1
Изобретение относится к машиностроению,а именно к технологии демонтажа резьбовых соединений, и может быть использовано при ремонте различного оборудования.
Известен способ демонтажа резьбовых соединений, по которому в стержне резьбового конца 5 охватываемой детали соединения сверлят продольное отверстие, в отверстии формируют внутренние кольцевые ребра, канавки между ними заполняют огнеупорным теплоизолирующим материалом, а затем внутренние поверхности ребер нагревают Ю с последующим принудительным охлаждениелт и приложением крутящего момента 1.
Известный способ имеет сложную технологию, так как в сравнительно небольших по диаметру 15 резьбовых деталях затруднительно выполнение операции набивки теплоизоляции в канавки между ребрами.
Целью изобретения является упрощение процесса демонтажа.
Эта цель достигается тем, что на внутреннюю поверхность кольцевых ребер накладь1вают кольцевые сварные швы., .
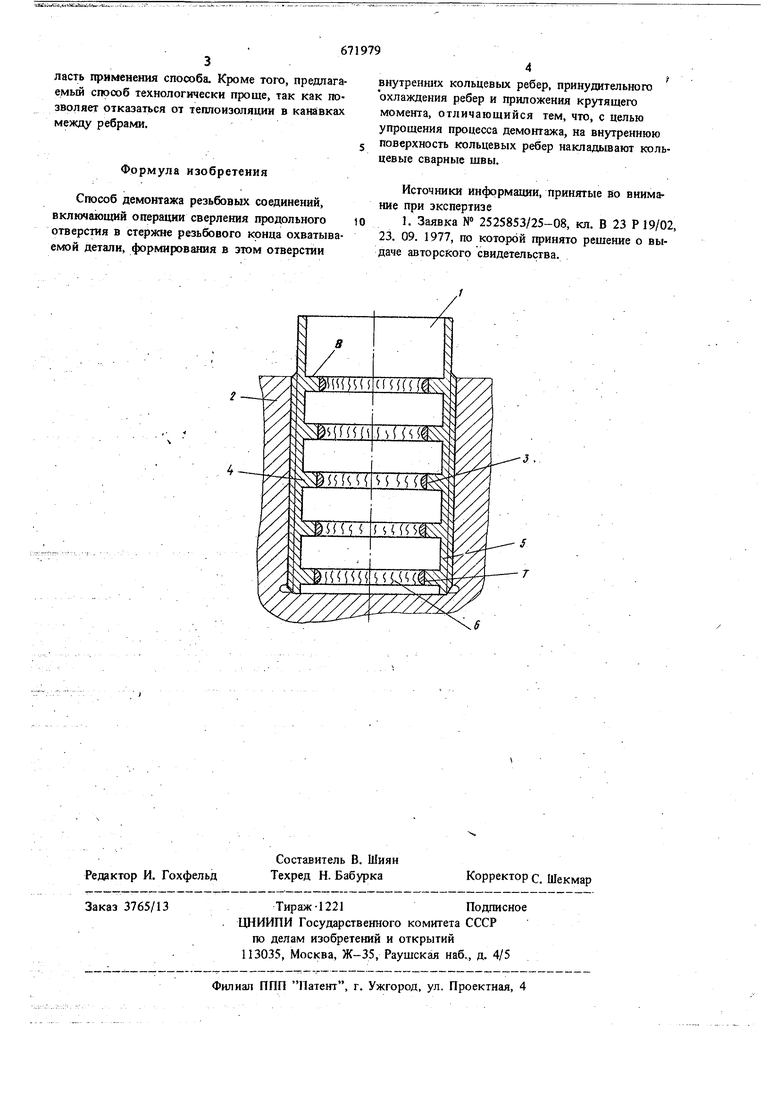
Предложенный способ извлечения резьбовых деталей поясняется чертежом, на котором показано резьбовое соединение в разрезе.
Первоначально шпильку 1 резьбового соединения обрезают вблизи.корпуса 2. Затем вдоль оси шпильки 1 на всю глубину резьбовой части сверлят отверстие 3. С помощью расточного приспособления (не показано) на. внутренней поверхности шпильки 1 формируют кольцевые ребра 4. Толщина стенки 5, получаемой расточкой, выбирается не меньшей, чем высота профиля резьбы во избежание сквозного прорезания стенки 5. Высота Т и ширина В ребер 4 определяются исходя из размеров зоны проплавления. Затем на внутреннюю поверхность каждого ребра 4 нахладьтают кольцевой сварной шов 6. При этом исключение перегрева стенки 5 во избежание осевой усадки стенки 5 вследствие ее пластической деформации достигается принудительным охлаждением ребра 4, следующим немедленно после наложения сварного шва.
Изобретение позволяет при извлечении дефекных или прикипевишх резьбовьш деталей увеличить усадку JBHHTB, тем самым расширяя область применения способа. Кроме того, предлагаемый способ технологически проще, так как позволяет отказаться от теплоизоляции в канавках между ребрами.
Формула изобретеиия
Способ демонтажа резьбовых соединений, включающий операции сверления продольного отверстия в стержне резьбового крица охватываемой детали, формирования в этом отверстии
внутренш1х кольцевых ребер, принудительного охлаждения ребер и приложения крутящего момента, отличающийся тем, что, с целью упрощения процесса демонгажа, на внутреннюю поверхность кольцевых ребер накладьшают кольцевые сварные щвы.
Источники информации, принятые Во внимание при экспертизе
1. Заявка N 2525853/25-08, кл. В 23 Р 19/02, 23. 09. 1977, по которой принято решение о выдаче авторского свидетельства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ демонтажа резьбовых соединений | 1977 |
|
SU870049A1 |
| Способ демонтажа резьбовых соединений | 1977 |
|
SU648372A1 |
| Способ демонтажа резьбовых элементов | 1987 |
|
SU1445894A1 |
| Способ демонтажа поврежденных резьбовых изделий | 2019 |
|
RU2716557C1 |
| Устройство для демонтажа элементов соединений | 1982 |
|
SU1007898A1 |
| Способ демонтажа элементов соединений | 1980 |
|
SU870051A1 |
| Шпилька | 1977 |
|
SU682685A1 |
| Способ удаления резьбовых элементов соединений | 1977 |
|
SU655521A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ СВАРНОЙ ПОДКРАНОВОЙ БАЛКИ, ПОВРЕЖДЕННОЙ УСТАЛОСТНЫМИ ТРЕЩИНАМИ | 2009 |
|
RU2460621C2 |
| Устройство для демонтажа съемных элементов | 1990 |
|
SU1727985A1 |
-
