1
Изобретение относится к техноло.гии изготовления катушек электрических машин и может быть использовано в электротехнической промьшшенности.
Известен способ изготовления катушек статора электрической машины, заключающийся в последовательной намотке катушек на ступенчатые шаблоны врашающимся и перемещающимся поступательно вдоль шаблона мотовилом с образованием отводов и выводов, последующей разрезкой выводов, снятием катушечной группы с шаблона и передачей ее на промежуточную оправку. Для совмещения намотанной катушечной группы с промежуточной оправкой ступенчатый шаблон выводится из зоны вргццения мотовила, для чего последнее останавливают и поворачивают tl3Однако известный способ имеет низкую производительность вследствие ;низкой скорости намотки, обусловленной необходимостью разгонять и оста- . навливать мотовило, и значительных затрат времени на совмещение шаблона с промежуточной оправкой.
Наиболее близким к предлагаемому является способ изготовления катушечных групп электрических мгииин, заключающийся в последовательной намотке, катушек на многоступенчатый шаблон с концентричным расположением ступеней разных диаметров, которые подвижны одна относительно другой, с образованием путем оттяжки провода отводов, соединяющих катушки, и выводов; соединяющих катушечные группы, с последующей разрезкой выводов для образования выводных концов, снятием
10 катушечных групп с шаблона и передачей их на промежуточную оправку для -последующей укладки в корпус статора.
Намотку катушек производят вра15 щакядимся с большой скоростью мотовилом последовательно на каждую ступень шаблона, В начале намотки каждой катушки мотовило разгоняют до заданной скорости, на последних витках
20 замедляют для переброса провода, на новую ступень шаблона или останавливают. После намотки последней катушки мотовило останавливают и доворачивают до фиксируемого положения, при
25 котором в результате оттяжки провода образуются отводы и выводы к осуществляется разрезка последних. После этого катушечную группу снимают с дхаблона и передают на промежуточную
30 оправку t21.
Однако .в этом способе образование отводов между катушками и выводов между катушечными группами, передача катушек на промежуточную оправку, а также возврат мотовила или шаблона в положение, при котором производят намотку первых витков катушечной группы, осуществляют при неподвижном мотовиле, что снижает производительность процесса.
Цель изобретения - повышение производительности/
Указанная цель достигается тем, что намотку катушечных групп производят поочередно, переходя от ступени меньшего диаметра к ступени большего диаметра, а затем от ступени большего к ступени меньшего, причем съем намотанной катушечной группы и разрезку выводов осуществляют при намотке следующей катушечной группы.
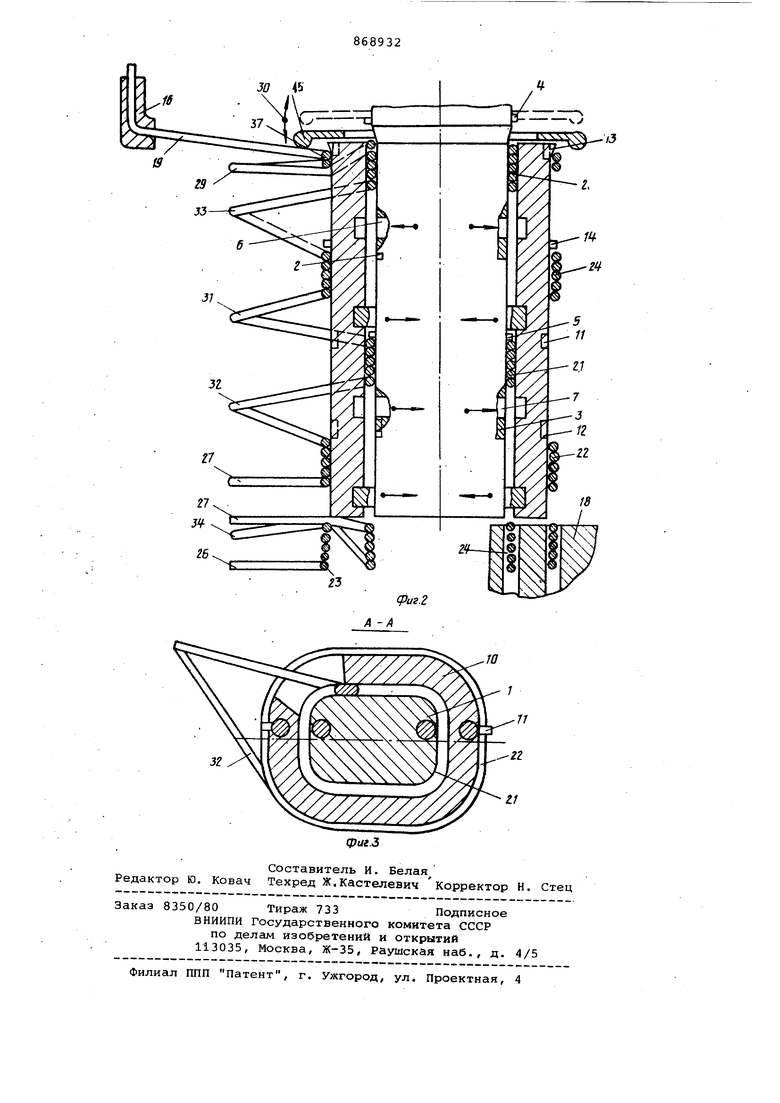
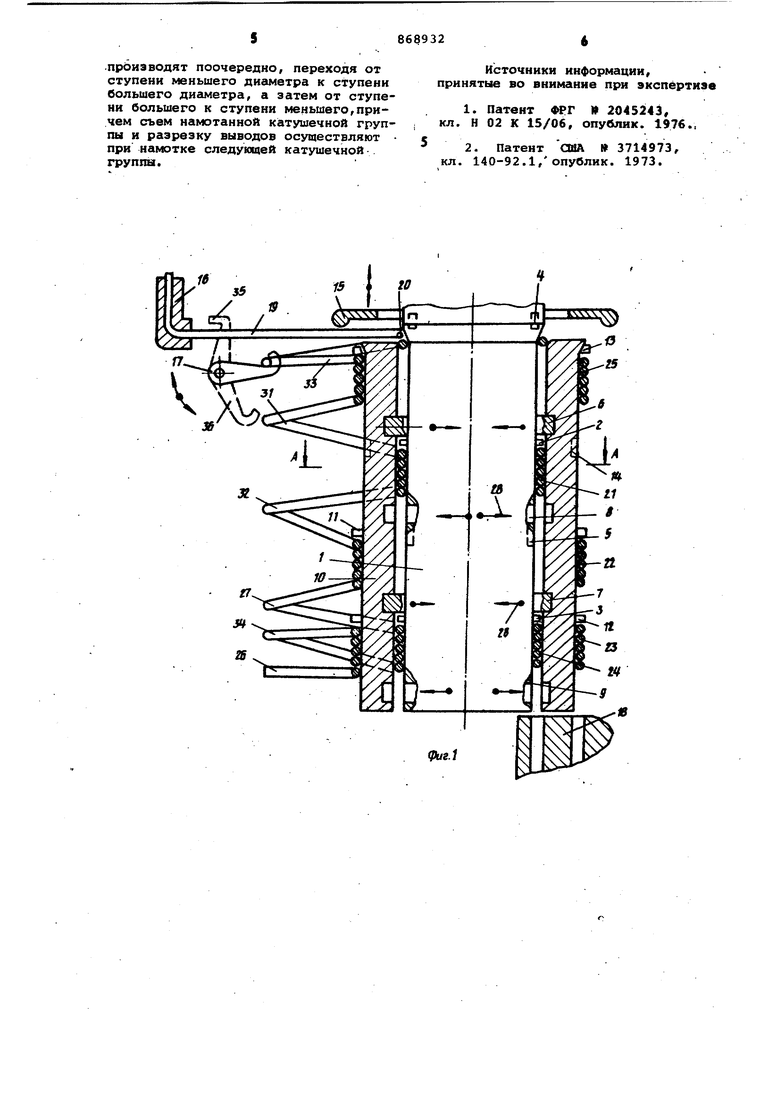
На фиг. 1 показано устройство для осуществления способа в момент намотки катушки меньшего диаметра; на фиг. 2 -.тоже, в момент переталкивания катушек на промежуточную оправку; на фиг. 3 - разрез А-А на фиг.1. Устройство (фиг. 1 и 2) содержит ступень 1 меньшего диаметра с толкателями 2-5 катушек и фиксаторами 6-9 ступень 10 большего диаметра с толкателями 11-14, сольцо 15 для ориентирования провода при переходе со ступени на ступень, мотовило 16, крючок 17 механизма образования выводов (не показан) и промежуточную оправку 18.
Способ изготовления катушечных групп электрических машин осуществляют следующим образом.
Провод 19 (фиг. 1 и 2) наматывают на ступень 1 меньшего диаметра, образуя катушку 20, вращающимся мотовилом 16. Затем крючок 17 механизма образования выводов перемещают в зону наматываемого мотовилом 16 провода 19. При дальнейшем вращении (без останова и замедления) мотовила 16 провод 19 зацепляется крючком 17, образуя вывод.
Ранее намотанные катушки 21-25 толкателями 2,11, 3, 12 и 13 перемещают вдоль ступеней 1 и 10 шаблона в положение, показанное на фиг. 2.При этом катушки 23 и 24, образующие катушечную группу с полученными в процессе намотки выводами 26 и 27, снимают со ступеней 1 и 10 и переталкивают на промежуточную оправку 18. После перемещения катушек толкатели возвращаются вверх, при этом фиксаторы 6 и 7 вдвигаются внутрь ступени 1 а фиксаторы 8 и 9 выдвигаются в направлении, указанном стрелками 28, фиксируя концентрично расположенную ступень большего диаметра.
После намотки катушки 20 меньшего дигшетра осуществляют переход провода -19 (без останова мотовила) на
ступень 10 большего диаметра с образованием отвода 29.
Переход провода 19 осуществляют перемещением его от кольца 15 до совмещения со ступенью 10 практически на величину, равную удвоенному диаметру провода в направлении стрелки 30. Отводы 29 и 31, как и выводы 32-34, образуются путем захвата провода при вращении мотовила 16 крючком 17, установленным в положение 35, и поворота крючка силами натяжения провода.
Поворот крючка в положение 36 с целью вывода из зацепления с отводом 33, как и в положение 35, осуществляют механизмом образования выводов.
После намотки начальных витков катушки 37 ранее намотанные катушки 21, 24 и 2Q толкателями 4, 14 и 5 перемещаются на.еледующую позицию. При этом фиксаторы б и 7 выдвигаются, взаимодействуя со ступенью 10, а 8 и 9 . вдвигаются.
После намотки катушки 37 осуществляют переход провода 19 (поднятием кольца 15) на ступень 1 меньшего диаметра, образуя отвод 33, и наматывают очередную катушку.
Толкатели 2, 11, 3, 12 и 13 переталкивают в направлении промежуточной оправки 18 находящиесяна их пути катушки, при этом очередная катушечная группа, состоящая из катушек 21 и 22, переталкивается на промежуточную оправку 18.
Разрезку выводов, положение которых фикбировано относительно оси ступеней, производят поочередно известным способом при намотке очередной катушки на любой позиции. Предпочтительнее осуществлять разрезку вывода 27 перед сталкиванием катушек 23 и 24 на промежуточную оправку 18.
Таким образом, осуществляется непрерывная намотка катушечных групп на концентрично расположенные ступени шаблона.
Предлагаемый способ позволяет повысить производительность труда путем непрерывности процесса намотки и совмещения съема Нс1мотанной катушечной группы и выводов с намоткой.
Формула изобретения
Способ изготовления катушечных групп электрических машин, заключающийся в последовательной намотке катушек , на многоступенчатый шаблон с концентричным расположением ступеней разных диаметров, образованием отводов и выводов, последукмцей разрезкой и снятием катушечных групп с шаблона на промежуточную оправку7 отличающийся тем, что, с целью повышения производительности, намотку катушечных групп
производят поочередно, переходя от ступени меньшего диаметра к ступени большего диаметра, а затем от ступени большего к ступени меньшего,причем съем намотанной катушечной группы и разрезку выводов осуществляют при намотке следующей катушечной .
Источники информации, принятые во внимание при экспертизе
1. Патент ФРГ ) 2045243, кл. Н 02 К 15/06, опублик. 1976.,
5 2. Патент ОЙА 3714973, кл. 140-92.1,опублик. 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления катушечных групп электрических машин | 1978 |
|
SU868934A1 |
| Станок для изготовления катушечных групп электрических машин | 1979 |
|
SU928542A2 |
| Шаблон для изготовления электрических катушек | 1977 |
|
SU868933A1 |
| Устройство для намотки катушек статоров с образованием межполюсных соединений | 1987 |
|
SU1467676A1 |
| Станок для изготовления катушечных групп электрических машин | 1986 |
|
SU1381660A1 |
| Шаблон для намотки электрических катушек | 1983 |
|
SU1081748A1 |
| Устройство для образования отводов к станку для намотки электрических катушек | 1977 |
|
SU790076A1 |
| Станок для намотки катушек статоров электрических машин | 1978 |
|
SU765939A1 |
| Станок для намотки и укладки катушекВ пАзы МАгНиТОпРОВОдА CTATOPOB элЕКТРи-чЕСКиХ МАшиН | 1978 |
|
SU817885A1 |
| Устройство для намотки катушек статоров электрических машин | 1985 |
|
SU1274079A1 |