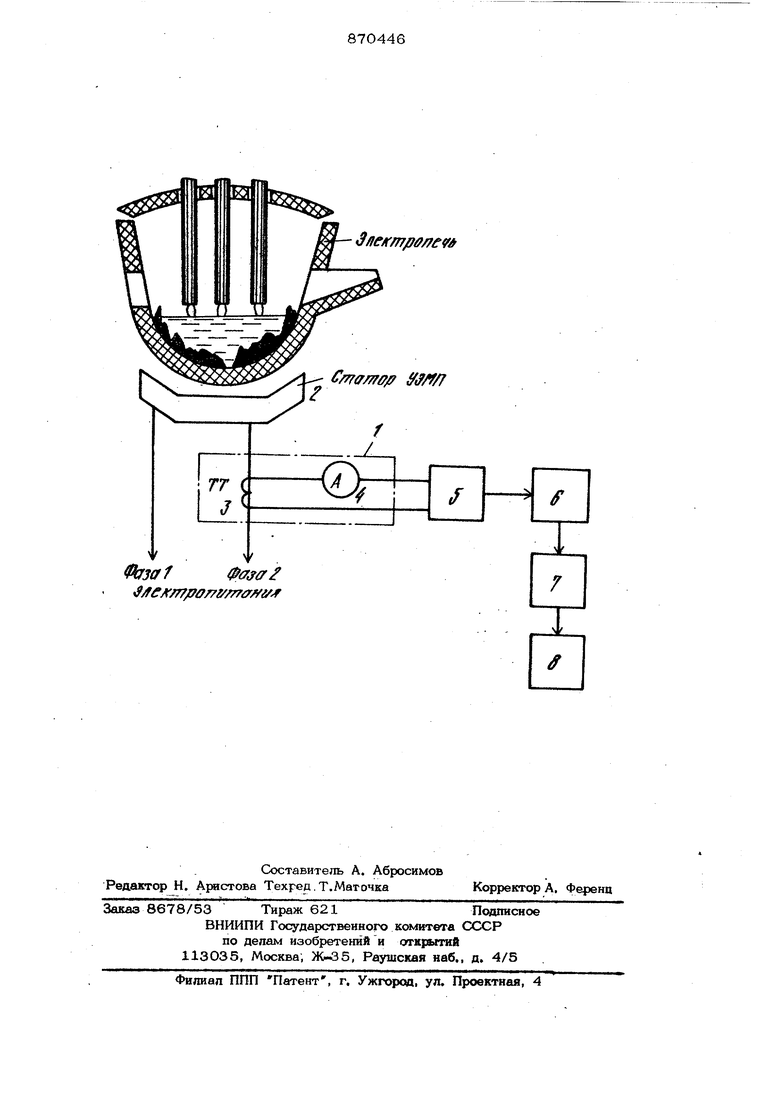
(54) УСТРОЙСТВО АВТОМАТИЧЕСКОГО ОПРЕДЕЛЕНИЯ МОМЕНТА РАСПЛАВЛЕНИЯ ШИХТЫ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ Изобретение относится к автоматизации контроля технологических процессов в электрометаллургии, в частности, к тех нике автоматического контроля процессов плавления передельных материалов, и может найти применение в исследованиях и системах автоматизации при выплавке ста ли в дуговых электропечах, Известно устройство для автоматичес- кого определения момента расплавления шихты в дуговой электропечи, содержащее соединенные в последовательную цепочку функциональный преобразователь, блок сравнения и сигнализатор. Функциональный преобразователь выпол нен в виде блока интегрирования входной величины, интеграл которой во времени может характеризовать момент расплавления шихты 1 . Недостатком этого устройства является низкая точность определения момента расплавления шихты, обусловленная неоднозначностью связей между расходом электроэнергии и моментом расплавления шихты. В другого вида устройства гого же назначения используется анализатор гармонии тока электрической дуги, представляющий собой сочетание функционального преобразователя и блока сравнения. Анализируются параметры тока электрической дуги, отражающие ход и состояние процесса плавления, включая момент расплавления шихты L2. Это устройство обладает более нысокой точностью определения момента расплавления. Однако точность и надежность определения момента расплавления с использованием этих устройств недостаточны по причинам влияния неучитываемых факторов: изменение параметров системы регулирования элект1 1ческой мсицности дуг, изменение геометрических размеров электродов и др. Кроме того, эти устрсйства не обладают чувствительностью к состоянию всей массы шихты в электропечи, 387 а чувствительны лишь к локальным участкам массы вблизи электрических дуг. Наиболее близким по технической cyutности к предлагаемому устройству является устройство автоматического определения момента расплавления шихты в дуговой электропечи, содержащее функциональный преобразователь в виде блока дифференцирования, блок сравнения и сигнализатор Гз. Это устройство также не позволяет с достаточной точностью и надежностью определять момент расплавления шихты. Вызвано это следующими причинами: датчики исходной информации температуры внутренней поверхности футеровки) не чувствительны к характеристикам шиХты (химсоставу и др.), изменяюишмся от плавки к плавке, а также к состоянию всей массы шихты, поскольку практически в футеровке электропечи устанавливают ограниченное число этих датчиков. Целью изобретения является повышение точности и надежности определения момента расплавления шихты. Эта цель достигается тем, что устройство содержит соединенные в последовательную цепочку функциональный преобразователь в виде блока дифференцирования, блок сравнения и сигнализатор, цепь из- мерения тока статора установки электромагнитного перемешивания (УЭМП) металла, выход которой подключей через бло сглаживающих фильтров на вход блока ди4 ференцйрования. Использование в предложенном устройстве измерительной токовой цепи статора У ЭМП в сочетании с указанными блоками позволяет исключить приоущие известным устройствам недостатки, вызванные локал ной (по отношению к массе шихты в элек тропечи) чувствительностью устройств и неоднозначностью связей между исходной информацией и моментом расплавления шихты. Кроме того, обеспечивается сущес венное повьпиение надежности устройства в результате того, что измерительная токовая цепь статора УЭМП позволяет получать исходную информацию, лишенную помех и достоверно характеризующую фазовое состояние шихты в электропечи. Предложенное устройство представлено на чертеже. Устр Лство СОСТСЯ1Т из цепи 1 иэмерения тока статора 2 УЭМП, содержаший трансформатор 3 тока и амперметр 4, ус тановленные, например, на одной из фаз двухфазно1гх) элект|юпитания статора (УЭМП является частью электрообосуп 6вания печи и ее основное технологическое назначение - перемешивание всей массы металла в электропечи с целью ускорения процессов плавления, нагрева и т.п., а для усреднения химсостава и температуры металла по его объему), блока 5 сглаживающих фильтров, блока ,6.дифференцирования, блока 7 сравнения и сигнализатора-8. Цепь 1 подключена черюз соединенные в последовательную цепочку блок 5, блок 6 и блок 7 на вход сигнализатора 8. Устройство действует следующим образом. В конечный пегмод плавления, например, после открытия электржческих дуг, включают в работу установку электромагнитного перемешивания УЭМП). Обмотка статора УЭМП напоминает сегмент статора большого двухфазного асинхронного двигателя и питается от генератора инфранизкой частоты двухфазным переменным током, сдвинутым по фазе на 9О , что создает бегущее магнитное поле, проникающее в ванну расплавленного металла. Взаимодействие возникающих в ванне токов с бегущим магнитным полем вызывает перемещение слоев расплавленного металла. Статор УЭМП совместно с ванной (шихтой или расплавом) представляют собой своеобразный асинхронный двигатель. Нагрузка на двигатель, а следовательно, и изменение тока статора зависят от силы взаимодействия токов, возникающих в ванне, с бегущим магнитным полем, создаваемым статором. В свою очередь токи в ванне определяются электро- и гидросопротивлением ванны, которые зависят от соотношения жидкой и твердой фаз металла ванны. В связи с этим ток статора ( отражает в динамике степень расплавления шихты и позволяет с достаточной достоверностью и точностью определить момент расплавления шихты. По ходу плавления, по мере увеличения массы жидкойфазы, электросопротивление ванны увеличивается, а гидросопро- тивление ее уменьшается. Это вызывает постоянное снижение уровня тока статора до установления его на неизменный уровень в момент полного расплавления шихты. На кривой изменения уровня этого тока по ходу плавления будут наблюдаться флуктуации, вызванные неравномерностями в смещении твердых кусков шихты в массе расплава и в изменении пидросопроти&ления ванны. Цепь 1 измерения тока статора УЗМП содержащая трансформатор 3 тока и амперметр 4, установленные, например, на одной из фаз двухфазного электропитания статора, фиксирует все изменения тока статора во времени. При необходимости (для увеличения чувствительности устройства и др.) одновременно может использо ваться измерительная токовая цепь, установленная на другой фазе электропитания статора. С выхода цепи 1 (и при необходимости с выхода аналогичной измерительной токовой цепи на другой фазе электропитания статора УЭМП) сигнал подается на блок 5 сглаживающих фильтров для снятия флуктуации, вызванных указанными вьпие причинами, которые не следует учитывать при последующем определении скорости изменения во времени тока ртатора ( ) Затем сглаженный сигнал с I. с блока 5 поступает в блок 6 дифференцирования, где определяется скоdlcr dIcT рость -j- Сигнал с подается в блок 7 сравнения, в котором сопоставляется с заранее установленным значением f - ч - jj характеризующим момент расплавления шихты при заданной мощности УЭМП, частоте и ступени тока статора УЭМП (У).близкой по значению к нулю или равно нулю. Результат сравнения поступает на сигнализатор 8, указывающий на момент расплавления шихты. Техническая реализация предложенного устройства не вызывает затруднений. В устройстве в качестве цепи 1 используется схема (измерительная токовая цепь сигнализатора УЭМП), имеющаяся на дуговых электропечах, оборудованных УЭМП В дополнение к этому используются блоки 5, 6, 7 сглаживающих фильтров, диффе ренцирования и сравнения, которые легко выполняются на простых сериано выпускаемых элементах, например на микросхемах. В качестве сигнализатора может быть использовано буквенное световое табло либо обычная сигнальная лампочка. Предложенное устройство по сравнению с известными обладает повыщенпой достоверностью, точностью и надежностью определения Момента расплавления шихты и эффективно может быть использовано в системах автоматизации дуговых электропечей. Формула изобретения Устройство авт 1атического определения момента расплавления щихты в дуговой электропечи, содержащее соединенные в последовательную цепочку функциональный преобразователь в виде блока дифференцирования, блок сравнения и сигнализатор, отли чающееся тем, что, с целью повыщения точности и надежности определения момента расплавления, оно дополнительно содержит цепь измерения тока статора установки электромагнитного перемещивания, установленную на одной из фаз электропитания статора, подклк ченную выходом на вход блока сглаживающих фильтров, выход которого соединен с входом блока дифференцирования. Источники информации, принятые во внимание при экспертизе 1.Галкин М. Ф. Кроль Ю. С. Кибернетические методы анализа электроплавки стали, М., Металлургия, 1971, с. 223-225. 2.Авторское свидетельство СССР № 624396, кл. С 21 С 5/5О, 1978. 3.Патент Франции № 1592121, кл. С 21 С 5/52, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения момента расплавления шихты в дуговой электропечи | 1980 |
|
SU865926A1 |
| СПОСОБ ЭЛЕКТРОПЛАВКИ В ДУГОВОЙ ПЕЧИ ПОСТОЯННОГО ТОКА | 2005 |
|
RU2293268C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1995 |
|
RU2079982C1 |
| Система автоматического управления электрическим режимом плавильного агрегата с двумя источниками электронагрева с использованием интеллектуального датчика контроля агрегатного состояния расплавляемого металла | 2016 |
|
RU2630160C2 |
| Устройство автоматического контроля скорости плавления шихты в дуговой электропечи | 1979 |
|
SU862407A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1997 |
|
RU2128407C1 |
| Устройство для управления электрическимРЕжиМОМ дугОВОй элЕКТРОпЕчи | 1979 |
|
SU851798A1 |
| Способ ведения плавки в дуговой электропечи | 1984 |
|
SU1357433A1 |
| Способ плавки металлизованных окатышей в многофазной дуговой сталеплавильной электропечи | 1979 |
|
SU1031011A1 |
| СПОСОБ ЭЛЕКТРОПЛАВКИ И ДУГОВАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2104450C1 |