Известные способы и устройства для формовки полых изделий из листов термопластических материалов с примепением пиевматической обтяжки материала на форме не дают возможности осуществлять глубокую вытяжку заготовок и придавать изделиям требуемую глубокую форму.
Предлагаемое устройство позволяет сочетать приемы пневматической обтяжки листовой заготовки из термопластического материала с глубокой ее протяжкой в одном рабочем процессе благодаря применению формы в виде пуансона, входящего в пневматическую камеру и взаимодействующего с листом термопластического материала.
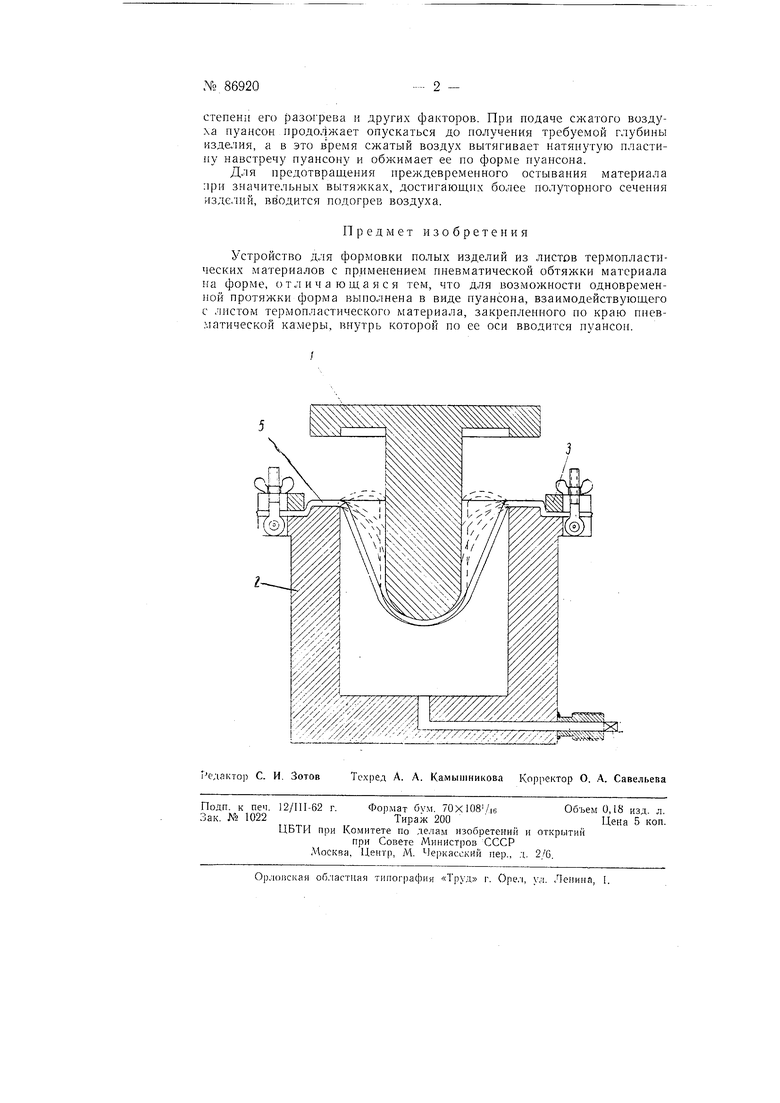
На чертеже изображено устройство в продольном разрезе.
Устройство состоит из пуапсопа У, выполненного по форме заданного изделия, пневматической камеры 2, ири/кимного ко.льца 3 д.тя зажима листа 5 термопластического материала н воздущного крана 4.
Принцип работы его заключается в следующем: разогретый в специальной камере (или термостате) до пластического состояния лист 5, например, оргстекла укладывается на камеру и зажимается прижимпым кольцом 5 .до полной герметичности. Прижим кольца осуществляется прижимными струбцинками или известным другим способом (например, кольцо может быть заклинено самим прессом).
После того, как разогретая заготовка плотно закреплена над отверстием воздущной камеры 2, пуансон / при помощи пресса медленно опускается, затем, когда пуансон предварительно вытянул материал на некоторую глубину (при этом глубина предварительной вытяжки зависит от формы и размеров заданного изделия), в воздущную камеру подается сжатый воздух. Давление сжатого воздуха приходится определять в каждом случае отдельно, так как его величина зависит от то.:пци1 ы применяемого материала, формы и размеров изделия,