Известны формы для изготовления изделий из листов термоиластического материала с при-менением пневматической свободной вытяжкн зажатой по периметру заготовки материала и выдувания его при помощи введенного внутрь формы полого иерфорированного пуансона, состоящие из имеющей кольцевой зажим ;по верхнему краю пневматической камеры, пуансона с крыщкой для протяжки листа и матрицы в нижней части камеры.
Также известно применение приемов свободного выдувания пневматической Обжимки и вытяжки термопласта с применением введения внутрь формы полого .иерфорированного пуансона.
Эти известные формы и приемы обладают тем .недостатком, что ограничивают возможность изготовления изделий различной конфигурации в одном рабочем процессе.
Описываемая ниже форма отличается от известных форм подобного рода применением пневматической камеры с нагнетаемым в нее горячим газом или воздухом для предварительного свободного выдувания изделия. Такое выполнение позволяет изготавливать изделия различной конфигурации в одном рабочем процессе.
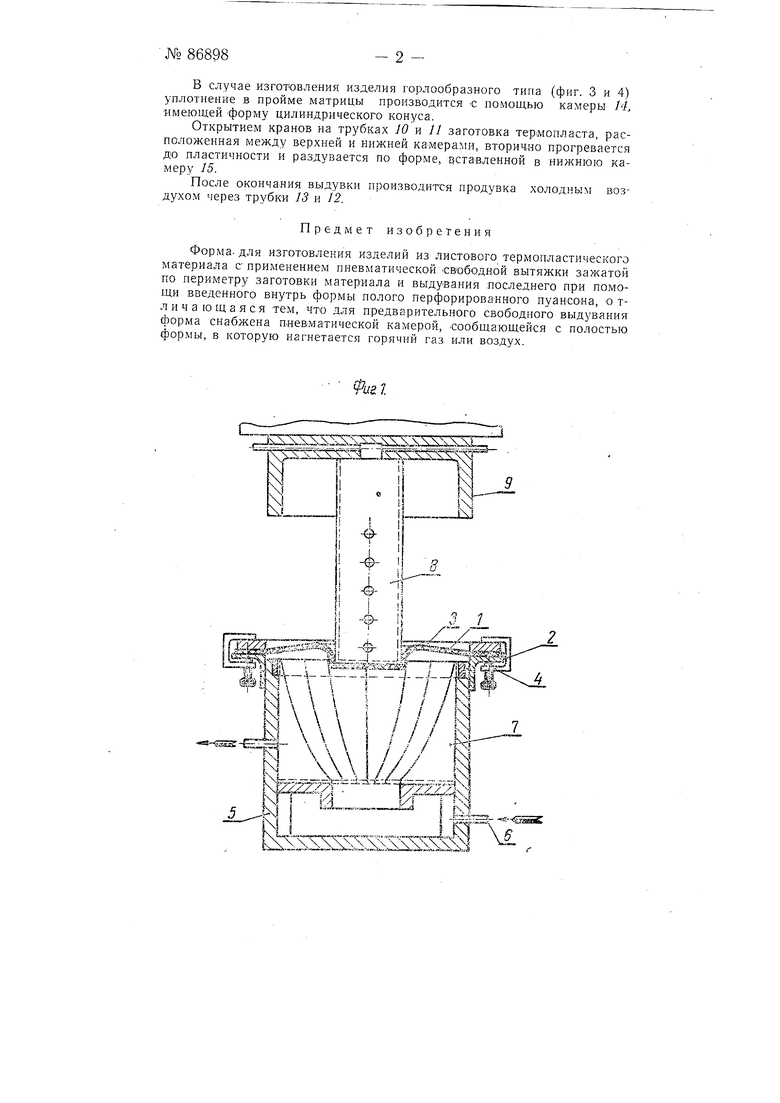
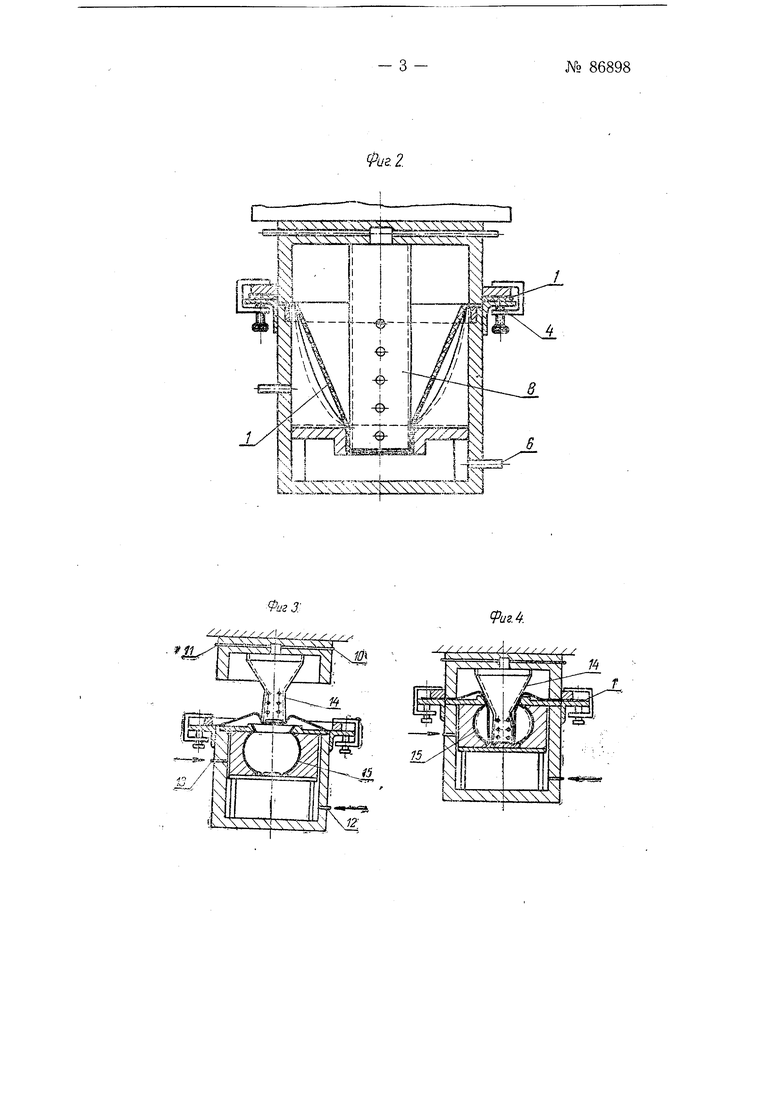
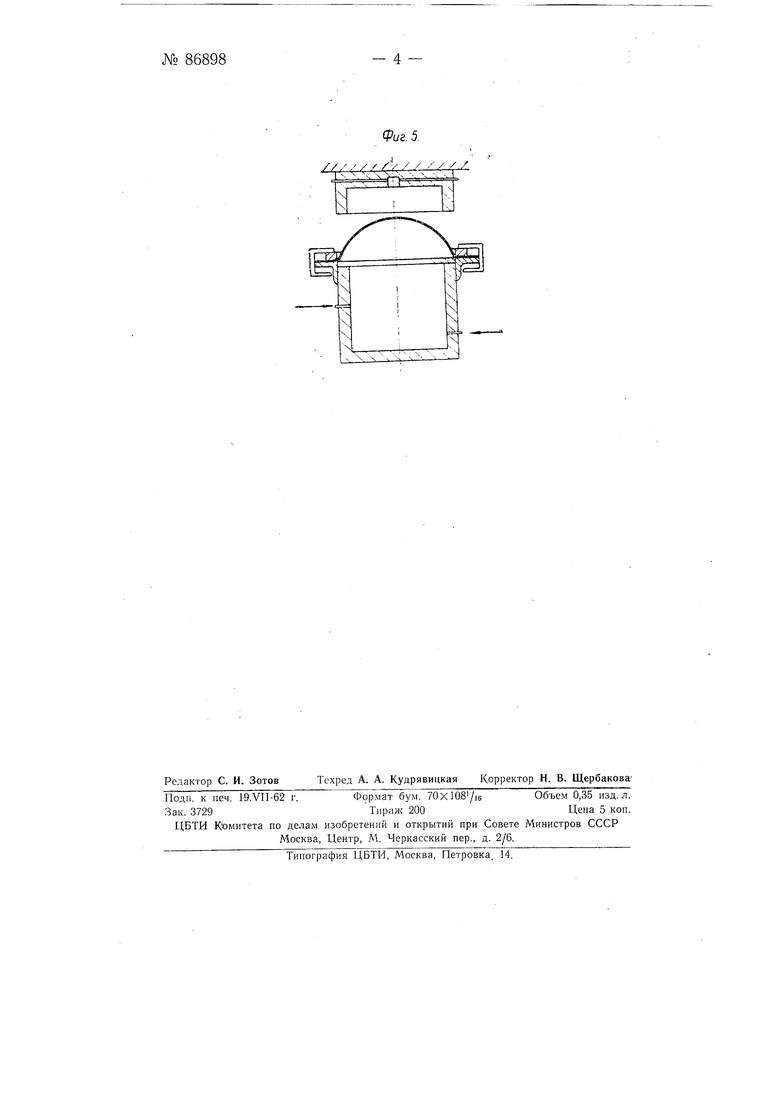
На фиг. 1 -схематически изображена форма для обжима, протяжки, выдувки и щтамповки в момент начала рабочего хода; на фиг. 2- в мо.мент конца рабочего хода; на фиг. 3 и 4-в момент начала и конца рабочего хода при протяжке и выдувке горлообразных изделий; на ьа фиг. 5 - в момент свободного выдувания.
Разогретый лист / термопластического материала укладывается на матрицу 2, уплотняется с помощью уилотнительного кольца 5, прижиJмaeтcя струбцинами 4 (или иными устройствами) к цройме матрицы 2, после чего в нижнюю пневматическую камеру 5 по трубопроводу 6 подается горячий газ или воздух для предварительного свободного выдувания термопласта вверх. Затем внутрь формы 7 вводится на заданную глубину перфорированный пуансон 8, опускаемый вместе, с термопластом, а верхняя камера 9 производит обрубку заготовки в месте входа камеры 9 в проймы матрицы 2; одновременно производится вторичное уплотнение листа / между камерами 5 и 5. Глубина матрицы 2, образуемая кромкой нижней камеры и проймой матрицы, выполняется в пределах толщины щтампуемого термопласта. Это делается для того, чтобы сразу после вырубки кромки последняя была герметично прижата ко дну матрицы.
В случае изготовления изделия горлообразного типа (фиг. 3 и 4) уплотнение в пройме матрицы производится -с помощью камеры 14, имеющей форму цилиндрического конуса.
Открытием кранов на трубках JO и // заготовка термопласта, расположенная между верхней и нижней камерами, вторично прогревается до пластичности и раздувается по форме, уставленной в камеру /5.
После окончания выдувки производится продувка холодным воздухом через трубки 13 и J2.
Предмет изобретения
Форма, для изготовления изделий из листового термопластического материала с применением пневматической -свободной вытяжки зажатой по периметру заготовки материала и выдувания .последнего при помощи введенного внутрь формы полого перфорированного пуансона, о тл и ч а fo щ а я с я тем, что для предварительного свободного выдувания форма снабжена п,нев:матической камерой, сообщающейся с полостью фор.мы, в которую нагнетается горячий газ или воздух.
иаг
V 4-Д ---U. .--JikKj iN I I I W
Ш /7/1
Ц|- / / / Кг
-к- ч V/ / / К
АХД--.
,...,..Г1.-1..Л. „,...,.;J,
X 14-i--1.-/ у I/ .( N.
J/1
,, J rAiar: гчкт..шт тл-тиям.в.
г
-.Л .Г.Т
i..vu-.,.-.«.,-T™J,.
.
SS2 S2SSS
Hf.: S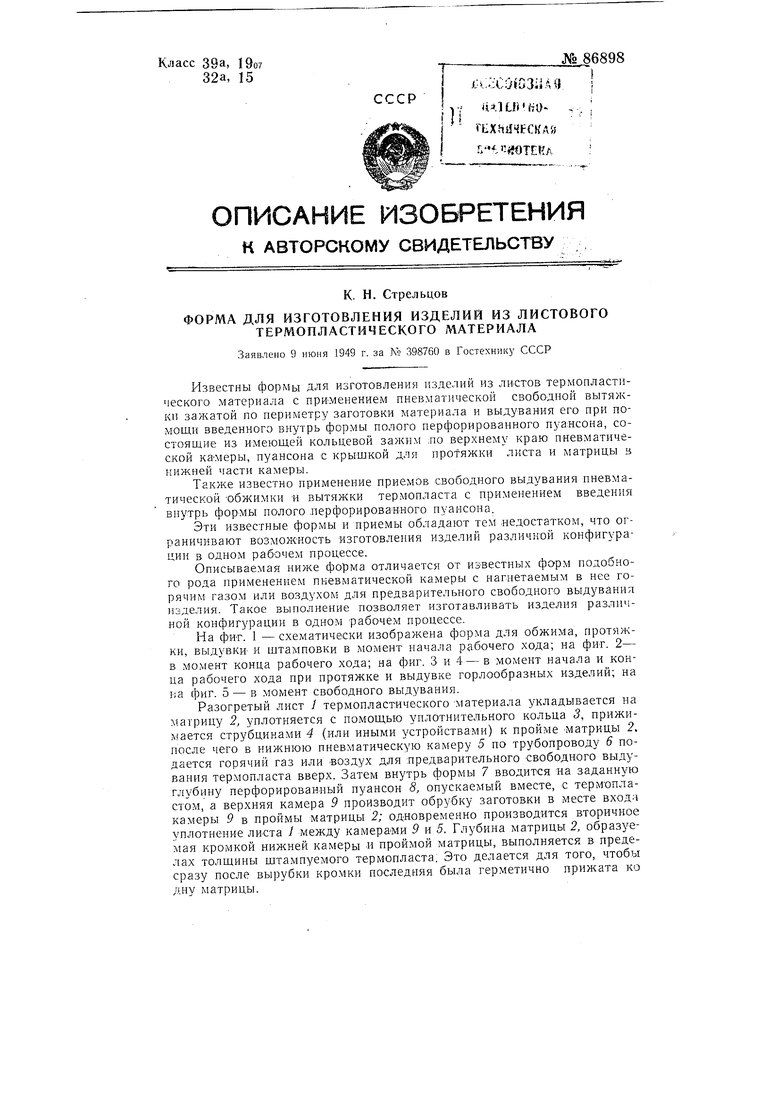
иг З: T4 s:ss3-l S S
911
хж
Риг.4.
// /у/// ///
л гуугу
