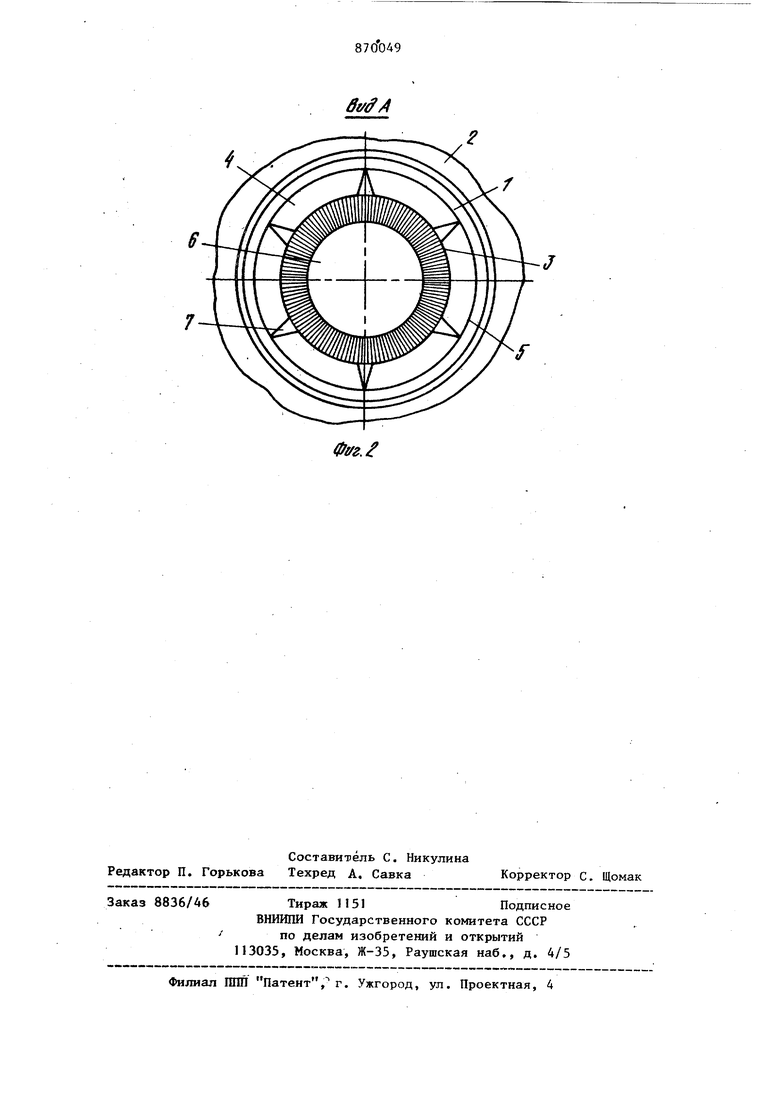
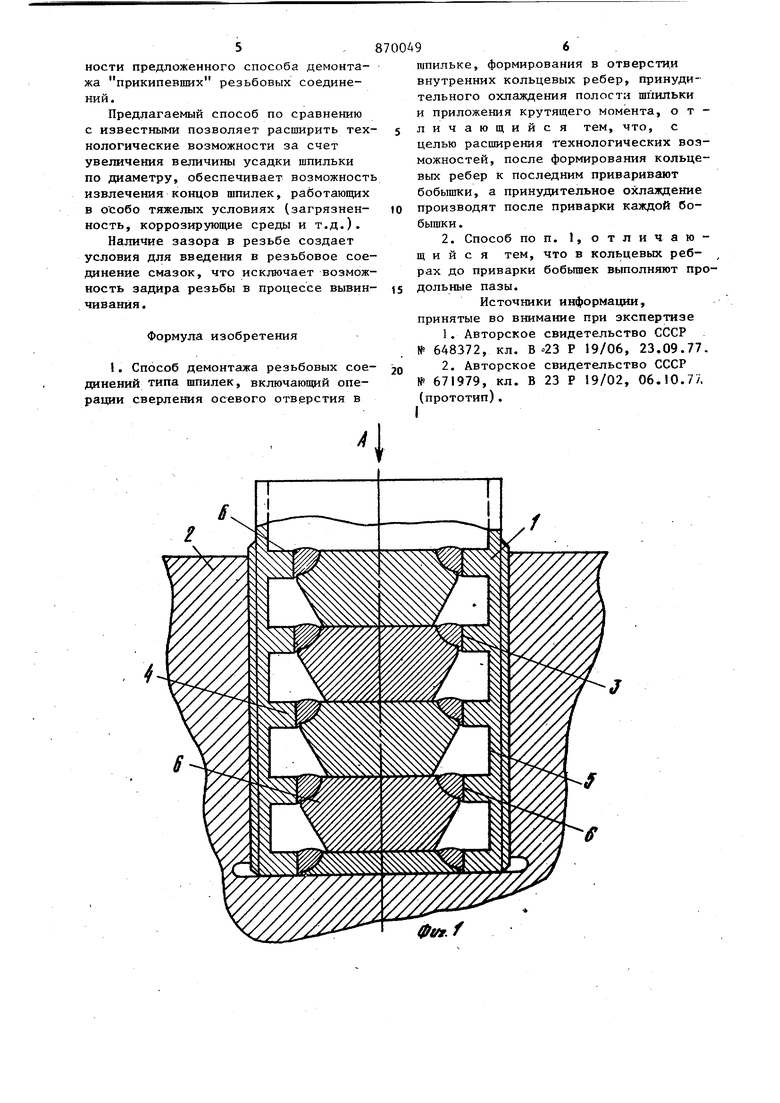
Изобретение относится к области машиностроения, а именно к технике демонтажа резьбовых соединений, и может быть использовано в судостроении, энергетике, в химической и в других отраслях промьшленности. Известен способ демонтажа резьбовых соединений, по которому в стер не резьбового конца охватываемой детали соединения сверлят продольное отверстие, в отверстии формируют вну ренние кольцевые ребра, канавки между ними заполняют огнеупорным теплоизолирующим материалом, а зетем внут ренние поверхности ребер нагревают с последующим принудительным охлаждением и приложением крутящего момен та П. Недостатком данного способа является сложная технология демонтажа, так как в сравнительно небольших по диаметру резьбовых деталях затруднительно выполнение операции набивки теплоизоляции в канавки между ребрами. Наиболее близким решением из известных по технической сущности и достигаемому результату является способ демонтажа резьбовых соединений типа шпилек, включающий операции сверления осевого отверстия в шпильке, формирования в отверстии внутренних кольцевых ребер, принудительного охлаждения полости шпильки и приложения крутящего момента Г2. Недостатком известного способа является сложность удаления резьбового элемента, изготовленного из жаропрочной стали, так как возникающий в резьбовом соединении зазор недостаточен для удаления упомянутого элемента без повреждения охватывающей детали. Целью изобретения является расширение технологических возможностей. Указанная цель достигается тем, что в способе демонтажа резьбовых соединений типа шпилек, включающем операции сверления осевого отверстия в шпильке, формирования в отверстии внутренних кольцевых ребер, принудительного охлаждения полости шпильки и приложения крутящего момента, после формирования,кольцевых ребер к последним приваривают бобышки, принудительное охлаждение производят после приварки каждой бобьппки, а до приварки бобышек в кольцевых ребрах выполняют продольные па зы. Сварочные деформации, возникающие при приварке бобышек к ребрам, обеспечивают уменьшение диаметра охватываемой детали и приводят к образованию зазора в резьбе. Выполненные в ребрах (перед привар- кой бобышекУ продольные пазы приводя к повьш1ению эффективности предложенного способа, т.е. к увеличению диаметральной усадки резьбового стержня после приварки бобышек на 015-17%. На фиг. 1 изображен общий вид шпильки с приваренШ)1ми бобышками; на фиг. 2 - вид А на фиг. 1. Способ осуществляют следующим образом. Шпильку I обрезают вблизи корпуса 2, а затем вдоль ее оси на всю дл ну резьбовой части сверлят отверстие 3. Далее посредством расточки отверс тия формируют кольцевые ребра 4. Тол пщна стенки 5 принимается не менее высоты профиля резьбы во избежание сквозного прорезания стенки. Ширина В и высота С ребер определяются, исходя из размеров зоны проплавления. Кроме того, их можно определить по экспериментально получен ной авторами зависимости: ВгС(0,09 - 0,14)0, где В - ширина ребра, С - высота ребра, D - диаметр Щпильки, После формирования кольцевых ребер к ним .последовательно, начиная с нижнего, прмваривают бобышки 6. Для исключения перегрева стенки 5 свьппе 400-500 С (для стали), который можат вызвать осевую усадку стенки вследствие ее пластической деформации, после приварки каждой бобышки 6 шпильку подвергают принудительному охлаждению. / , Сварочные напряжения в швах обеспечивают усадку шпильки по диаметру при отсутствии её осевой усадки.Пр уменьшении диаметра шпильки разрушаются адгезионные связи в прикипевшем резьбовом .соединении и образуется зазор между поверхностями резьбовых деталей. Дополнительный эффект увеличения диаметральной усадки достигается путем рассечения ребер 4 продольными пазами 7, снижающими жесткость ребер. Вывинчивание шпильки, подвергнутой усадке, происходит без приложения значительных усилий вывинчивания, что позволяет сохранить без повреждений резьбу корпуса. Предлагаемый способ проверен экспериментально. Эксперимент проводится на гладких (,с целью повьш1еиия точ-.ности замеров) образцах из стали 3 ГОСТ 380-71. Наружный диаметр образцов 65 мм, длина 87 мм. Диаметр отверстия 3-45 мм. Количество ребер 4-5 штук, шаг ребер 20 мм. Высота и ширина ребер 4-7 мм. Ребра формируются канавочным расточным резцом на токарном станке. Образцы запрессовываются в корпус 2, изготовленный из стали 3, по прессовой посадке. Высота бобышек 6, изготовленных из стали 3, равна шагу ребер 4-20 мм. Наружный диаметр бобышек принят 44 мм (зазор между ребром 4 и бобышкой 6 0,5 мм на сторону). Бобьш1ки 6 имеют разделку кромок под сварку, как показано на фиг. 1. Сварка производится вручную электродом марки УОНИ 13/55 диаметром 4 мм..Сварочный ток постоянный. Сила тока 150 А, напряжение 30 В. Бобьшпси 6 привариваются к ребрам 4 последовательно, начиная с нижней, причем после приварки каждой бобышки 6 шпилька 1 охлаждается проточной водой, заливаемой в полость шпильки Ii Остатки воды вьщуваются сжатым воздухом. После приварки всех пяти бобышек 6 образцы свободно проворачиваются в корпусе 2 в любую сторону рукой и свободно вынимаются из корпуса 2 ,что гарантирует свободное вывинчивание резьбовых концов. Температура стенки5 определяется по таблице цветов побежалости на наружной поверхности образца после его извлечения из корпуса 2 и- составляет 150-200 С. Обмер образцов производится с точностью до 0,01 мм микрометром. Усадка по диаметру составляет 0,18-0,20 мм, осевая усадка отсутствует. Полученные результаты позволяют сделать вывод об эффективности предложенного способа демонтажа прикипевших резьбовых соединений.
Предлагаемый способ по сравнению с известными позволяет расширить технологические возможности за счет увеличения величины усадки шпильки по диаметру, обеспечивает возможност извлечения концов шпилек, работающих в особо тяжелых условиях (загрязненность, коррозирующие среды и т.д.).
Наличие зазора в резьбе создает условия для введения в резьбовое соединение смазок, что исключает возможность задира резьбы в процессе вывинчивания .
Формула изобретения
. Способ демонтажа резьбовых соединений типа шпилек, включающий операции сверления осевого отверстия в
шпильке, формирования в отверстии внутренних кольцевых ребер, принудительного охлаждения полости шпильки и приложения крутящего момента, о т личающийся тем, что, с
целью расширения технологических возможностей, после формирования кольцевых ребер к последним приваривают бобышки, а принудительное охлаждение производят после приварки каждой бобышки .
2. Способ по п. 1, отличающийся тем, что в кольцевых ребрах до приварки бобышек выполняют продольные пазы.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 648372, кл. В 23 Р 19/06, 23.09.77. 2. Авторское свидетельство СССР № 671979, кл. В 23 Р 19/02, 06.10.7/. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ демонтажа резьбовых соединений | 1977 |
|
SU648372A1 |
| Способ демонтажа резьбовых соединений | 1977 |
|
SU671979A1 |
| Способ демонтажа резьбовых элементов | 1987 |
|
SU1445894A1 |
| Способ демонтажа поврежденных резьбовых изделий | 2019 |
|
RU2716557C1 |
| Шпилька | 1977 |
|
SU682685A1 |
| Устройство для демонтажа элементов соединений | 1982 |
|
SU1007898A1 |
| Статор электрической машины и способ его сборки | 1991 |
|
SU1836776A3 |
| ВОДЯНАЯ КАМЕРА ГОРИЗОНТАЛЬНОГО СЕТЕВОГО ПОДОГРЕВАТЕЛЯ | 2016 |
|
RU2648394C2 |
| Способ удаления резьбовых элементов соединений | 1977 |
|
SU655521A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ АГРЕГАТОВ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2014 |
|
RU2573628C2 |