Изобретение относится к способам демонтажа прикипевших резьбовых элементов при ремонте различных агрегатов в тяжелом машиностроении, судостроении и других областях техники.
Цель изобретения - повышение эффективности способа путем увеличе- пия деформации наружной поверхности резьбового элемента, что позволяет гарантированно расчленить прикипевшие участки профиля резьбы.
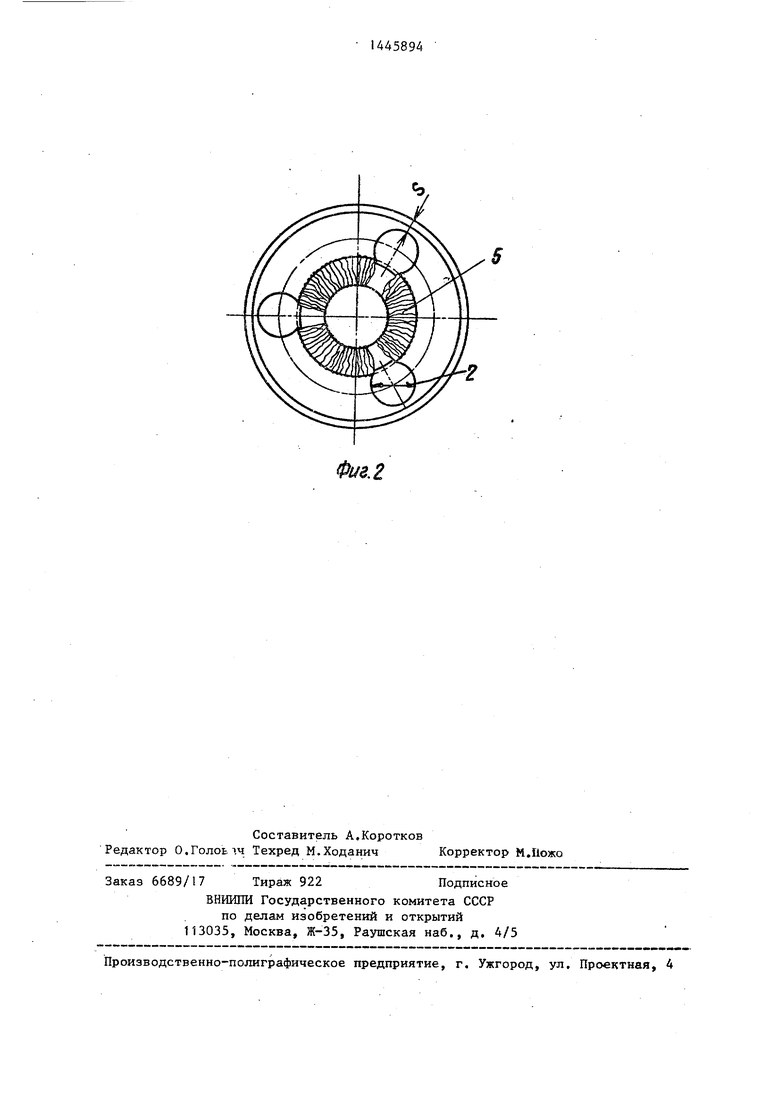
На фиг.1 представлен удаляемый резьбовой элемент, продольный разрез; на фиг,2 то же, план.
Способ реализуют следующим обра- зэм.
Б прикипевшем резьбовом элеьген- re j например, шпильке 1 сверлят несколько продольных равнорасположен- ных О гверстий 2, параллельных оси пшильки . Затем в резьбовом конце ШПИЛЬКИ 1 сверлят осевое отверстие 3 .так, что оно вскрывает- периферий-- ные на некоторую величину, е, после чего к Вертикальным стенкам полости резьбового конца, образованной осевым отверстием, приваривают технологические перемычки 4 путем наложения сварных швов 5, Технологические перемычки 4 привариваются поочеред- Wo, начиная с иютней, причем после
приварки каждой из них полость птиль- ки 1 охлаждается во избежание перегрева резьбы базовой детали 6. Приварка технологических перемычек 4 приводит к изменению диаметра шпильки 1, разрыву адгезионных связей между металлом шпильки 1 и базовой деталью 6 и образованию, зазора между ними. После этого к шпильке 1 прикладьшается крутящий момент в направлении вывинчива-) ния и шпилька 1 удаляется из базовой детали 6.
Формула изобретения
Способ демонтажа резьбовых элементов, заключающийся в сверлении центрального отверстия по оси элегмента, локальной деформации его наружной поверхности путем вваривания в отверстие технологических перемычек С- периодическим охлаждением мест локальной деформации и извлечением
резьбового элемента посредством вра- ш,енияз отличающийся тем, что, с целью повьш1ения эффективности способа, мехчду операциями сверления осевого отверстия и вваривания технологических пере1 1ычек выполняе тся операция сверления нескольких рав- норасположенных по окружности отверстий, смежных с центральным. 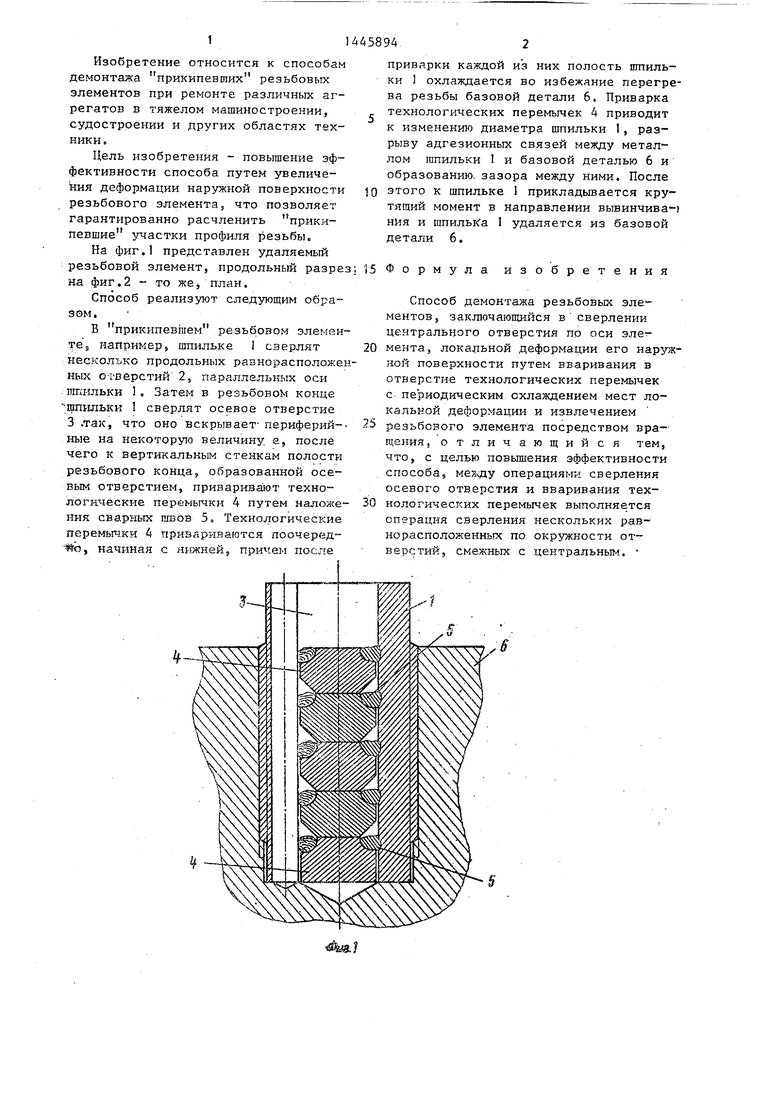
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ демонтажа резьбовых соединений | 1977 |
|
SU870049A1 |
| Устройство для демонтажа элементов соединений | 1982 |
|
SU1007898A1 |
| Способ демонтажа резьбовых соединений | 1977 |
|
SU671979A1 |
| Способ демонтажа элементов соединений | 1980 |
|
SU870051A1 |
| Способ демонтажа резьбовых соединений | 1977 |
|
SU648372A1 |
| Патрон к механизированным ручным инструментам | 1981 |
|
SU1061980A1 |
| Устройство для разборки резьбовых соединений | 1980 |
|
SU982892A1 |
| СПОСОБ ОБРАЗОВАНИЯ ПРОЕМА В СТЕНЕ ДЛЯ ПРОВЕДЕНИЯ СПАСАТЕЛЬНЫХ И НЕОТЛОЖНЫХ АВАРИЙНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ В БЛОКИРОВАННОМ ПОМЕЩЕНИИ В УСЛОВИЯХ ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЙ | 1993 |
|
RU2040661C1 |
| Трубчатое сверло | 1991 |
|
SU1785485A3 |
| СПОСОБ РЕМОНТА ПОКРЫТИЙ | 2008 |
|
RU2398080C2 |
Изобретение относится к способам демонтажа прикипевших резьбовых соединений при ремонте различных агрегатов в тяжелом машиностроении и др областях техники. Цель изобре; тени я - Ьовышение эффективности способа демонтажа резьбовых соединений. Способ демонтажа резьбовых : элементов заключается в выполнении центрального отверстий по оси элемента, локальной деформации его наружной поверхности путем вваривания в это отверстие технологических перемычек с периодическим охлаждением мест локальной деформации и извлечением резьбового элемента путем его вращения. При этом перед операцией вваривания технологических перемычек в резьбовом элементе дополнительно сверлят несколько равнорасположен- ных по окружности отверстий, смежных с центральным отверстием. 2 ил. е S
Фиг. 2.
