Известны пресс-формы для формования нзделий из листов терлюпластических материалов с применением предварительного вытягивания заготовки пуансоном и последующим обжимом пневматикой на нуансоне или в матрице. Однако при работе на этих пресс-формах отжм.мная кромка заготовки отрезается на токарном станке.
Отличительная особенность предлагаемо пресс-формы состоит в том, что нуансон для формования горловой и донной частей изделия взаимодействует в верхней и нижней частях с матрицей. Такое конструктивное выполнение нресс-формы позволяет производить и ней обрезание изделий и штампование отверстия.
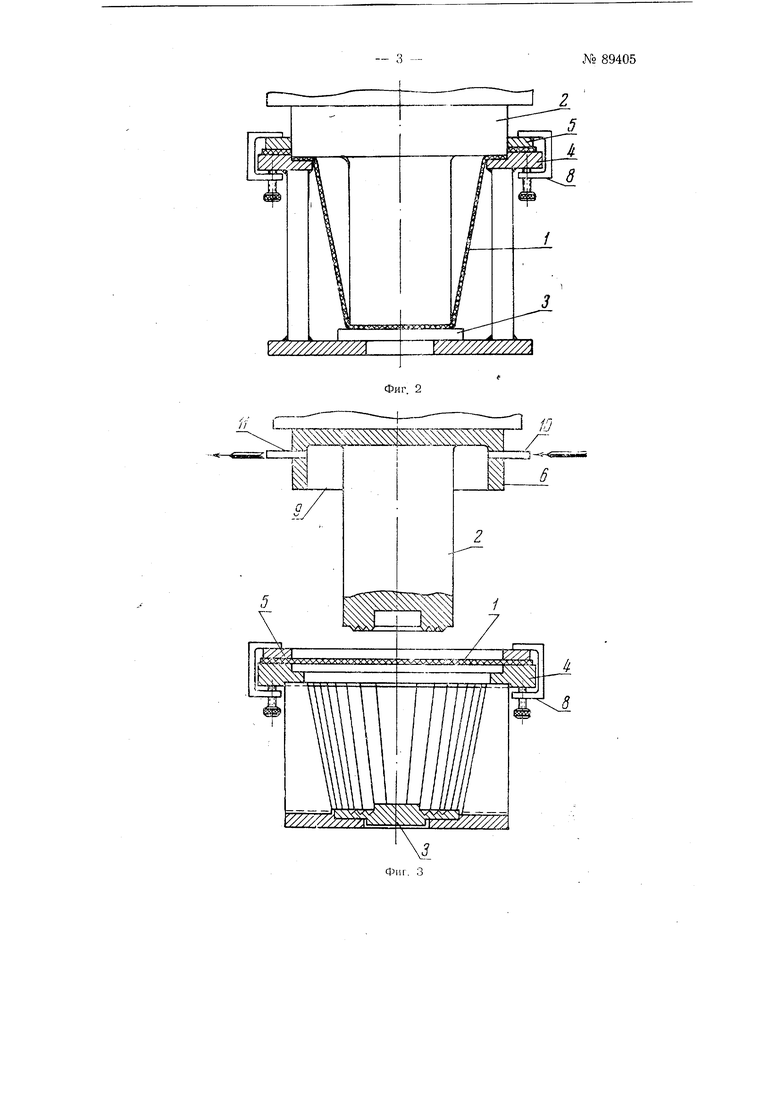
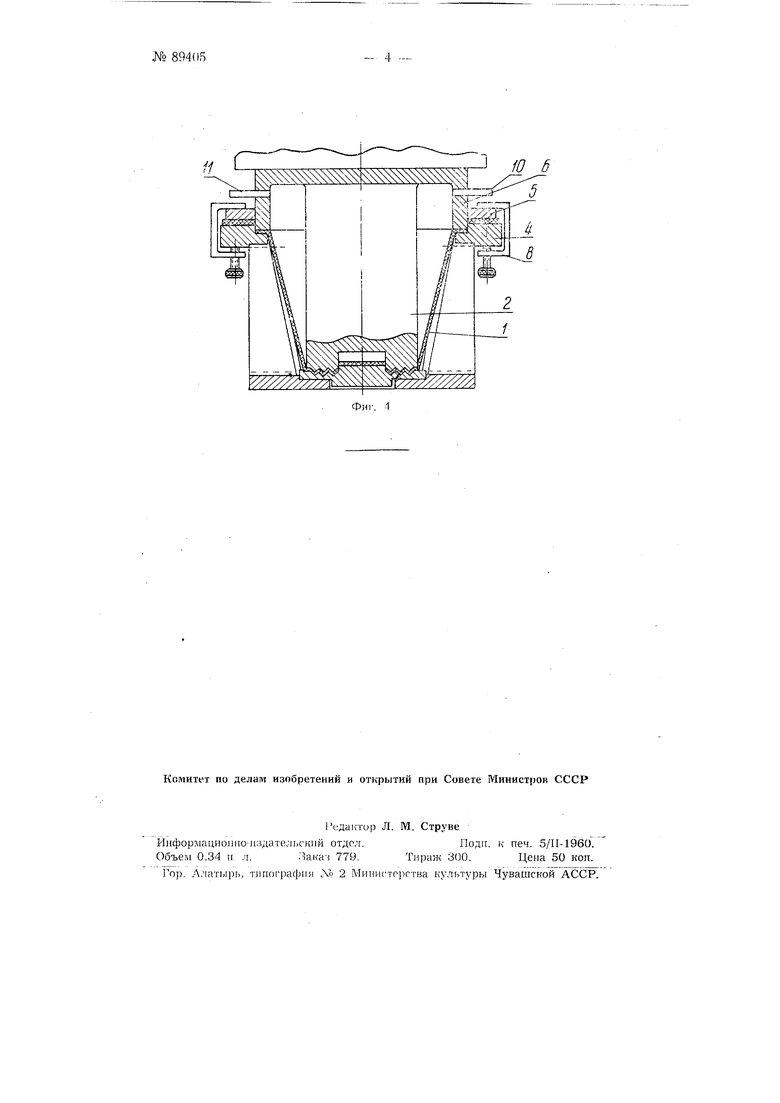
На фпг. 1 изображена пресс-форма для производства цилиндрических, овалообразных н тому подобных изделий в нерабочем положении п разрезе; на фиг. 2-то же, в рабочем положении; на фиг. 3- -ирессфоргиа для производства реберных изделий в нерабочем яоложении в та:-;резе; на фиг. 4-то же, в рабочем положении.
Пресс-форма позволяет формовать изделия из листов ге|)Мостатических материалов с применением предварительного выгягивання загоговки 1 пуансоном 2 и последующим обжимом пневматикой на Н}ансоН1 или в матрицах 3 или 4. Пуансон 2 в верхней и нижней частях взаимодействует с матрицей, предназначеппо11 для формовани.я соответггвеино горловой и донной частей нзде;1ий путем прессования или (ваиия. Пресс-форма обеспечивает кольцевой зажим листов термопластических материалов нри HOMOHUI пл(л ните.чьной нлаикп 5 || 1И евматической камеры 6. Однако пресс формы мо1-ут работать и без кольцевого : ажнма материала: л -:)ГС1м-г. :,атрица i: стенки камеры 6 снабжаются )ежущими кромхами. Лля зажима заготовки и уилотнительпой планки 5 с вырубной матрицей 4, укрепленной па колоннах 7, применяют струбцины 8. Для р(тулирования необходимого дав. воздуха при помощи раснределите.пь-ного.устройства камера 6 оборудована трубами 10, предназначенными для ввода холодного и горячего воздуха, и трубой И для отвола воздхха.
Заготовленную для выработки изделия, предварительно подогретую, заготовку 1 из термопластического материала помещают в прессформу и герметически уплотняют при помощи уплотнительной планки 5.в камеру 6 вводятся пуансон 2, который обтягивает заготовку 1; одновременно в камеру подаются воздух, создающий необходимое давление, под воздействием которого заготовка 1 из термопластического материала обжимается в форме.
Для вырубания заготовки верхняя часть 9 нуансона имеет режущие грани, которыми при взаимодействии с внутренней кромкой кольп.евого зажима осуществляется обрезание зажатых краев листа при переработке его в изделие. В таком положении изделие охлаяадают и затем в 1нимают из камеры.
Предмет изобретения
1.Пресс-форма для формования изделий из листов термопластических материалов с применением предварительного вытягивания заготовки пуансоном с последующим обжимом пневматикой на пуансоне или в лштрнце, отличающаяся тем, что пуансон в верхней и нижней частях взаимодействует с матрицей для формования соответственно горловой и донной частей изделия.
2.Форма выполнения пресс-формы по л. 1, отличающаяся тем, что пуансон в верхней части снабжен режущими гранями, взаимодействующими с матрицей для вырубания заготовки.

У////////////л
W//////////
/
//////////Л
T-J 10 6
