(54) СБОРНЫЙ ШЛИФOBAЛЬE ЫЙ ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления абразивно-алмазного инструмента | 1982 |
|
SU1090544A1 |
| УПРУГИЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2006 |
|
RU2327557C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВРЕЗАНИЕМ ВНУТРЕННИХ КАНАВОК | 2006 |
|
RU2329130C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОШЛИФОВАНИЯ | 2003 |
|
RU2239538C1 |
| Сборный абразивный инструмент | 1981 |
|
SU1000259A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1998 |
|
RU2146604C1 |
| Инструмент для отделочной обработки зубчатых колес | 1978 |
|
SU891278A1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239547C1 |
I
Изобретение относится к камнеобработке, может быть использовано на шлифовально-полировальных станках для калибровки, шлифовки облицовочных плит из природного камня.
Известен цилиндрический шлифовальный инструмент со спиралытыми абразивными элементами, установленными в непрерывный винтовой паз на поверхности корпуса 1.
Недостатками известного инструмента являются нетехнологичность и большая трудоемкость изготовления корпуса свинтовым пазом н абразивных элементов криволинейной формы, а также необходимость Создания большой гаммы разнотипного инструмента для обработки изделий различной шнрины при поточной их обработке за один проход.
Известен также абразивный цилиндрический круг, имеющий отверстие в центре, в которое вставляется втулка, позволяющая монтировать круг на приводной вал. Обычно втулка заформовывается в отверстие. Поверхность цилиндра , HMeet несколько параллельнйх пазов, расположенных на некотором расстояьгаи друг от друга и проходящго параллельно оси круга. Пазы
заглублены в круг на значительное расстояние от цилиндрической поверхности, образуя радиально проходящие на всю длину зубцы, расположенные в шахматном порядке 2.
Недостатками этого круга являются сложность конструкции в шахматном исполнении, низкая износостойкость, потому что глубина пазов ли митирована твердостью абразивного материала, образующего круг.
«О
Наиболее близким решением по технической сущности и достигаемому результату к изобретению является сборный шлифовальный инструмент, состоящий из набора дисковых элементов, на периферии которых закреплены с пере15крытием абразивно-алмазные бруски 3.
Недостатком известной конструкции является то, что она является относительно сложной и не обеспечивает достаточной надежности перекрытия брус:сов при сборке.
го
Целью изобретения являются упрощение конструкции с использованием однотипных элементов н обеспечение перекрытия брусков при сборке.
ля -jToro на элементах выполнены два диам трально расположенных паза, при этом на периферии установлено нечетное количество bpycKOD.
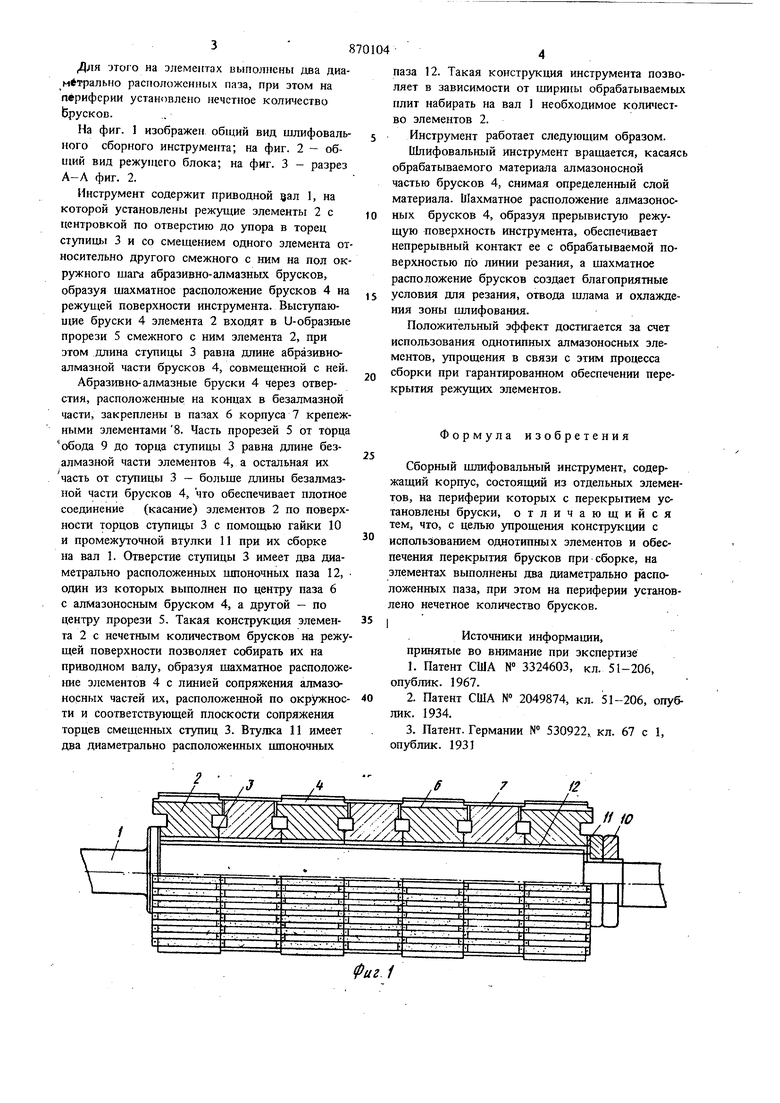
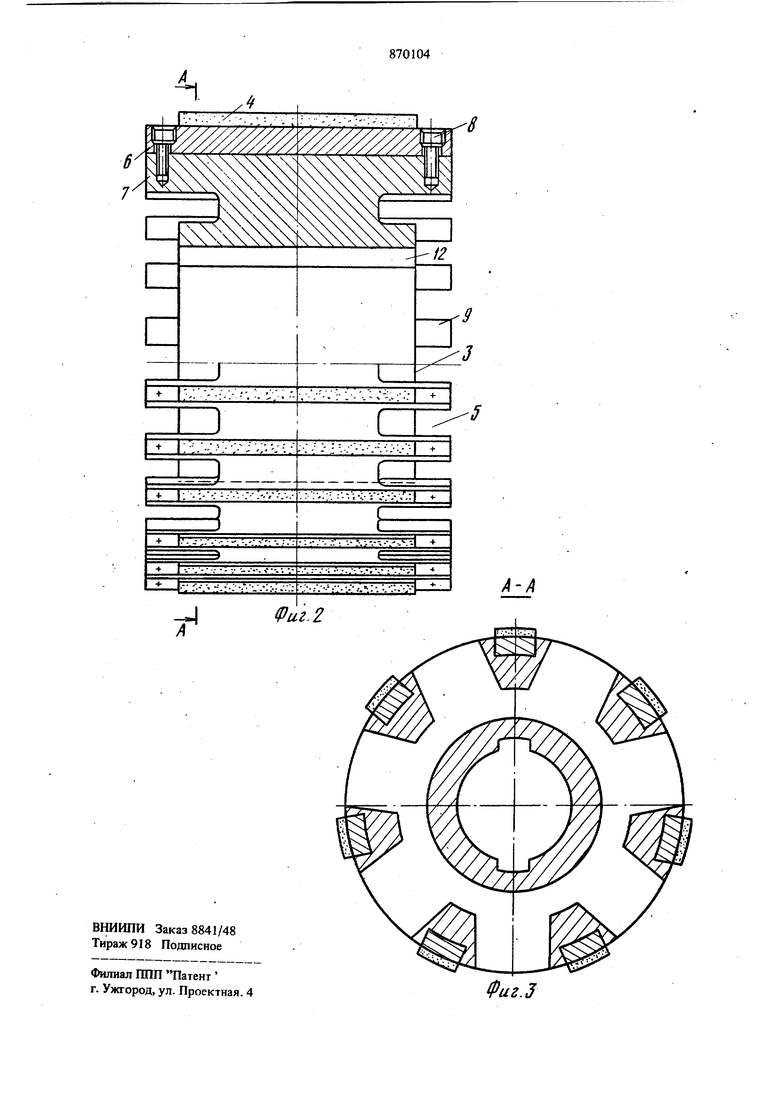
На фиг. 1 изображен общий вид шлифовального сборного инструмента; на фиг. 2 - обишй вид режущего блока; на фиг. 3 - разрез А-Л фиг. 2.
Инструмент содержит приводной дал 1, на которой установлены режущие элементы 2 с пентровкой по отверстию до упора в торец ступицы 3 и со смещением одного элемента относительно другого смежного с ним на пол окружного шага абразивно-алмазных брусков, образуя шахматное расположение брусков 4 на режущей поверхности инструмента. Выступающие бруски 4 элемента 2 входят в U-образные прорези 5 смежного с ним элемента 2, при этом длина ступицы 3 равна длине абразивноалмазной части брусков 4, совмещенной с ней.
Абразивно-алмазные бруски 4 через отверстия, расположенные на концах в безалмазной части, закреплены в пазах 6 корпуса 7 крепежными элементами 8. Часть прорезей 5 от торца обода 9 до торца ступицы 3 равна длине безалмазной части элементов 4, а остальная их часть от ступицы 3 - больше длины безалмазной части брусков 4, что обеспечивает нлотное соединение (касание) элементов 2 по поверхности торцов ступицы 3 с помощью гайки 10 и промежуточной втулки 11 при их сборке на вал 1. Отверстие ступицы 3 имеет два диаметрально расположенных шпоночных паза 12, один из которых выполнен по центру паза 6 с алмазоносным бруском 4, а другой - по центру прорези 5. Такая конструкция элемента 2 с нечетным количеством брусков на режущей поверхности позволяет собирать их на приводном валу, образуя шахматное расположеше элементов 4 с линией сопряжения алмазоносных частей их, расположенной по окружности и соответствующей плоскости сопряжения торцев смешенных ступиц 3. Втулка 11 имеет два диаметрально расположенных шпоночных
паза 12. Такая конструкция инструмента позволяет в зависимости от ширины обрабатываемых плит набирать на вал 1 необходимое количество элементов 2.
Инструмент работает следующим образом.
Шлифовальный инструмент вращается, касаяс обрабатываемого материала алмазоносной частью брусков 4, снимая определенный слой материала. Шахматное расположение алмазоносных брусков 4, образуя прерывистую режущую поверхность инструмента, обеспечивает непрерывный контакт ее с обрабатываемой поверхностью по линии резания, а шахматное расположение брусков создает благоприятные условия для резания, отвода шлама и охлаждения зоны шлифования.
Положительный эффект достигается за счет использования однотипных алмазоносных элементов, упрощения в связи с этим процесса сборки при гарантированном обеспечении перекрытия режущих элементов.
Формула изобретения
Сборный шлифовальный инструмент, содержащий корпус, состоящий из отдельных элементов, на периферии которых с перекрытием установлены бруски, отличающийся тем, что, с целью упрощения конструкции с использованием однотипных элементов и обеспечения перекрытия брусков при сборке, на элементах выполнены два диаметрально расположенных паза, при этом на периферии установлено нечетное количество брусков.
Источники информации, принятые во внимание при экспертизе
Фиг.1
