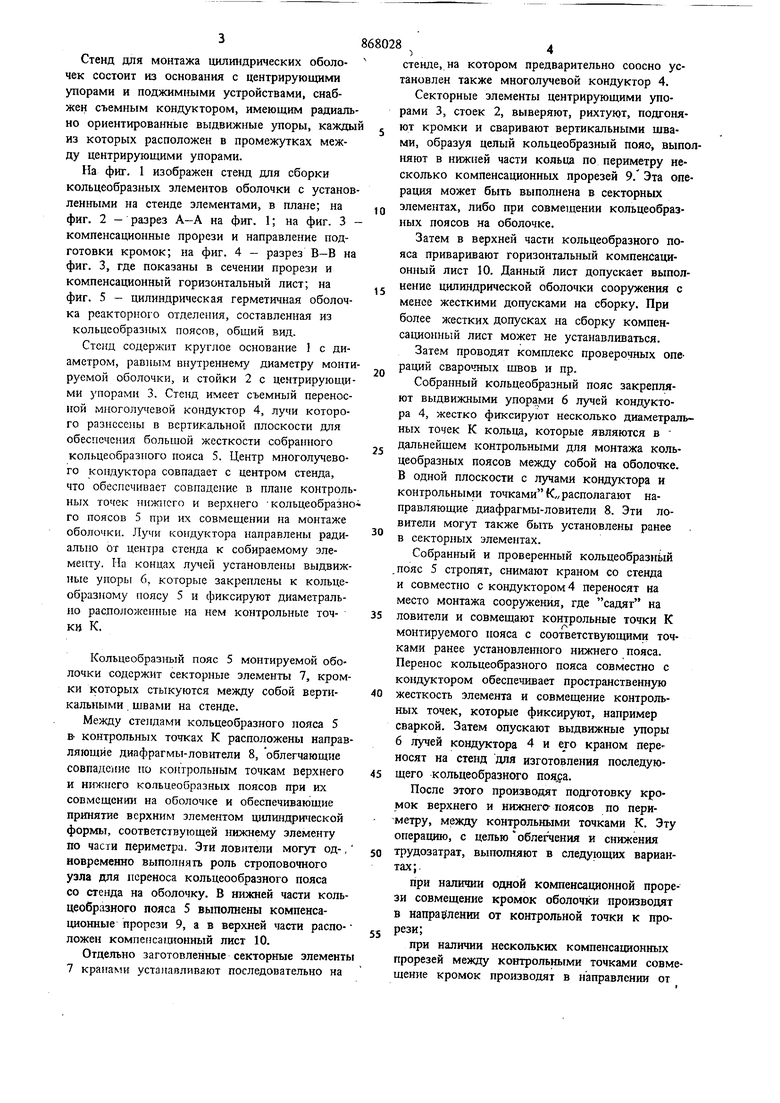
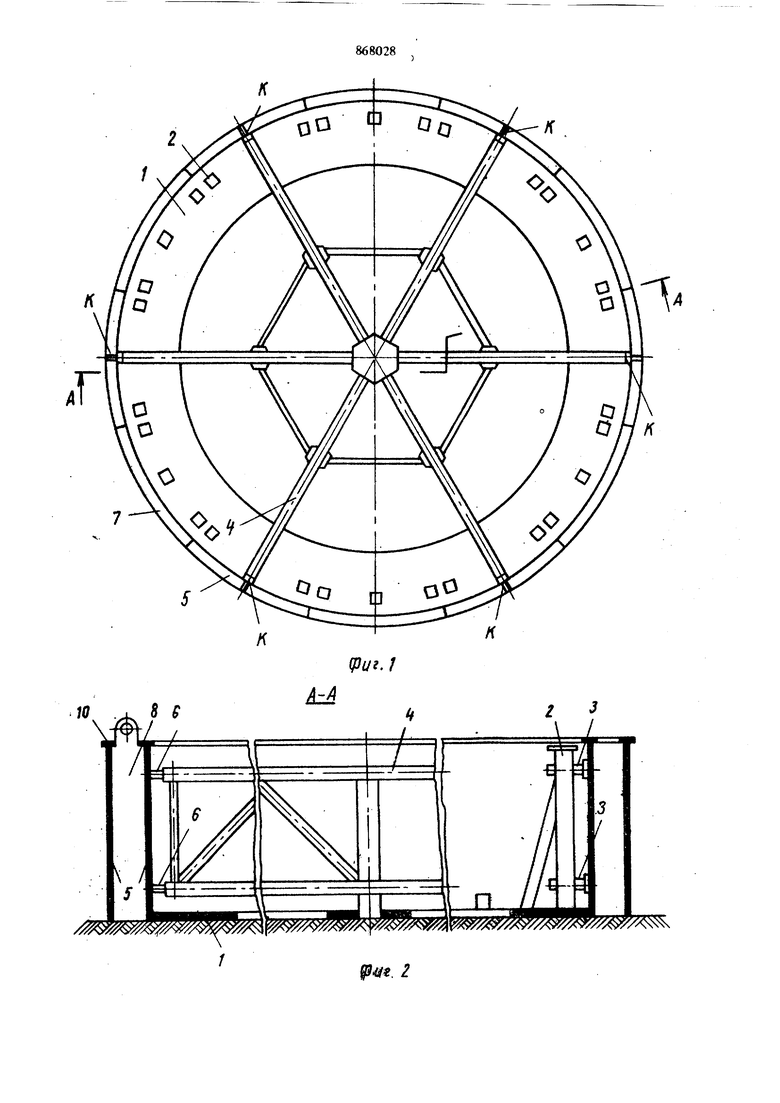
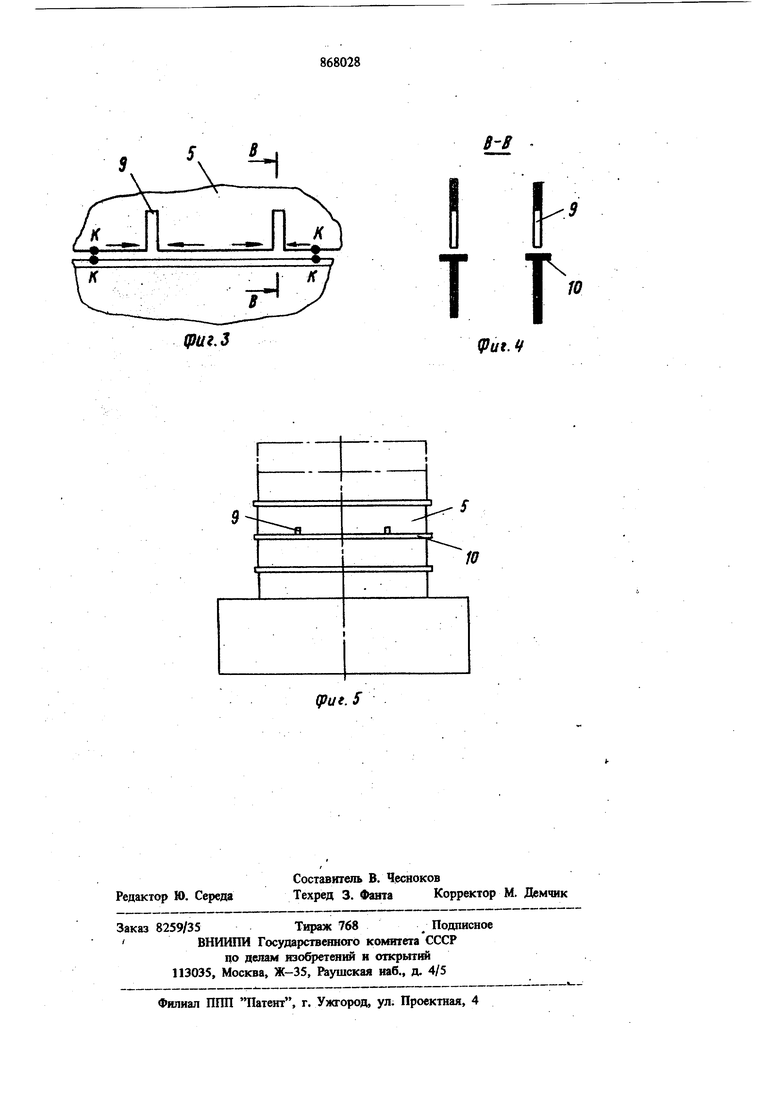
На фиг. 1 изображен стенд для сборки кольцеобразных элементов оболочки с установленными па стенде элементами, в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 компенсационные прорези и направление подготовки кромок; на фиг. 4 - разрез В-В на фиг. 3, где показаны в сечении прорези и компенсационный горизонтальный лист; на фиг. 5 - цилиндрическая герметичная оболочка реакторного отделения, составленная из кольцеобразных поясов, общий вид.
Стенд содержит круглое основание 1 с диаметром, равным внутреннему диаметру монтируемой оболочки, и стойки 2 с центрирующими упорами 3. Стенд имеет съемный переносной многолучевой кондуктор 4, лучи которого разнесены в вертикальной плоскости для обеспечения большой жесткости собранного кольцеобразного пояса 5. Центр многолучевого кондуктора совпадает с центром стенда, что обес;1ечивает совпадение в плане контрольных точек нижнего и верхнего -кольцеобразного поясов 5 при их совмещении на монтаже оболочки. Лучи кондуктора направлены радиально от центра стенда к собираемому элементу. На концах установлены выдвижные упоры 6, которые закреплены к кольцеобразному поясу 5 и фиксируют диаметрально расположенные на нем контрольные точки К.
Кольцеобразный пояс 5 монтируемой оболочки содержит секторные элементы 7, кромки которых стыкуются между собой вертикальными . швами на стенде.
Между стендами кольцеобразного нояса 5 в- контрольных точках К расположены направляющие диафрагмы-ловители 8, облегчающие совпадение по контрольным точкам верхнего и шгиснего кольцеобразных поясов при юс совмещении на оболочке и обеспечивающие принятие верхним элементом цилиндрической формы, соответствующей нижнему элементу по части периметра. Эти ловители могут од-, иовременно выполнять роль строповочного узла для переноса кольцеообразного пояса со стенда на оболочку. В нижней части кольцеобразного пояса 5 выпотаены компенсационные прорези 9, а в верхней части расположен компег сащюнный лист 10.
Отдельно заготовленные секторные элементы 7 крапами устанавливают последовательно на
стенде, на котором предварительно соосно установлен также многолучевой кондуктор 4. Секторные элементы центрирующими упорами 3, стоек 2, выверяют, рихтуют, подгоняют кромки и сваривают вертикальными швами, образуя целый кольцеобразный поло, выполняют в нижней части кольца по периметру несколько компенсационных прорезей 9. Эта операция может быть выполнена в секторных элементах, либо при совмещении кольцеобразных поясов на оболочке.
Затем в верхней части кольцеобразного пояса приваривают горизонтальный компенсационный лист 10. Данный лист допускает выполнение цилиндрической оболочки сооружения с менее жесткими допусками на сборку. При более жестких допусках на сборку компенсационный лист может не устанавливаться.
Затем проводят комплекс проверочных опе раций сварочных швов и пр.
Собранный кольцеобразный пояс закрепляют вьщвижными упорами 6 пучем кондуктора 4, жестко фиксируют несколько диаметральных точек К кольца, которые являются в дальнейшем контрольными для монтажа кольцеобразных поясов между собой на оболочке. В одной плоскости с лучами кондуктора и контрольными точками К„ располагают направляющие диафрагмы-ловители 8. Эти ловители могут также быть установлены ранее в секторных элементах.
Собранный и проверенный кольцеобразньш .пояс 5 стропят, снимают краном со стенда и совместно с кондуктором 4 переносят на место монтажа сооружения, где садят на
5 ловители и совмещают контрольные точки К монтируемого пояса с соответствующими точками ранее установлешюго нижнего пояса. Перенос кольцеобразного пояса совместно с кондуктором обеспечивает пространственную
0 жесткость элемента и совмещение контрольных точек, которые фиксируют, например сваркой. Затем опускают выдвижные упоры 6 лучей кондуктора 4 и его краном пере носят на стенд для изготовления последую5 щего кольцеобразного поя,са.
После этого производят подготовку кромок верхнего и нижнего поясов по периметру, между контрольными точками К. Эту операцию, с целью облегчения и снижения
0 трудозатрат, выполняют в следующих вариантах;.
при наличии одной компенсационной прорези совмещение кромок оболочки производят в направлении от контрольной точки к прорези;
при наличии нескольких компенсационных прорезей между контрольными точками совмещение кромок производят в направлении от контрольных точек к прорези, а также от средней точки между прорезями - к прорезям. После подготовки и совмещения кромок верхней и нижней кольцеобразные пояса свар вают горизонтальным швом. Для сокращения работ по подготовке на нижнем кольцеобразном поясе устанавливают компенсационный лист. Использование предлагаемого изобретения позволит увеличить производительность труда на монтаже оболочковых сооружений, и, следовательно, сократить сроки, трудовые, капитальные затраты, площади - повысить качество и точность монтажа элементов в процессе сборки, транспортировки и монтажа на оболочке, улучшить качество и техники безопасности производства работ за счет переноса их с вьГсотных отметок на наземный стенд, уменьшить габариты и вес кольцеобразных элементов в их совокупности с приспособлением для переноски, несколько уменьшить параметры кранов, применяемых для работ по сооружению оболочки. Формула изобретения 1. Способ монтажа цилиндрических оболочек, содержащий сборку кольцеобразных поясов на стенде на уровне земли с фиксацией контрольных точек и последующим переносом поясов с совмещением контрольных точек, отличающийся тем, что, с цепью 86 повышения производительности монтажа, точности сборки монтируемых элементов и снижения грузоподъемности крана, контрольные точки на кольцеобразных поясах фиксируют с помощью соосно установленного им кондуктора и совместно с кондуктором переносят на место монтажа оболочки, совмещают кромки по периметру между контрольными точками путем рихтовки кромок в Направлении от контрольных точек к компенсационным прорезям, предварительно выполненным в нижней части каждого к;ольцеобразного пояса. 2.Способ по п. 1, о т л и ч а ю щ и йс я тем, что, с целью уменьшения жесткости допусков на точность совмещения кромок, на каждый нижний пояс перед установкой на него верхнего устанавливают по пернметру кромки компенсационный лист. 3.Стенд для монтажа цилиндрических оболочек, включающий основание с центрирующими упорами и поджимными устройствами, о т личающийся тем, что, с целью повыщенкя производительности монтажа, точности сборки монтнруемых элементов и снижения грузоподъемности крана, сн снабжен съемным кондуктором, имеющим радиально ориентированные вьщвижные упоры, каждый из которьи расположен в промежутках между центрирующими упорами стенда. Источники информацин, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 702146, кл. Б 04 G 21/18, 1977.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа высотных конструкций и устройство для его осуществления | 1981 |
|
SU1025846A1 |
| Кондуктор для монтажа колонн | 1974 |
|
SU527506A1 |
| Устройство для монтажа вертикального цилиндрического резервуара | 1983 |
|
SU1133366A1 |
| Кондуктор для монтажа оболочек | 1976 |
|
SU610966A1 |
| Способ монтажа оборудования в боксе промышленного здания | 2015 |
|
RU2606996C2 |
| Крановый захват-кантователь | 1986 |
|
SU1386536A1 |
| СПОСОБ СООРУЖЕНИЯ РЕЗЕРВУАРОВ С КУПОЛЬНОЙ КРЫШЕЙ МЕТОДОМ ПОДРАЩИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2259453C2 |
| Башня-труба | 1982 |
|
SU1038460A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ КОНСТРУКЦИЙ ИЗ ТРУБЧАТЫХ (ГНУТОСВАРНЫХ) ПРОФИЛЕЙ | 2015 |
|
RU2600887C1 |
| Кондуктор для монтажа строительных конструкций | 1982 |
|
SU1035173A1 |
B-f
т r
09tf.J
(put. S
(Put.f
