I
Изобретение относится к области электролитического производства алюминия из криолито глиноземных расплавов в электролизерах с самоспекающимся анодом.
В настоящее время анодный узел электролизеров с самоспекающимся анодом состоит из стальной рубашки, в которой формируется и спекается анодная масса, и токоподводящих стальных штырей, устанавливаемьк в .аиод вертикально или сбоку в зависимости от типа электролизера U
Из-за наличия в анодном узле стальных кожуха и штырей требуется периодически вьщавливать угольную массу из кожуха, а штыри переставлять на более высокий горизонт. Это делается во избежание оплавления кожуха и штырей и предотвращения загрязнения первичного алюминия железом. При этом известны случаи, когда пек и масса протекали в электролит, что сопровождалось выбросом расплава из ванны.
Кроме того, наличие в аноде стальных штырей и кожуха приводит к снижению сортности первичного алюминия, так как во время вьщавливания угольного массива из кожуха и перестановки штырей на новый горизонт железо в виде окислов и сульфидов остается в анодной массе и в дальнейшем попадает в расплав .
Все эти недостатки исключаются при замене стального анодного кожуха и стальных токоподводящих штырей на расходуемый токоподводящий кожух из алюминия .
Известна конструкция расходуемого кожуха из алюминия электролизера с самоспекакнцимся анодом канадской фирмы Алюминиум Лаборатоиз Лимитез, где кожух состоит из прямоугольных алюминиевых секций С
Такой кожух вместе с анодом плавится в электролите. Токоподводящие шты ры устанавливаются в анод через отверстия в алюминиевой секции кожуха.
Штыри могут быть стальными или алюминиевыми. В первом случае они периодически переставляются на новый горизонт, во втором - плавятся вместе с анодом.
Известный анодный кожух является наиболее близким предложенному изобретению по достигаемому эффекту и технической сущности.
Недостатком вьшеуказанной конструкции расходуемого кожуха является сложность его изготовления и эксплуатации. Наращивание кожуха производится встык, а это требует большой точности изготовления, что обеспечить при габаритах кожухов, используемых на современных электролизерах, весьма сложно. Кроме того, в процессе эксплуатации работающая секция кожуха под действием температуры коробится, что еще больше осложняет задачу наращивания кожуха и герметизации соединения.
Целью изобретения является упрощение наращивания , создание надежного механического и электрического контакта между секциями кожуха.
Согласно изобретению поставленная задача решается вьшолнением обечаек с уклоном стенки к вертикали 0,5-10 .
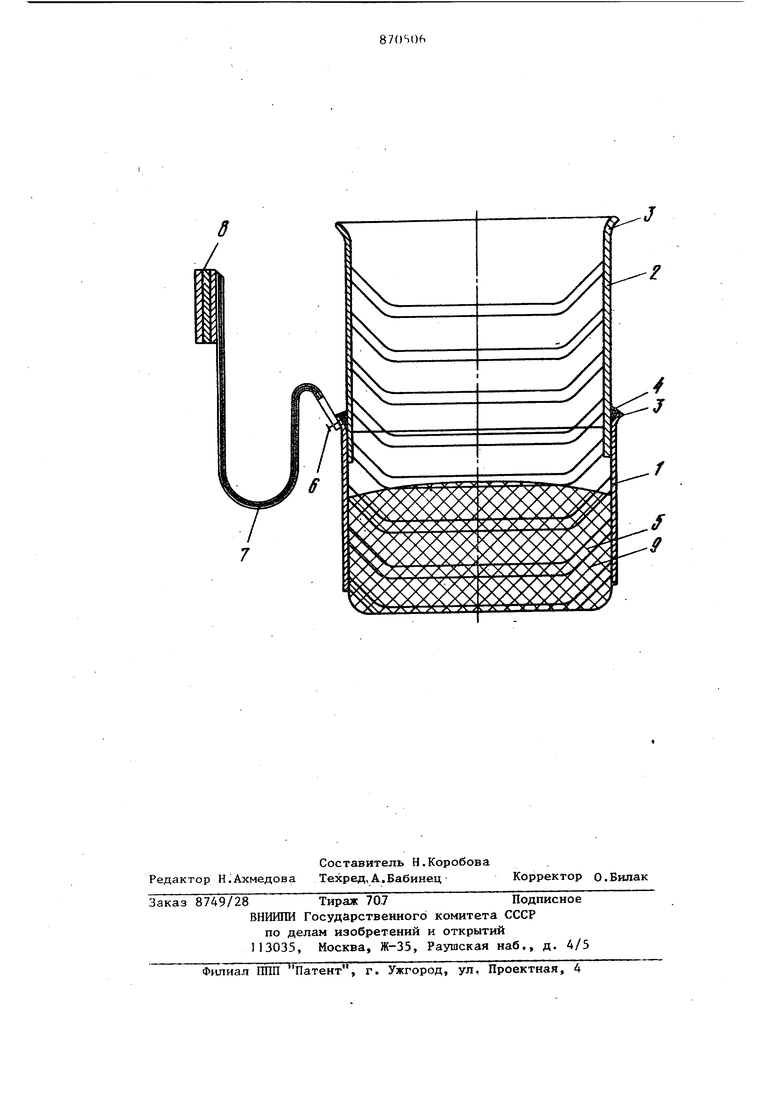
На чертеже показан анод алюминиевого электролизера с расходуемым токоподводящим кожухом.
Анодный кожух состоит из рекций 1. и 2, установленных одна в другую. Стенки секций имеют уклон вниз 0,5Ю к оси секции. Секции в своей верхней части имеют раструб 3. Пространство между раструбами секции 1 и стенкой секции 2 заполнено алюминием 4. Внутри секции для лучшего распределения электротеского тока имеются алю шиeвыe токоподводы 5. К.раструбу 3 секций с помощью болтового соединения 6 приваривается пакет токоподводящих шин 7, соединенных с анодной шиной 8.
Анодный кожух работает следующим образом.
При. сгорании угольной массы
анода 9 сгорает и секция 1. Когда высота секции 1 достигает минимально допустимой величины, ее наращивают секцией, 2. Для этого нижнюю часть секции 2, вставляют в раструб 3 секции 1 .
Благодаря наличию конусности в секциях, они плотно входят одна в другую. Через некоторое время секция 2, имеющая в момент наращивания температуру окружающей среды 25°С, нагревается до температуры секции 1 , и вследствие теплового расширения секции 2 создается прочное соединениесекций. Наличие конусности у секций позволяет наращивать их даже в случае незначительного коробления, Герметизация соединения .обеспечивается заливкой алюминия 4 в раструб 3 работающей секции кожуха 1 после
наращивания. При этом улучшается механическая прочность и электропроводность соединения.
Формула изобретения
. Анодный расходуемый кожух алюминиевого электролизера, выполненный из секций, образующих замкнут то вертикальную ячейку, выполненную в виде обечаек, отличающийся тем, что, с целью упрощения наращивания секций и улучшения механического и электрического контакта соединения, обечайки выполнены с уклонов относительно вертикали в пределах 0,5-10.
2. Кожух поп. , отличающийся тем, что секция кожуха в верхней части имеет раструб для заливки алюминия.
3. Кожух по п. 1, отличающийся тем, что секция кожуха имеет токоотводы, выполненные в виде стержней, приваренных под углом к стеяке кожуха, соединенные между собой перемычкой в месте приварки к кожуху или в нижней части токоотвоДОВ . .
Источники информации, принятые во внимание при экспертизе
Г. Справочник металлурга по цветным металлам. Производство алюминия. Металлургиздат, 1971, с. 155158.
2.Труды ВАМИ № 86, г. Ленинград, 1973, с. 25-26.
3.Патент США № 3251763, кл. 204-286, 196К
д
| название | год | авторы | номер документа |
|---|---|---|---|
| АНОДНЫЙ ТОКОПОДВОД АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2008 |
|
RU2385364C1 |
| АНОДНЫЙ ТОКОПОДВОД АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2011 |
|
RU2456382C1 |
| СПОСОБ УСТАНОВКИ ОБОЖЖЕННЫХ АНОДОВ В ЭЛЕКТРОЛИЗЕРЕ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ С ВЕРТИКАЛЬНЫМ ТОКОПОДВОДОМ | 2006 |
|
RU2338812C2 |
| Электролизер для получения алюминия | 2017 |
|
RU2657395C1 |
| СПОСОБ УСТАНОВКИ ОБОЖЖЕННЫХ АНОДОВ В ЭЛЕКТРОЛИЗЕРЕ С ВЕРХНИМ ТОКОПОДВОДОМ | 2005 |
|
RU2303656C1 |
| Анодное устройство электролизера для производства алюминия | 2020 |
|
RU2742557C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ УГОЛЬНОГО АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2009 |
|
RU2397277C1 |
| Устройство для формирования анода алюминиевого электролизера | 1981 |
|
SU996521A1 |
| Анодное устройство электролизера для получения алюминия | 1982 |
|
SU1016401A1 |
| СПОСОБ ОБСЛУЖИВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА В ЭЛЕКТРОЛИЗЕРАХ С ВЕРХНИМ ТОКОПОДВОДОМ | 1994 |
|
RU2092621C1 |