00
4
00
:о
Изобретение касается переработки листовых термопластов, например органического стекла, полистирола, винилпласта и т.д.
Известная установка для формовакия изделий из листовых термопластов содержащая силовой агрегат с формообразующей оснасткой, нагреватель и подвижной стол, оборудованный механизмом для возвратно-поступательного перемещения его от нагревателя к. силовому агрегату, не обеспечивает быстрого и равномерного разогрева заготовки при сохранении высокой чистоты ее поверхности,
Цель изобретения - более быстрьй и равномерный разогрев заготовки при сохранении чистоты ее поверхности.
Это достигается тем, что подвиж- ный стол выполнен в виде камеры с перфорированной поверхностью, оборудованный средствами для подачи в нее газообразного теплоносителя под давлением, обеспечивающим сохранение воздушной прослойки между поверхностью стола и заготовкой.
Предлагаемая установка содержит силовой агрегат, сменную в зависимости от метода переработки формообразующую оснастку, электронагревательное устройство и магазин-питатель.
Установка снабжена подвижным столом с буферным устройством в передней торцовой части, служащим для
подачи заготовки из магазина-питателя в рабочую камеру электронагревательного устройства, перемещения опорной заготовки во время нагревания в камере электронагревательного устройства и транспортирования разогретой заготовки на формообразующую ос- .настку.
Таким образом,, подвижный стол является связующим элементом объединяющим все составные части установки и обеспечивает бесперебойную работу всей установки,
Верхняя часть стола представляет собой пневмокамеру, закрытую перфорированной крышкой. Теплый сжатый воздух, выходя тлз пневмокамеры через перфорированную верхнюю крьппку стола создает воздушную подушкур которая поддерживает заготовку при нагревании во взвешенном состоянии, что ,и обеспечивает равномерный и качественный нагрев заготовки до эластичного состояния.
Нижняя часть стола снабжена сисстемой одностороннего инфракрасного нагрева и вакуумной камерой с необходимым количеством присосок которые удерживают вторую заготовку в период ее нагревания в камере электронагревательного устройства и по выходе подвижного стола в зону формования транспортируют заготовку на формообразующую оснастку.
При работе установки в режиме вакуум-формовочной машины нижняя часть подвижного стола выполняет роЛ дополнительного контактного нагревателя и обеспечивает разогревание заготовки, предварительно зажатой по периметру между оформляющим знаком и прижимной рамкой, для чего передняя часть подвижного стола выходит в просвет силового агрегата и фиксируется над зажатой заготовкой.
Вакуумные присоски в нижней плоскости стола создают возможность одновременно нагревать две заготовки, а также возможность работы на ручном режиме подачи заготовок на подвижный стол для дальнейшей ее транспортировки в камеру электронагревательного устройства без использовани магазина-питателя, что особенно важно при использовании установки для изготовления малых партий изделий и при формовании тонких листов.
При пневмоформовании съем разогретой заготовки с подвижного стола происходит или при помощи устройства которым снабжается камерная часть пневмооснастки, или регулируемого по диагоналям стола устройства, которое крепится к верхней траверсе силового агрегата при помощи четырех буферных подвесок, каждая из которых состоит из стакана, внутри которого помещен шток, и пружин возврата К концам штоков крепится замкнутая пустотелая камера, снабженная в нижней, части щелями для действия вакуума и штуцером для отсоса воздуха из полости камеры. Для регулирования высоты подвески камеры имеется подвижная гайка, дающая возможность увеличивать опережающий выход вакуумной камеры по отношению к матричной части оснастки дополнительно на 20-25 мм
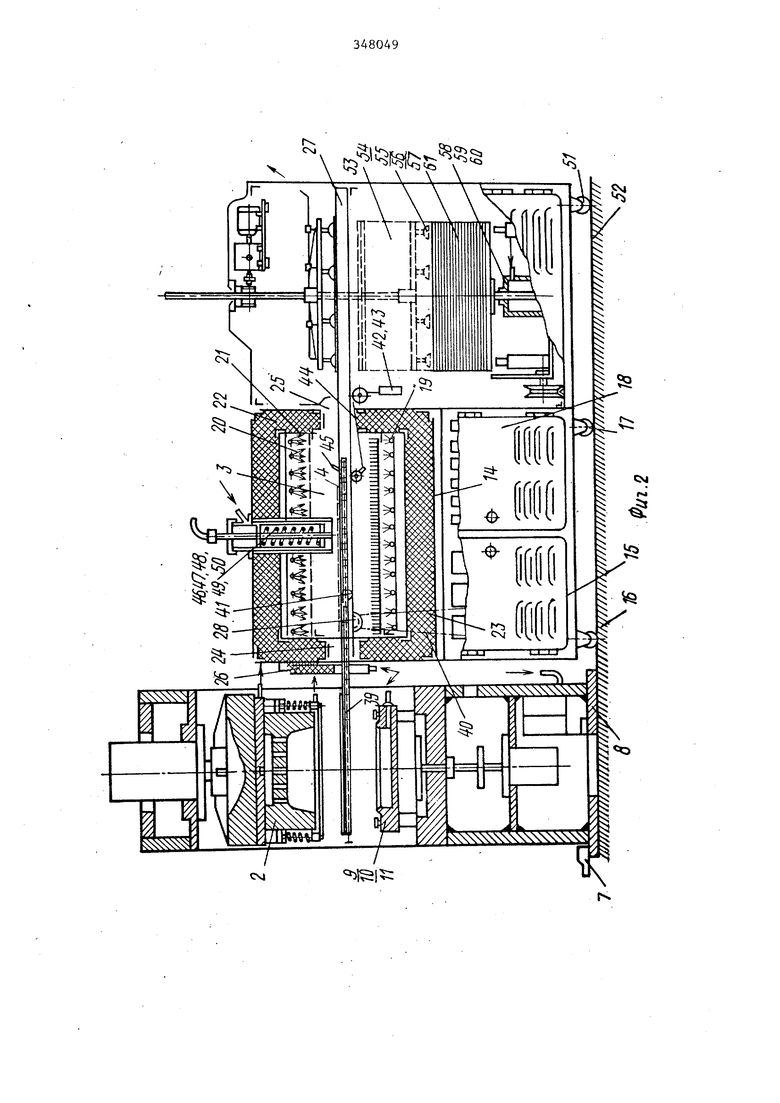
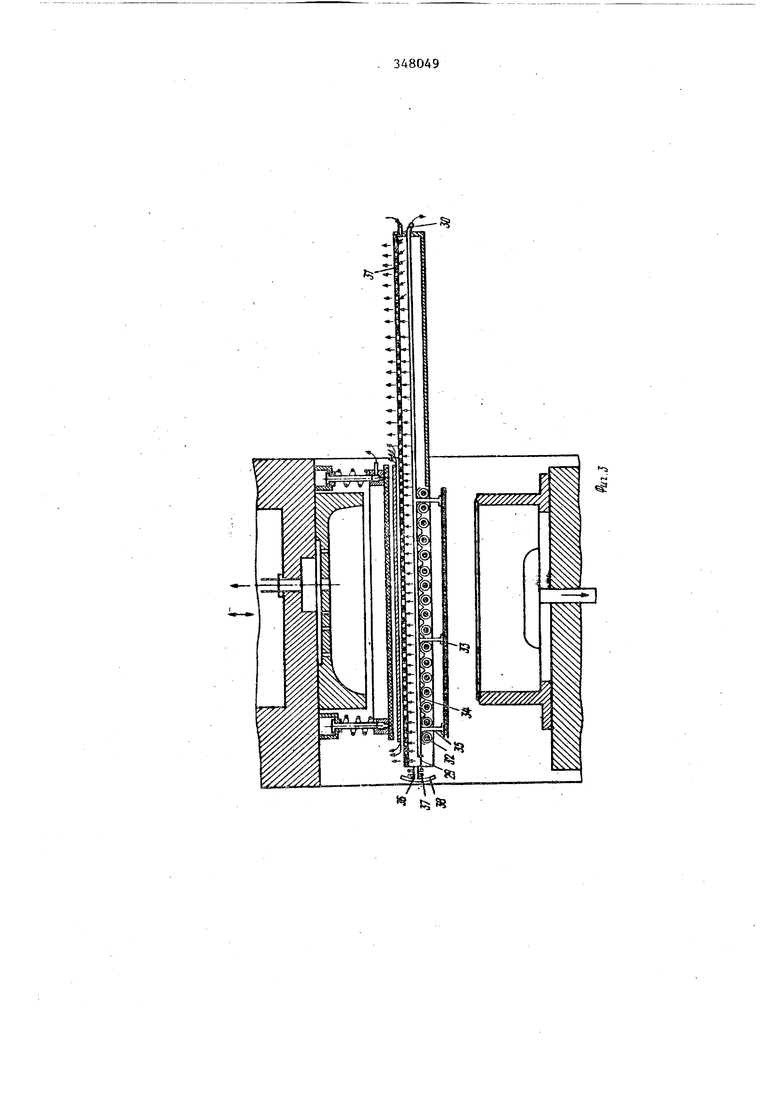
При вакуум-формовании разогретая заготовка подается на вакуумную камеру за счет прекращения действия вакуума в нижней части подвижного стола При выходе стола из рабочей камеры электронагревательного устройства буферное устройство сталкивает отфор мованное изделие, извлеченное из .фор мы пневмовыталкивателем. Предлагаемая установка содержит также магазин-питатель, работа которого основана на применении вакуумных присосок (чашек) в качестве захватывающего узла. Чтобы исключить ручную загрузку заготовок в магазинпитатель, их можно сразу загрузить в определенном количестве, обеспечишающем работу установки в течение смены и даже больше. Установка снабжена механизмом задержки заготовки, который удерживает заготовку в рабочей камере электронагревательного устройства при выходе стола.в магазин-питатель. На фиг. 1 показана предлагаемая установка, в плане; на фиг. 2 - то же, вид сбоку с частичным разрезом; на фиг. 3 - устройство для съема заготовки с поверхности стола; на фиг. 4 - нижняя часть подвижного сто ла, используемая в качестве контактного нагревателя при работе установки в режиме вакуум-формовочной машины Предлагаемая установка включает силовой агрегат 1, сменную формообра зующую оснастку 2, электронагревательное устройство 3, подвижный стол 4, магазин-питатель 5, пульт 6 управления, ножную электропедаль 7, фундаментную раму 8. Силовой агрегат представляет собо гидропресс, формообразующая оснастка которого состоит «3 матричной части 9 и камерной части 10 с отжимным кан том 11 (при пневмоформбвании) и из матричной части 12 и прижимной 13 (при вакуумном формовании). Электронагревательное устройство состоит из корпуса 14, опорной рамы 15, установленной на роликах 16 и 17 защитных ограждений 18, электронагре вательных, элементов 19 высокого сопротивления и перфорированного экрана 20. Корпус печи вьшолнен из уголков и состоит из двух несущих каркасов; внутреннего 21 и наружного 22, зазор между которыми заполнен теплоизоляционным слоем 23, Б корпусе электронагревательного устройства имеются две щели 24 и 25 для выхода стола, одна из которых (24) находится в торцовой части со стороны силового агрегата и имеет механически открывающуюся заслонку . 26, а другая (23) - в торцовой части со стороны магазина-питателя. Внутри электронагревательного устройства по длине его рабочей камеры установлены две взаимнопараллельные профильные направляющие 27 для направления движения стола, жестко закрепленные с одного конца и плавающие с другого, и две соосно соединенные шестерни 28, имеющие принудительное движение от индивидуального электромотора. Стол 4 пустотельй и разделен внутренней перегородкой 29 на верхнюю н нижнюю камеры/см, фиг. З) . Задняя торцовая стенка стола снабжена двумя штуцерами 30, через которые подается сжатый воздух в верхнюю камеру и отсасывается из нижн.ей. Верхняя крьш1ка 31 стола перфорирована. Сжатый воздух, свободно ступая через отверстия в верхней крьш1ке, создает воздушную подушку на поверхности стола, которая обес печивает поддержание заготовки во взвешенном состоянии при нагревании, В нижней части стола помещаются дополнительные источники 32 нагрева в количестве, достаточном для разогрева тонких (до 4-х м) заготовок термопласта, а также определенное коли-т чество вакуумных присосок 33, позволяющих удерживатьзаготовку во взвешенном состоянии« Вакуумная камера отделяется от источников дополнительного электронагрева волнообразным отражательным экраном 34. В сплошной нижней крьшке 35 стола имеются отверстия для вывода вакуумных присосок за пределы нижней плоскости стола. В передней торцовой части -; стола помещено буферное устройство, которое состоит из штока 36 с пружиной 37 и самого буфера 38. По всей длине стола предусмотрены две параллельные сквозные щели, необходимые для свободного движения стола при поднятых упорах механизма задержки заготовки, К боковым торцоньм сторонам стола прикреплены две зубчатые рейки 39, которые в зацеплении с двумя шестернями 28, имеющими принудительное вращение от индивидуального электродвигателя через передачу 40, обеспечивают возвратно-поисту- пательное движение стола в требуемых пределах. Движение стола происходит за счет перемещения опор скольжения (роликов .41 по профильным направляющим 27. Для удержания заготовки в зоне на гревания при выходе стола в магазинпитатель предусмотрен специальный механизм задержки заготовки, который располагается вблизи задней торцовой стенки электронагревательного устройства. Механизм состоит из пневмоцилиндра 42 со штоком 43, тяги 44, шарнирно соединенной с двумя соосно соединенными угловыми упорами 45. Подача сжатого воздуха в пневмоцилиндр механизма осуществляется через воздухораспределитель и увязана с электрической схемой управления работой-установки. Дпя обеспечения контроля температуры разогретой заготовки в рабочей камере электронагревательного устройства предусмотрен дополнительный прибор, в котором совмещены пневмоци линдр 46 для перемещения сблокирован ной со штоком поршня 47 быстродействующей поверхностной термопары 48 и теплоизоляционный экран 49, защищающий рабочую часть термопары от воздействия температуры окружающего воз духа рабочей камеры, а также пружина 50 возврата. Концы трубчатых нагревательных элементов 19 вьгходят из камеры для удобства подключения электропитания и быстрой замены элементов в случае их. выхода из строя. Выврды для подвода электропитания к трубчатым нагревательным элементам расположенным в нижней части стола, подключаются к специальным контактным устройствам, которые скользятпо шинам при движении стола.Шины распо-. лагаются в рабочей камере электронагревательного устройства и крепятся к внутренней стенке камеры сбоку от стола на кронштейнах. Опорная рама электронагревателького устройства и магазина-питателя выполняется общим сварным каркасом из швеллеров и устанавливается на роликах 16,17 и 51, передвигающихся по направляющим 52 фундаментной рамы. Такое крепление позволяет совмещать плоскость подвижного стола с плоскостью формообразующей оснастки устанавливаемой на силовом агрегате. В магазине-питателе для захвата заготовки предусматривается несущая рама 53, на которой установлена система вакуумных чашек 54. Привод рамы обеспечива.ется электродвигателем 55, редуктором 56 и реечной передачей 57. Магазин-питатель снабжен подъемным устройством, которое состоит из пневмоцилиндра 58 со штоком 59 и толкателем 60, обеспечивающими необходимьш подъем кассеты с заготовками для исключения чрезмерно большого хода несущей рамы. Загрузка заготовок в питатель осуществляется путем механизированной их подачи открытой стопкой или в кассете 61. Действие механизма питающего устройства сблокировано с ходом подвижного стола и механизмом задержки заготовки. Управление работой установки осуществляется с пульта управления, который устанавливается с правой стороны силового агрегата и представляет собой металлический каркас, закрытый кожухом из термопласта. На переднем щитке пульта имеется пусковая и сигнальная аппаратура управления электрической схемой установки, а также аппаратура электропневмовакуумной системы. Для удобства обслуживания пульт может поворачиваться относительно вертикальной оси. Ножная педаль предназначена для дублированного управления движением стола назад, что создает значительное удобство формовщику в процессе обслуживания установки. Фундаментная рама предназначена для монтажа силового агрегата и электронагревательного устройства с магазином-питателем. Она изготовляется из сортового проката и для удобства при перевозке и монтаже может состоять из двух частей, соединяющихся между собой при помощи обычного крепежа. Рама крепится к типовому . бетонному основанию анкерными болтами. Установка снабжается вакуумным насосом, ресивером. Подача сжатого воздуха осуществляется или от индивидуального компрессора, или от внутрицеховой пневмолинии. Описанная установка работает следующим образом.
Перед началом работы в магазинпитатель загружают кассету с заготовками. Первую заготовку укладывают на переднюю.часть стола вручную, когда стол находится в крайнем левом положении в рабочей части силового агрегата. Затем стол движется вправо, подавая заготовку в рабочую камеру электронагревательного устройства и останавливается в крайнем правом положении. Таким образом, передняя часть стола находится в рабочей камере электронагревательного устройства, а задняя часть через щель по ступает в магазин-питатель.Заслонка автоматически опускается И закрывает переднюю щель рабочей камеры. Этого времени достаточно для того, чтобы в питателе несущая рама опус- тилась, заготовка из кассеты, захватываемая вакуумными присосками и удерживаемая ими, поднялась за счет обратного хода рамы и зафиксировалась в положении над столом. Затем в верхнюю часть стола подают сжатый воздух который проходя через отверстия его верхней крьппки, создает воздушную подушку, на которой и происходит разогревание заготовки. Расстояние между поверхностями заготовки и стола поддерживают в пределах 10-15 мм. В это же время другая заготовка в питателе при отключении вакуумного насоса попадает на заднюю часть стола. После этого открывают заслонку перед ней щели электронагревательного устройства и стол выходит из зоны нагревания, подавая заготовку, разогретую до эластичного состояния, в зону формования силового агрегата на оснастку. Верхнюю траверсу силового агрегата вместе с матричной частью оснастки опускают до соприкосновения с поверхностью заготовки. Пресс останавливается, срабатывает механизм съема разогретой заготовки и стол, освобожденный от заготовки, возвращается в рабочую камеру электронагревательного устройства.
Подвижную траверсу силового агрегата вместе с матричной частью и разогретой заготовкой опускают до полного смыкания обеих частей оснастки.
Заготовку уплотняют по контуру пневмокамерой и одновременно штамповыми устройствами, встроенными в пневмокамеру, обрубают избыточную кромку заготовки.
Затем в камерную часть оснастки через штуцер подают сжатый воздух, который формует заготовку по оформляющему знаку-В изделие. Отформованное изделие охлаждают в форме до конструтивной жесткости и после снятия сначала пневматического, а потом гидравлического давлений извлекают из формы пневмовыталкивателем.
Готовое изделие из зон формования удаляют буферным устройством стола при выходе его из камеры электронагревательного устройства в позицию формования.
За время формования изделия другую заготовку разогревают в рабочей электронагревательного устройства до эластичного состояния, а очередную заготовку подают на заднюю часть стола из магазина-питателя.
Механизм задержки заготовки работает следующим образом
При выходе стола в крайнее правое положение, т.е. в зону формования, срабатывают концевые выключатели, которые подают команду и сжатый воздух поступает в пневмоцилиндр механизма.
Угловые -упоры выходят из пазов стола и занимают вертикальное положение, выступая над поверхностью стола обеспечивая перемещение заготовки с задней части стола на переднкно, тем самым освобождая заднюю часть стола для принятия новой заготовки из магазина-питателя .
При остановке стола в крайнем левом положении, т.е. в магазине-питателе, концевые выключатели подают команду и подача сжатого воздуха в пневмоцилиндр механизма прекращается Упоры опускаются и, занимая горизонтальное положение ниже плоскости стола, помещаются в пазах стола, не препятствуя последующей подачи заготовки в рабочую камеру электронагревательного устройства.
Фиг.1 5лй 
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования крупногабаритных изделий из листовых термопластов | 1976 |
|
SU927518A1 |
| Установка для формования изделий из листовых термопластов | 1972 |
|
SU496779A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ САЛОНА САМОЛЕТА ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2200114C2 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2266817C1 |
| Вакуум-формовочная машина для изготовления изделий из термопластов | 1988 |
|
SU1685738A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2257999C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2279974C1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2280557C1 |


УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ТЕРМОПЛАСТОВ, содержащая силовой агрегат, формообразующую оснастку, электронагреватель и подвижный стол, оборудованный механизмом для его возвратно-поступа- -тельного перемещения от нагревателяк силовому агрегату, отличающая с я тем, что, с целью более быстрого rt равномерного разогрева за- готЬвки при сохранении высокой чистоты ее поверхности в процессе формования, подвижный стол выполнен в виде камеры с перфорированной поверхностью, оборудованной средствами для подачи в нее газообразного теплоносителя, например нагретого воздуха, под давлением, обеспечивающим поддержание воздушной прослойки.между поверхностью стола и заготовкой.