(54) ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ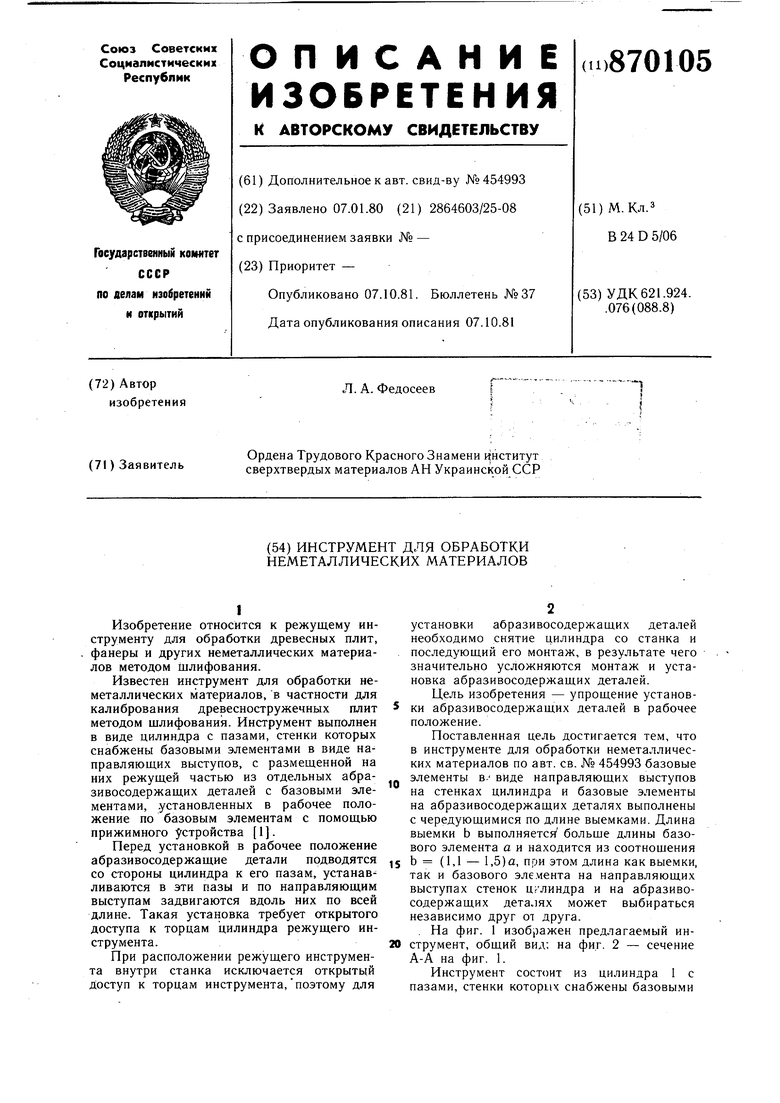
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки неметаллических материалов | 1973 |
|
SU454993A1 |
| Устройство для крепления шлифовального инструмента | 2015 |
|
RU2620655C2 |
| УСТРОЙСТВО ДЛЯ ШПУНТОВАНИЯ МАТЕРИАЛА | 1992 |
|
RU2080248C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Устройство для сверления отверстий | 1987 |
|
SU1511011A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 1999 |
|
RU2163534C1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Устройство к фрезерному станку для обработки пазов в длинномерных деталях | 1989 |
|
SU1669640A1 |
1
Изобретение относится к режущему инструменту для обработки древесных плит, фанеры и других неметаллических материалов методом шлифования.
Известен инструмент для обработки неметаллических материалов, в частности для калибрования древесностружечных плит методом шлифования. Инструмент выполнен в виде цилиндра с пазами, стенки которых снабжены базовыми элементами в виде направляюш,их выступов, с размещенной на них режущей частью из отдельных абразивосодержащих деталей с базовыми элементами, .установленных в рабочее положение по базовым элементам с помощью прижимного устройства 1.
Перед установкой в рабочее положение абразивосодержащие детали подводятся со стороны цилиндра к его пазам, устанавливаются в эти пазы и по направляюш,им выступам задвигаются вдоль них по всей длине. Такая установка требует открытого доступа к торцам цилиндра режущего инструмента.
При расположении режущего инструмента внутри станка исключается открытый доступ к торцам инструмента,поэтому для
установки абразивосодержащих деталей необходимо снятие цилиндра со станка и последующий его монтаж, в результате чего значительно усложняются монтаж и установка абразивосодержащих деталей.
Цель изобретения - упрощение установки абразивосодержащих деталей в рабочее положение.
Поставленная цель достигается тем, что в инструменте для обработки неметаллических материалов по авт. св. № 454993 базовые элементы в. виде направляющих выступов на стенках цилиндра и базовые элементы на абразивосодержащих деталях выполнены с чередующимися по длине выемками. Длина выемки b выполняется больше длины базового элемента а и находится из соотношения b (1,1 - 1,5)а, при этом длина как выемки, так и базового элемента на направляющих выступах стенок цклиндра и на абразивосодержащих дета.ях может выбираться независимо друг от друга.
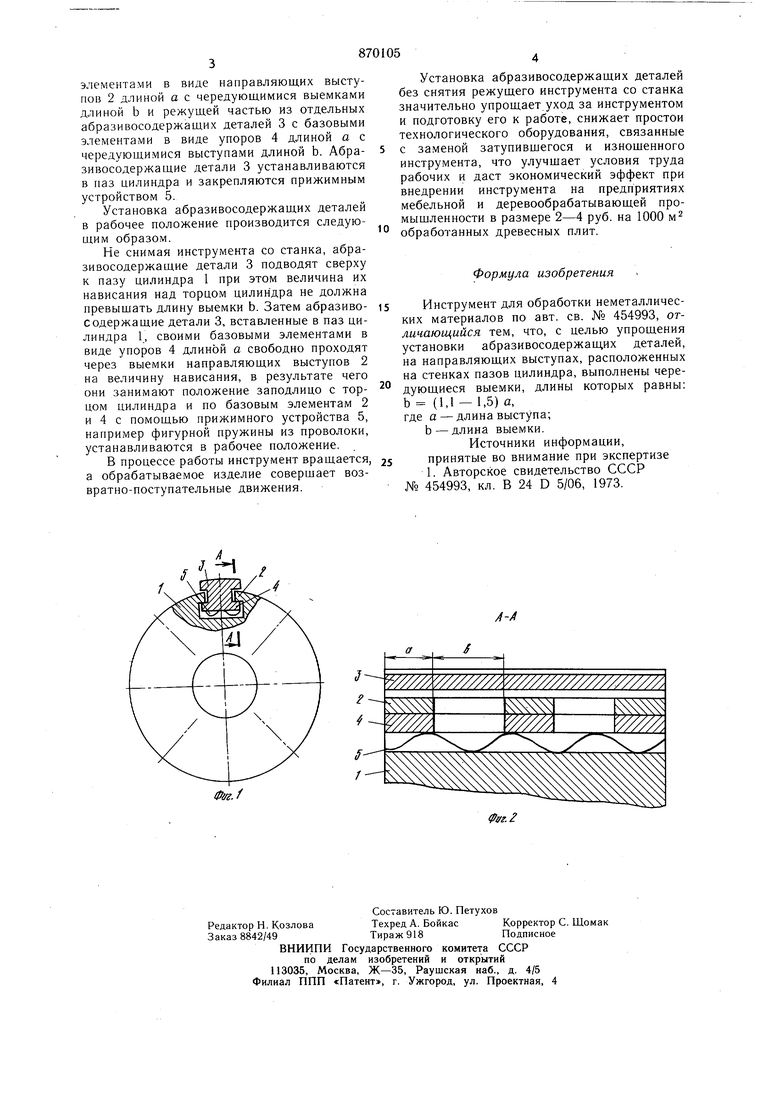
. На фиг. 1 изображен предлагаемый инструмент, общий вил; на фиг. 2 - сечение А-А на фиг. 1.
Инструмент состоит из цилиндра 1 с пазами, стенки которих снабжены базовыми элементами в виде направляющих выступов 2 длиной а с чередующимися выемками длиной b и режущей частью из отдельных абразивосодержащих деталей 3 с базовыми элементами в виде упоров 4 а с чередующимися выступами длиной Ь. Абразивосодержащие детали 3 устанавливаются в паз цилиндра и закрепляются прижимным устройством 5. Установка абразивосодержащих деталей в рабочее положение производится следующим образом. Не снимая инструмента со станка, абразивосодержащие детали 3 подводят сверху к пазу цилиндра 1 при этом величина их нависания над торцом цилиндра не должна превыщать длину выемки Ь. Затем абразивосодержащие детали 3, вставленные в паз цилиндра Г, своими базовыми элементами в виде упоров 4 длиной а свободно проходят через выемки направляющих выступов 2 на величину нависания, в результате чего они занимают положение заподлицо с торцом цилиндра и по базовым элементам 2 и 4 с помощью прижимного устройства 5, например фигурной пружины из проволоки, устанавливаются в рабочее положение. . В процессе работы инструмент вращается, а обрабатываемое изделие совершает возвратно-поступательные движения. Установка абразивосодержащих деталей без снятия режущего инструмента со станка значительно упрощает.уход за инструментом и подготовку его к работе, снижает простои технологического оборудования, связанные с заменой затупивщегося и изношенного инструмента, что улучшает условия труда рабочих и даст экономический эффект при внедрении инструмента на предприятиях мебельной и деревообрабатывающей промышленности в размере 2-4 руб. на 1000 м обработанных древесных плит. Формула изобретения Инструмент для обработки неметаллических материалов по авт. св. № 454993, отличающийся тем, что, с целью упрощения установки абразивосодержащих деталей, на направляющих выступах, расположенных на стенках пазов цилиндра, выполнены чередующиеся выемки, длины которых равны: Ь (1,1-1,5) а, где а - длина выступа; Ь - длина выемки. Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР № 454993, кл. В 24 D 5/06, 1973.
- J
фуг.
А-А
