(54) СБОРНЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ

| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный абразивный инструмент | 1987 |
|
SU1502286A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА И ШЛИФОВАЛЬНАЯ ФРЕЗА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2010 |
|
RU2466009C2 |
| Алмазный инструмент для правки абразивных кругов | 1976 |
|
SU745662A1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Абразивно-алмазный инструмент | 1980 |
|
SU910401A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| Сборный шлифовальный инструмент | 1979 |
|
SU870104A1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239545C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2076039C1 |
- . - 1
Изобретение относится к абразивной обработке твердых и хрупких материалов, в частности, природного н искусственного камня, например гранита, габбро i бетона и желе зобетона.
Известен сборный абразивный инструмент, включающий планшайбу и образующие внешний и внутренний пояса резания съемные державки с прикрепленными к ним режущими элементами, выполненные в виде секторов колец, образованных дугами 60-90, расположенные во внутреннем н внешнем поясах резания- с образованием конфигу|рации сферических лвеугрльников, разомкнутых при вершинах 1.
К недостаткам этого шлифовального круга относится то, что прикрепленные , к державкам режущие элементы представляют со-, бой сплошной алмазоносный слой при рабо-. те инструмента требуется большое усилие прижатия планшайбы к обрабатываемой поверхности, в результате %го возможны сколы кромок обра тываемых изделий из камня к раскалывание тонких изделий за счет возникновения ударных нагрузок. При этом не обеспечивается достаточно высокое качество поверхности обрабатываемых изделий из-за неплавной работы инструмента н несвоевреJ менного удаления сошлнфованного матернала. Прн выходе 1/3 части инструмента за кром-, ку изделия начинаются сколы кромок изделия н одаовременно ударное повреждение алмазного слоя брусков, приводящее к сниJO женню надежности работы шлифовального круга и к преждевременному его износу.
Цель изобретения - повышение надежности работы круга, увеличеане производительности обработки изделий и камня, улучшеJ5 ние качества обрабатываемой поЬерхностн за счет снижения ударных нагрузок.
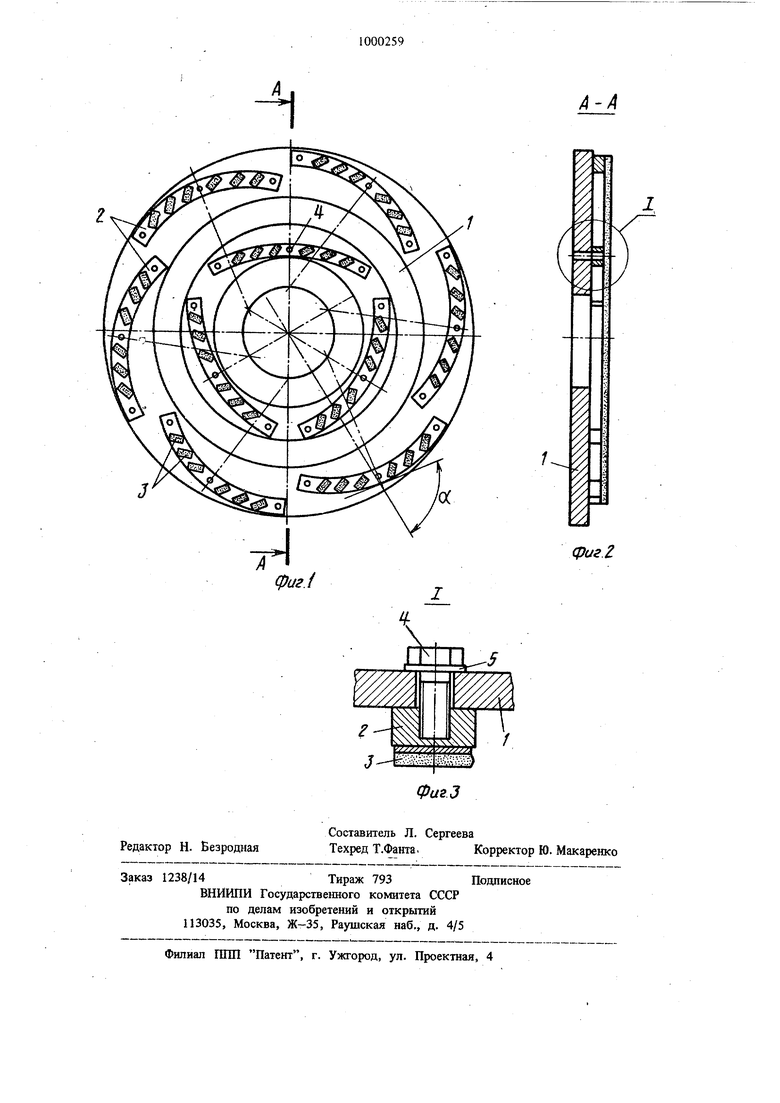
Поставленная цель достигается тем, что в сборном абразивном шлифовальном круге, включающем Ш11аншайбу и образующие внеш20 НИИ и внутренний пояса резания съемные державки с прикрепленными к ним абразивными элементами, вьшолненные в виде секторов колец, образовать дугами 60-90, расположенные во внутреннем поясе резания с образованием конфигурации сферического треугольника, разомкнутого при вершинах, державки во внешнем поясе резания расположены эксцентрично относительно центра планшай бы с углом разворота 50-85°, образованным касательной к державке, проведенной перпендикулярно к оси симметрии державки, и радиусом планшайбы, проведенным через точку касания. Режущие элементы выполнены в виде прямоугольных абразивных брусков. На фиг. 1 изображен инструмент, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 2. Сборный алмазный шлифовальный круг содержит массивную круглую планшайбу 1 с отверстием для охлаждающей жидкости, выполненную из листовой стали, съемные державки 2, образующие внешний и внутренний пояса резания. Во внешнем поясе резания дфжавки 2 расположены эксцентрично относительно центра . планшайбы с углом pasBopoxia « 50-85°, образованным касательной к державке 2,. проведенной перпендикулярно к оси симметрии державки, и радиусом планшайбы, проведанный через точку касания. Во внутреннем поясе резания державки 2 расположены с образоваггаем конфигурации сферического треугольника, разомкнутого при вершинах. К державкам 2 прикреплены путем диффузиотюй сварки или пайки (газовой или высокочастотной) прямоугольные алмазоносны бруски 3. Материал брусков представляет собой известную композицию, состоящую из металлических порошков и зерна технических алмазов и изготовленную методом порошковой металлургии. Съемные державки 2 прикреплены к планшайбе I при помощи болтов 4. Узел крепления съемных державок (фиг. 3 содержит болт 4 и пружинную планщайбу 5. Для обеспечения надежности крепления элементов в теле державки 2 имеется резьба, предпочтительно мелкая. Головки болтов 4 расположены с обратной стороны планшайбы В зависимости от диаметра круга количест .во съемных державок 2 во внешнем поясе резания может быть различным. Так, при ди аметре круга 200-250 мм оптимальным коли чеством державок является 4, при диаметре круга 300-350 мм - 6 державок, при диа: метре 400-450 мм - 8 державок. Инструмент работает следующим образом. Сборный круг прикрепляется к шгашделю станка быстроразъемным соединением, например байонетнъ1м. Включается охлаждающая жидкость и круг приводится в соприкосновение с обрабатьшаемой поверхностью, затем включается шпиндель станка и круг начинает операцию обработки (шлифование, калибровку). Кроме относительного вращения вокруг своей оси, круг имеет также переносное движение относительно обрабатываемого изделия (подачу), в результате чего внешний и внутреннии пояса резания перекрывают друг друга. Охлаждающая жидкость, поступающая через отверстие в планшайбе, центробежной силой выносится через разомкнутые вершины сферического треугольника, образованного державками 2 во внутреннем поясе резания, и через промежутки между алмазоносными брусками 3. Одновременно с охлаждением брусков 3 жидкость выносит диспергированный шлам, образующийся при обработке камня. При подходе круга к кромкам изделия сколов кромок и потерь контакта его с изделием не бывает, так как круг продолжает контактировать с изделием своим внзтренним режущим поясом при обеспечении нормального охлаждения и вывода шлама из зоны обработки. В известном устройстве при выходе круга за кромку изделия на 1/3 диаметра не обеспечивается надежное охлаждение инструмента из-за беспрепятственного вытекания охлаждающей жидкости и задержки вывода шлама, поскольку происходит потеря контакта круга с изделием, возникают ударные нагрузки. Все это приводит к ухудшению качества обрабатьгааемой поверхности, расколам тонких образцов изделий, сильному пылению, шуму и преждевременному износу инструмента. В таблице приведены сравнительные данные испытаний предлагаемого и известного кругов при обработке природного камня (габбро) Скорость вращения круга 700 об/мин, охлаждающая жидкости - вода, имеющая температуру + 15±3°С. Как следует из данных, приведенных в таблице, предлагаемый круг позволяет в 1,43 раза повысить производительность обработки изделий, улучшить качество обрабатываемой поверхности, снизить брак в среднем в 4,5 раза и повысить надежность работы инструмента, приводящую к экономии алмазов в 2,45 раза. Кроме того, державки с алмазоносными брусками выполнены унифицированными, в результате чего возможна их взаимозаменяемость во внешнем и внутреннем поясах резания при сравнительно невысокой трудоемкости их замены. Вьшолнение державок в виде секторов колец, образованных дугами 60-90°, предпочтительно 72°, и расположение их во внешнем и внутреннем поясах резания описанным образом обеспечивают мягкие условия работы
инструмента при более высоком его удельном давлении на обрабатываемую поверхность, ударные нагрузки резко снижаются. Алмазоносный материал экономится, поскольку суммарная площадь державок намного меньше суммарной площади внешнего и внутреннего поясов резания, имеющих при работе форму колец (фиг. 1).
При работе инструмента обеспечивается его непрерывный контакт с поверхностью обрабатываемых изделий. При этом осуществляется обработка относительно большей поверхности изделий при меньшей алмазое псости инструмента.
Обработка предлагаемьш кругом, в котором державки - сектора колец образованы дугой, имеют угол разворота во внешнем поясе резания и
показатели угол разворота алмазоносных брусков, соответственно, град
Производительность, м /ч59 58,760,0
Осевое усилие инструмента при
его работе, кгс;350350 350
Удельное давление инструмента
на обрабатьшаемую поверхность
при его работе, кгс/см10,310,310,3
Удельный расход алмазов, карат/м обрабатываемой поверхности0,120,120,11
Чистота обработанной поверхностид4д4.Д4
Качество обрабатываемой поверх- СколовСколовСколов
кости, визуальный осмотрнетнетнет
Наличие брака при шлифовании, % 1,521,641,50 Формула изобретения Сборный абразивный инструмент, выполненны в виде планшайбы с закрепленными на ней державками, образующими внешний и внутренний пояса резания и несущими абразив- ные элементы, причем державки выполнены в виде секторов колец, образованных: дугами 60-90°, а внутренний пояс резания вы полнен в виде сферического треугольника, разомкнутого при вершинах, о т л и ч аю щ и и с я тем, что, с целью увеличеШ1Я производительности и улучшения качестПри эксцентричном расположении державок во внешнем поясе резания с углом разворота менее 50 и более 85° резко снижается производительность предлагаемого круга, не обеспечивается своевременное )гдаление сошлифованного материала - шлама и ухудшается качество обрабатываемой поверхности.
Технико-экономический эффект заключается в увеличении производительности, а также в улучшении качества обрабатываемой по верхности за счет снижения ударны mtrрузок.
Обработка известным кругом
.
72 70 45
60 85 40
90 50 50
42,0 350
3,9 0,27
ДЗ
Сколы 10-20 мм
7,0 ва обрабатываемой поверхности путем сниже ния ударных нагрузбк, державки во поясе резания расположены эксцентрично относительно центра планшайбы с углом разворота , образованньпх касательной к державке, проведенной перпендикулярно к оси симметрии державки, и радиусом планшайбы, проведенным через точку касания. Источники информации, принятые во внимание при экспертизе 1. Опубликованная заявка ФРГ № 1804933, кл. 67 с 1, 1969.
