(54) УСТРЮЙСТВО ДЛЯ ФОРМИРОВАНИЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ УГОЛЬНОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2164556C2 |
| Способ обжига и пуска электролизера для получения алюминия | 1990 |
|
SU1740499A1 |
| Анодный расходуемый кожух | 1979 |
|
SU870506A1 |
| Способ обжига подины электролизера для получения алюминия | 1989 |
|
SU1687647A1 |
| Способ формирования самообжигающего анода алюминиевого электролизера | 1968 |
|
SU459529A1 |
| Способ обжига катодного и анодного устройств алюминиевого электролизера | 1983 |
|
SU1145058A1 |
| СПОСОБ ВЕДЕНИЯ МОНТАЖА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ В ПЕРИОД КАПИТАЛЬНОГО РЕМОНТА | 1998 |
|
RU2140467C1 |
| Анодное устройство алюминиевого электролизера | 1977 |
|
SU678090A1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ | 2015 |
|
RU2606365C1 |
| Самообжигающийся анод алюминиевого электролизера с верхним токоподводом | 1981 |
|
SU1002408A1 |
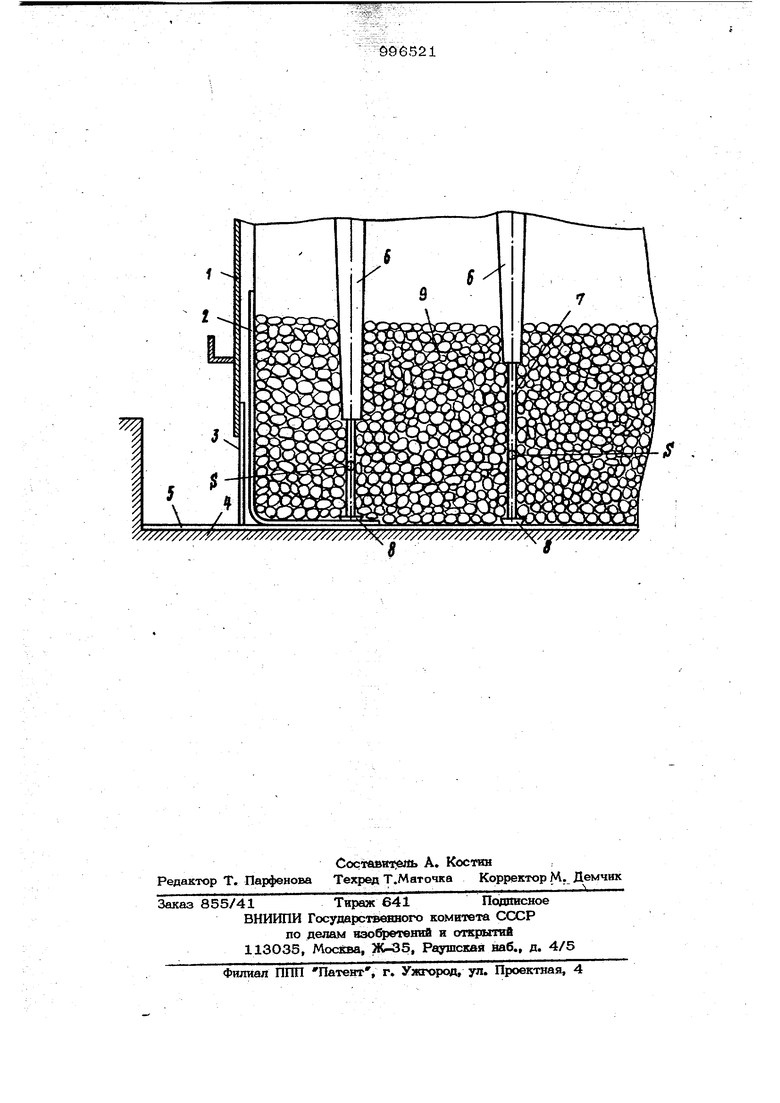
Изобретение относится к электролитиче кому получению металла, в частности апю .миния, когда формирование нового анода происходит при обжиге электролизера. Известен способ пуска электролизера с самообжигающим анодом, согласно которому перед пуском металлический анодных кожух, подвешенный к анодной раме, опускают на угольную подину электролизера, покрытую тонким слоем мелкого кокса. Между ко саэаи штырей и дном металлического кожуха, покрытого слоем кокса, устанавливают цилиндрические угольные блоки, предварительно обожженные при 5ОО-1ООО°С. На поверхности цилиндрических блоков вьшолнены канавки для лучшего механического соединения с анодной массой, а в верхней части блоков имеются круглые углубления под концы штырей. Дно углубления покрыто слоем графитовой пудры, а пространство между стенками углубления и концом штыря заполнено мелким коксом. Диаметр угольКОГО циш1ндрического блока в 1,2-3 раза больше диаметра конца штыря. После установки анодных штырей в углубления блоков, на анодный кожух подается необожженная анодная масса, и пропускается электрический ток. При этом анодная масса равномерно спекается, образуя вместе со штырями и цилиндрическими блоками единое целое. Затем анод поднимают и в ванну подают электролит 13 Недостатком этого способа является то, что при электрическом сгорании анода угольные цилиндрические блоки сгорают медленнее, чем основной анод. Поэтому при опускании анода может произойти замыкание на катод через угольные цилиндрические блоки. Для предотвращения этого необходимо разрушить освободившиеся части угольных цилиндрических блоков. Известен способ формовки анода с верхним токоподводом, в соответствии с которым после монтажа обечайки анодные штыри перед установкой в анод электролизера подготавливают следуюнщм образом: к нижнему концу каждого штыря приваривают подставку - стальную полосу с алюминиевой бобьшшой. Высотой я сече нием подставок задают горизонты штырей при обжиге. После о&кига и пуска электролизера анодные штыри переставляют по мере сгорания анода и достижения минимального расстояния от конца штыря до подошвы анода. Перестановка штыря включает в себя поворот на 180 и последующий подъем. Подставка, вьшолненная из стальной полосы, при повороте штыря отрывается в месте сварки со штырем и остается в теле анода, так как скоксованное тело не позволяет такой подставке прокручиваться вместе со штырем 2 . Однако оставшиеся в теле анода сталь ные подставки по мере сгорания анода растворяются в катодном алюминии, уху;дшая его сортность. Цель изобретения - повьпиение сортности алюминия. Поставленная цель достигается тем, что в устройстве для формирования анода алюминиевого электролизера, включающем обечайку, токоподводянгае штыри и стальные подставки под штыри, последние вьшолнены в виде сплошных и-шга полых цилиндров. На чертеже изофажен анодный кожух 1, алюминиевая обечайка 2, пояс жесткости 3, подина электролизера 4, алюминиевый лист 5, анодные штыри 6, подставка 7, алюминиевая бо&шша 8, анодяая iiMcca 9. Устройство для формовки анода работает следующим образом. Анодные штыри 6 с приваренными яоюставкамв 7 упираются в бобьшши i3, котордце установлены на алюминиевом лис те 5, лежащим на подине электролизера 4. В анодный кожух 1 подается необожженная анодная масса 9,и пропускается электрический ток. При этом анодная масса равномерно спекается, образуя вместе со штырями и подставками единое целое. После формовки анода следует операция перестановки штырей. При развороте штыря на 180 вместе со штырем разворачивается и подставка 7. Штырь 6 извлекается вместе с подставкой 7, так как подставка выполнена в виде цилиндра и при развороте штыря целостность приварки подставки к штьфю не нарушается. В связи с тем, что при формовке анода вместе со штырями извлекаются стальные подставки, сортность алюминия на пусковых электролизерах повышается. Экономический эффект на объем внедрения (ЮО электролизерюв) составляет 79,1 тыс. руб. Формула изобретения Устройство для формирования анода алюминиевого электролизера, включающее обечайку, токоподводяшие штыри и сталь-, ные подставки под штыри, отличающееся тем, что, с целью улучшения сортности получаемого алюминия, подставки под штыри вьшолнены в виде сплошных; и/или полых цилиндров. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3043755, кл. 2О7-60, опублик. 1962. 2.Янко Э. Я., Лозовой Ю. Д. Производство алюминия в электролизерах с верхним токоподводом. М., Металлургия, 1976, с. 42-43, рис. 1О, т. 6.
