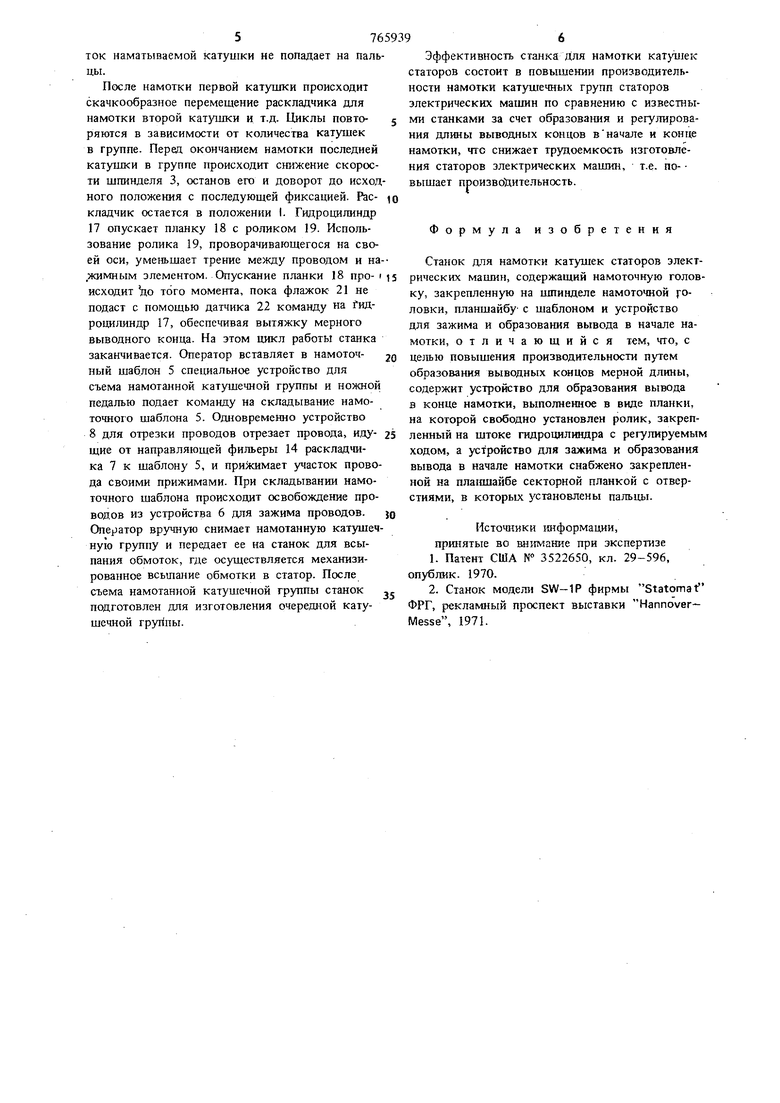
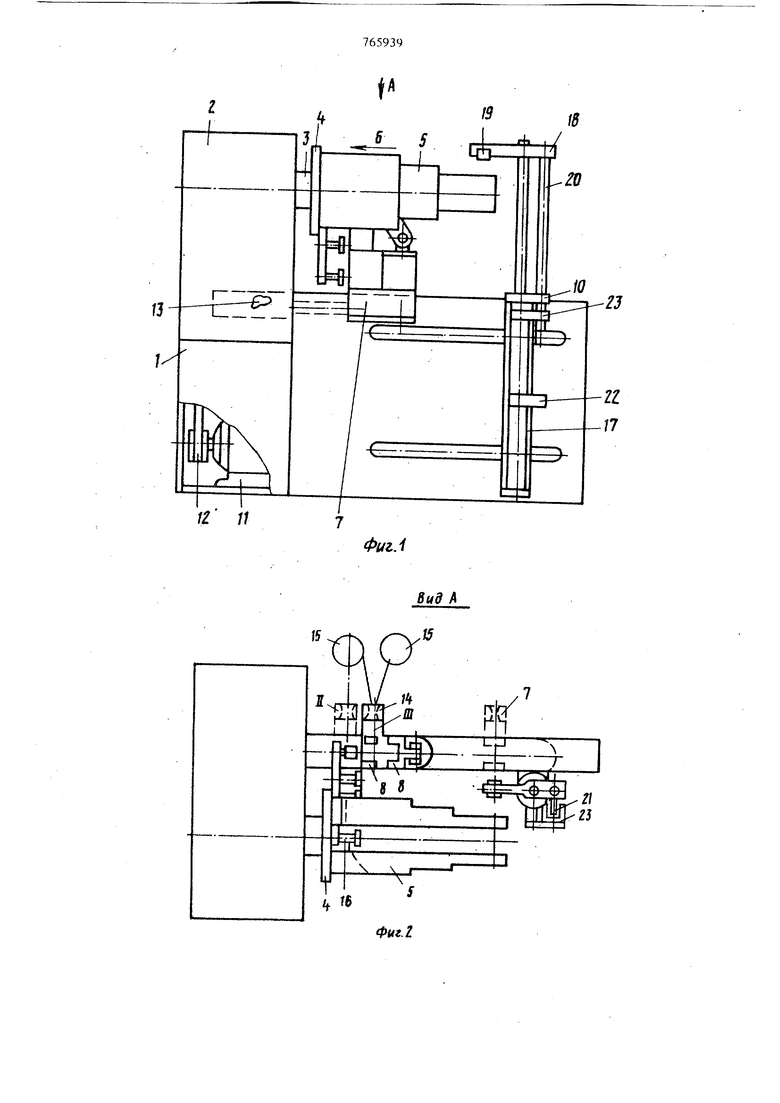
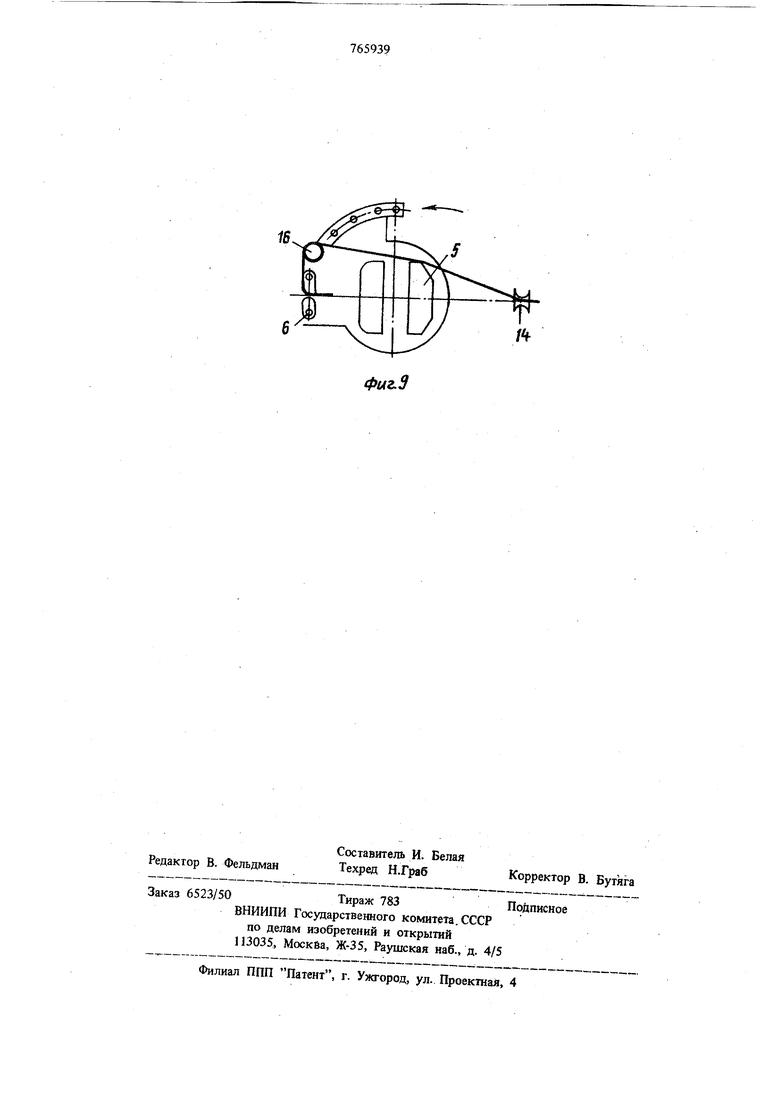
Изобретение относится к электромашиностро ению, а более конкретно к технологическому оборудованию для изготовления электрических машин. Известен станок для намотки катушек статоров, который производит намотку провода на шаблон вращающимся мотовилом 1. Недостатком станка является то, что при намотке не обеспечивается регулирование длины выводных концов в начале и кс«це намотки. Известен и другой станок для намотки катушек статоров, содерж ащий станину с намото ной головкой, закрепленную на шпинделе намоточной головки планшайбу с намоточным шаблоном и устройством для зажима и образования вывода в начале намотки, раскладчик и устройство для отрезки проводов {2. Данный станок является наиболее близким к изобретению по технической сушлости и достигаемому результату. Недостаток этого станка состоит в том, что его конструкция не позволяет получить вывод ные концы мерной длины, так как расстояние от намоточного шаблона до устройства для зажима проводов, смонтированного на планшайбе, не.регулируется. Не регулируется также расстояние от шаблона до места отрезки проводов. Это приводит к дополнительным работам для получения выводных кшцов требуемой конструкцией статора длины, что повышает трудоемкость изготовления статора. Целью изобретения является повышение производительности путем образования выводных концов мерной длины.: Это достигается тем, что станок содержит устройство для образования вывода в конце намотки, вьшолненное в виде планки, на которой свободно установлен ролик, закрепленный на штоке гидроцилшадра с регулируемым ходом, а устройство для зажима и образования вывода в начале намотки снабжено закрепленной на планшайбе секторной планкой с отверстиями, в которых установлены пальцы. На фиг.. 1 показан станок для намотки катушки, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4-9 показан процесс образования вьжодного KOFI на в начале намотки различной длннь. Станок для намотки катушек статоров содер жит станину 1 с нaмoтo D oй головкой 2, закре ленную на нхпинделе 3 намоточной головки планшайбу 4 с намоточным шаблоном 5 и устройством 6 для зажима и образования вывода начале намотки, рас лал1чик 7, подвижный отно сительно намоточного Н аблона 5. устройство 8 /шя отрезки проьодов с нрижимамн. Устройство 6 с абжено секторной 9 для регулирова ния длины выводных концов в начале намотки. Станок со/держит также устройство 10 для образования и регулирования длины выводното конн.а в конце намотки. М1пшщель 3 намоточной головки 2 нолучает вращение от электродвигателя 11 через ременную передачу 12. Закрепленный на нланшайбе 4 намоточный шаблон 5 состоит из двух частей. Одна часть в нроцессе работы неподвиЖ1ш, а вторая имеет возможность сдвигаться к оси намоточного шаблона 5 нри съеме намотанной катушечной . грунпы. Раскладчик 7 кинематически связан со шпин делем 3 и может нлавно неремешаться относительно продольной оси намоточного шаблона 5, обеснечивая расклад.ку наматываемого провода с заданным шагом. Специальный механизм нереброса 13, связанный с раскладчиком 7, обеспечивает его скачкообразное перемещение, но командам программного устройства станка (на чертежах не показано). Скачкообразные переме ндения вьшохшяются после образования начального выгодного конца во время намотки первого витка первой катушки и нри переходах от намотки одной катушки к следуюшей. Раскладчик возвращается в положение начала намотки первого витка специальным устройством (на чертежах не показано). После окончания намотки катушечной группы раскладчик остает ся в положении I (см. фиг. 2). Это положение является исходным для начала цикла намотки катушевдой грзтты на станке. На раскладчике крепится нанравляющая фильера 14, к которой дюступают провода из e f кocтeй, устанавливаемых в размотчики 15 с натяжными устройствами. Устройство 8 для отрезки проводов с подпружиненными прижимами для удержшшя концов отрезанных проводов, идущих от размотчиков, крепится на корпусе раскладчика 7. Секторная планка 9 устройства для зажима и образования вывода в начале намотки прикрепляется к нланшайбе 4. Планка 9 имеет ряд отверстий и пальцев 16, которьге могу; устанавливаться в эти отверстия. Количество пальцев 16 и их различное расположение на планке 9 обесгючивает образование мерной дпи ны выводного конил в начале намотки. Устройство 10 для образования и регулирования длины выводного конца в конце намотки крепится на станине 1 станка и может перемещагься при наладке. Устройство 10 имеет гидроци;шндр 17, шток которого соединен с нажимным элементом - планкой 18, вытягивающим провод. Для уменьшения вытяжки нроводов при образовании выводного планка 18 имеет ролик 19, который может проворачиваться на своей оси. Скалка 20 служит для направления планки 18. На скалке 20 закреплен флажок 21, который, воздействуя на датчики 22 и 23, управляет гидроцилишром 17. Датчик 23 сигнализирует о том, что планка 18 находится в исходном положении. Датчик 22 может при наладке устанавливаться в требуемое положение, обеспечивая перемещение штока гидроцилиндра 17 на заднюю величину, а следовательно, и необходимую длину вытянутого роликом 19 провода для образования выводного конца катушки. Управление работой станка осушествляется с номощью электрооборудования, размещенного на станке и в отдельном электроигкафе (на чертежах не показано). Станок работает следующим образом. Провода из емкостей, установленных в размотчике 15,.заправляются через фильеру 14 под прижимы устройства 8. Эта операция производится оператором вручную перед началом работы станка. Следующая заправка будет только после окончания провода в емкости,. При включении станка раскладчик 7 с защеп.тзенными под прижимы проводами перемещается из положения I (см. фиг. 2), в котором он находился после окончания намотки предыдущей катушечной группы, в положение П, и вводит провода прижимами устройства 8 в устройство 6, которое зажимает их. Затем поступает команда на раздвижку шаблона 5 в рабочее положение для намотки, одновременно провода зажимаются в устройство 6, а прижимы устройства 8 и отрезной нож этого устройства отводятся из зоны намотки. Шпиндель 3 намоточной головки 2 расфиксируется и начинает вращаться. Устройство 6, в котором теперь зажаты концы наматываемых проводов, нри своем вращении увлекает намотовдые провода и укладывает их сначала на пальцы 16, а затем на намоточный шаблон 5. Минимальная выводного конца получается при установке одного пальца. Для того, чтобы второй виток и все последующие витки наматываемой катушки не попадали на пальцы 16, раскладчик 7 по команде программюго устройства, имеющегося на станке, скачкообразно перемещается из положения и в положение IjJ (см. фиг. 2), и второй виток наматываемой катушки не попадает на пальцы.
После намотки первой катушки происходит скачкообразное перемещение раскладчика для намотки второй катушки и т.д. Циклы повто- j ряются в зависимости от количества катушек в группе. Перед окончанием намотки последней катушки в группе происходит снижение скорости шпинделя 3, останов его и доворот до исходного положения с последующей фиксацией. Рас- о кладчик остается в положении I. Гидроцилиндр 17 опускает планку 18 с роликом 19. Использование ролика 19, проворачивающегося на своей оси, уменьшает трение между проводом и на-.жимным элементом. Опускание планки 18 про- 5 исходит о того момента, пока флажок 21 не подаст с помощью датчика 22 команду на fидроцилиндр 17, обеспечивая вытяжку мерного выводного конца. На этом цикл работы станка заканчивается. Оператор вставляет в намоточ- jo ный шаблон 5 специальное устройство для съема намотанной катушечной группы и ножной педалью подает команду на складывание намоточного шаблона 5. ОдловремеНно устройство 8 для отрезки проводов отрезает провода, иду- 25 щие от направляющей фильеры 14 раскладчика 7 к шаблону 5, и принимает участок провода своими прижимами. При складывании намоточного шаблона происходит освобождение проводов из устройства 6 для зажима проводов. JQ Оператор вручную снимает намотанную катушечную группу и передает ее на станок для всыпания обмоток, где ос)ацествляется механизированное всыпание обмотки в статор. После съема намотанной катушечной группы станок подготовлен для изготовления очередной катушечной группы.
Эффективностъ станка для намотки катушек статоров состоит в повышении производительности намотки катушечных групп статоров электрических машин по сравнению с известными станками за счет образоватшя и регулирования длины выводных концов вначале и конце намотки, что снижает трудоемкость изготовления статоров электрических машин, т.е. по- вышает произвоДительность.
Формула изобретения
Станок Д.ПЯ намотки катушек статоров электрических машин, содержащий намоточную головку, закрепленную на ишинделе намоточной головки, планшайбу с шаблоном и устройство для зажима и образования вывода в начале намотки, отличающийся тем, что, с целью повышения производительности путем образования выводных концов мерной длины, содержит устройство для образования вывода в конце намотки, выполненное в виде планки, на которой свободно установлен ролик, закрепленный на штоке гидроцилиндра с регулируемым ходом, а устройство для зажима и образования вывода в начале намотки снабжено закрепленной на пла1Ш айбе секторной планкой с отверстиями, в которых установлены пальцы.
Источники информации, принятые во внимание при экспертизе
1.Патент США N 3522650, кл. 29-596, опублик. 1970.
2.Станок модели SW-1P фирмы Statomat ФРГ, рекламный проспект выставки HannoverMesse, 1971.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки катушек электрических машин | 1985 |
|
SU1420635A1 |
| Станок для изготовления катушечных групп электрических машин | 1978 |
|
SU868934A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU907711A1 |
| Станок для изготовления обмотки статоров электрических машин | 1983 |
|
SU1103327A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU1065973A1 |
| Станок для изготовления катушечных групп электрических машин | 1979 |
|
SU928542A2 |
| Устройство для изготовления обмотки статоров электрических машин | 1983 |
|
SU1171911A1 |
| Устройство для управления намоточным станком | 1979 |
|
SU807398A1 |
| Устройство для намотки катушек статоров электрических машин | 1982 |
|
SU1072192A1 |
| Станок для намотки и укладки катушекВ пАзы МАгНиТОпРОВОдА CTATOPOB элЕКТРи-чЕСКиХ МАшиН | 1978 |
|
SU817885A1 |
Put,4
Фи1,5
Фмг.е
Фиг.3
