1
Изобретение относится к способам обработки металлов и может быть использовано для контроля качества дуговой электросварки в ходе выполнения сварного шва.
Известно устройство для контроля качества дуговой электросварки, содержащее датчики напряжения и тока при сварочном процессе и датчик перемещения. Устройство осуществляет контроль двух комбинационных параметров: энергии (произведение напряжения на ток) и работы (произведение усилия сжатия на перемещение) til .
Основным недостатком этого устройства является невозможность контроля непосредственно всех параметров процесса, отсутствие возможности хранения и регистрации значений парамет-. ров.
Наиболее близким к изобретению по технической сущности является устройство -для контроля качества дуговой электросварки, содержащее датчики . сварочного тока, напряжения на дуге, температуры свариваемых деталей, напряжения питающей сети и скорости подачи электрода, и блок индикации Г21.
Недостатками данного устройства являются невозможность контроля обобщенных параметров процесса дуговой сварки, например погонной энер- гии, что снижает точность оценки качества сварки, необходимость визуального контроля, что приводит к понижению производительности тру1П
Целью изобретения является повышение производительности контроля. Указанная цель достигается тем, что устройство снабжено соединенными последовательно коммутатором, к
15 входам которого подключены датчики сварочного тока, напряжения на дуге, температуры свариваемых деталей, напряжения питающей сети и скорости подачи электрода;анс1лого-цифровьв«
20 преобразователем, буферным регистром ввода и блоком предварительной обработки параметров, а также блоком задатчика, выход которого подключен ко второму входу блока предварительной обработки параметров,
соединенным последовательно клавишным пультом; вычислительным блоком и регистром сопряжения, первый выход которого подключен к блоку предварительной обработки параметров, втоой выход - ко второму входу выгаисительного блока, а второй вход реистра сопряжения .соединен с выходом лока предварительной обработки па- , гшетров, а также буферным регистом вывода, вход которого соединен выходом блока предварительной обаботки паргилетров,. а . выход -, с «Wtoом индикации. Блок предваритвльнов--. бработки параметрюв содержит суматор, регистр сумматора,- внутренний двиговый регистр, регистр переполнения и автомат микропрогра1и шого управления; первый вход блока предварительной обработки параметров со-г единен с первым входом сумма:тора, второй, вход которого с ходом внутреннего сдвигового регистра, третий вход - с выходом регистра переполнения, четвертьхй вход со Бторьм входом блока предварительной обработки параметров, пятый вход - с выходом регистра сумматора, вход соединен с входом внутреннего сдвигового регистра, первым выходом сумматора и выходом блока предварительной обработки параметров, третий вход которого соединен с автоматом микропрограммного управления, а второй выход сумматора - с входом регистра переполнения.
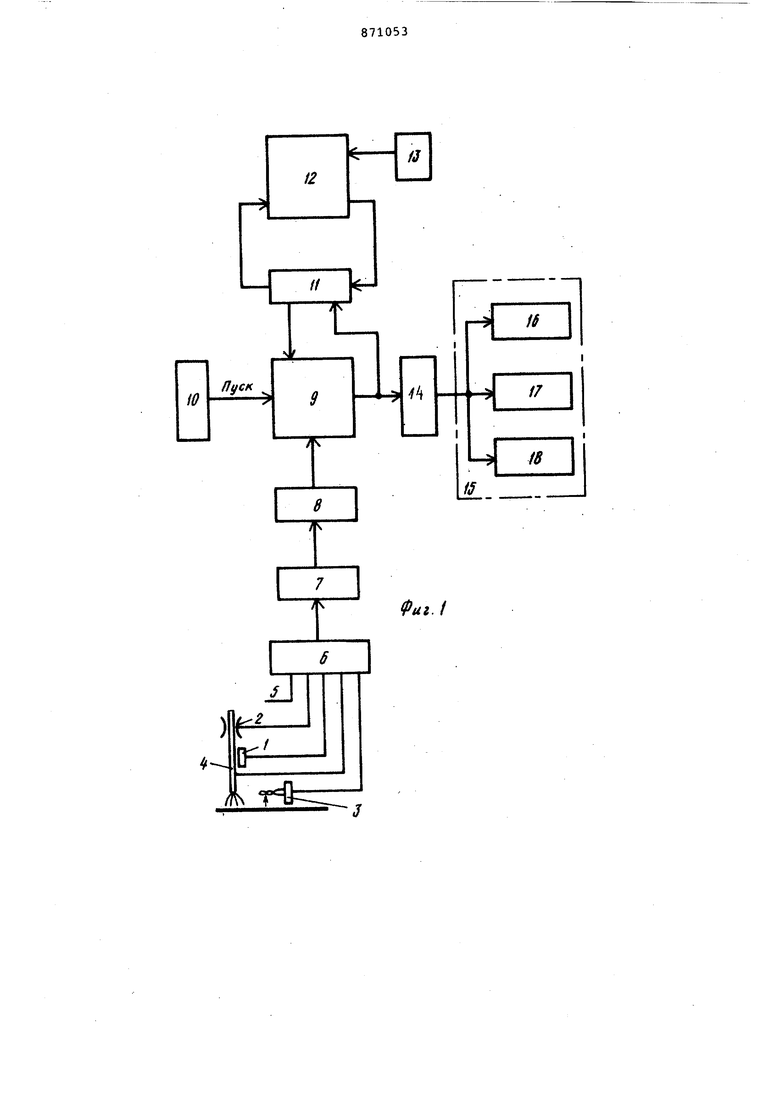
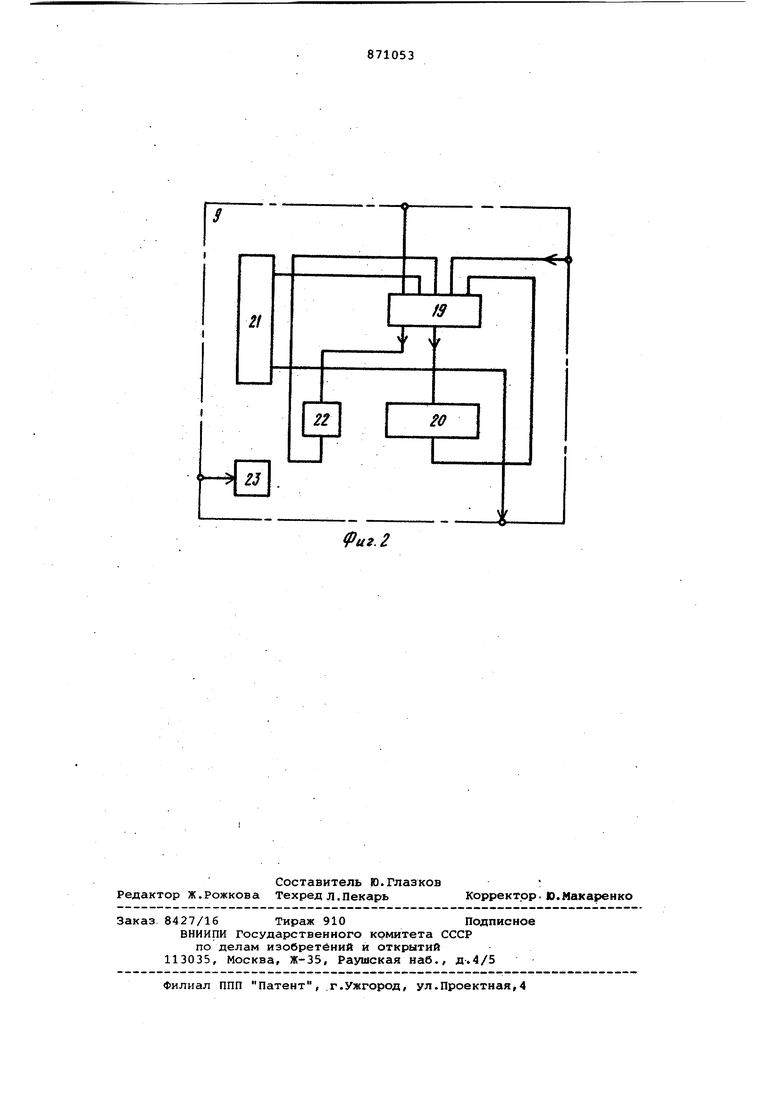
На фиг.1 представлена блок-схема устройства; на фиг.2 - блок-схема блока предварительной обработки параметров. ,
Устройство .содержит датчик 1 сварочного тока, датчики 2 скоровти подачи электрода, датчики 3 температу-. ры свариваемых деталей, датчики 4 напряжения на дуге, и датчики 5 напряжения питающей сети, подключенные через коммутатор б к входу аналогоцифрового преобразователя 7, выход которого через буферный регистр 8 ввода соединен с первым входом блока 9 предварительной обработки параметров, ко второму входу которого подключен блок 10 задатчика, а к третьему входу блока 9 предварительной обработки параметров через регистр 11 сопряжения подключен вычислительный блок 12. Выход блока 9 предварительной обработки параметров через регистр 11 сопряжения соединен с одним из входов вычислительного блока 12, ко второму входу которого подключен клавишный пульт 13. Кроме того, выход блока 9 предварительной обработки параметров через буферный регистр 14 вывода связан с блоком 15 индикации, который содержит, например, отметчик 16 дефектов, электрическую печатную машинку 17 и светолучевой индикатор 18.
Блок предварительной обработки параметров содержит (фиг.2) сунонатор 1Я, регистр 20 сумматора внутренний сдвиговый регистр.21, регистр 22 переполнения и автомат 23 микропрограммного управления. Первый вход блока 9 соединен с первым входбм сумматора 19, второй вход которого соединен с выходом внутреннего сдвигового регистра 21, третий вход - с выходом регистра 22 переполнения, четвертый вход - со вторым входом блока 9, а пятый вход - с выход (Ж регистра 20
сумматора, вход которого- соединен с .входом внутреннего сдвигового регистра 21, первым выходом сумматора
19 и выходСФ блока предварительной обработки парамет;ров, третий вход которого соединен с авхсалатом 23 микропрогргшмного управления, второй ыход сумматора соединен с входом регистра 22 переполнения.
Устройство работает следукшим образом.
П1Ж поступлении, сигнала Пуск от блока 10 задатчика на вход блока
предварительной обработки параметров 1 входу аналого-цифрового преобразователя 7 через коммутатор б подключа тся датчик сварочного тока и после завершения преобразовамия значение
сварочного тока в двоично-десятичном/
коде переписывается в буферный регистр 8 ввода, с выхода которого постулает/ в блок предварительной обработки параметров, где полученные данные сравниваются с ранее заданными уставками
отклонений параметра. После сравнения значения сварочного тока через регистр 11 сопряжения переписывается в определенную ячейку памяти вычислительного блока 12. При выходе параметра за допустимые границы блок 9 через клавишный пульт 13 вывода вццает сигнал Нарушение на отметчик 16 дефектов и светолучевой индикатор 18. Остальные параметры контролйруются и загружаются в память вычислительного блока 12 аналогично. После ввода данных о всех параметрах в оперативную память в вычислительном блоке 12 производится их обработка по заранее введенной в него программе.
Блок предварительной обработки параметров работает следующим образом. Уставкидля контроля параметра
из оперативной памяти вычислительного блока 12 поступают на второй вход блока и через cy a4aтop 19 записываются в регистр 20 сумматора. Затем из регистра 20 вновь через сумматор 19 переписываются во внутренний сдвиговый регистр 21. После загрузки уставок во внутренний регистр 21 производится математическая операция сравнения при помсици сулшатора 19, регистра 20 сумматора и регистра 22
переполнения, содержимого внутреннего сдвигового регистра 21 и значения параметра, поступающего на первый вход блока предварительной обработки параметров. После контроля параметра
на выход блока 9 выдаются последовательчо один за другим два цифровых кода. Первый код дает информацию о произведенном контроле, а второй код это значение измеренного параметра. - После окончания обработки параме ров режима сварки вычислительный бл 12-вЕвдает полученные значения пара метров через регистр 11 сопряжения, «лок 9, клавишный пульт 13. вывопа ж электрическую печатающую машинку 17 Если при сравнении обобщенного параметра (например погонной мощности с уставками) обнаруживается его зыноп за пределы, то вычислительный блок 1 через регистр 11 сопряжения, блок.9 предварительной обработки параметров буферный регистр 14 вывода, включает сигнал 6 недопустимом изменении режима сварки на светолучевой индикатор 18 и отметчик 16 дефектов. Данное устройство может быть использовано при сварке особо ответсхвенных изделий. Формула изобретения Устройство для контроля качества дуговой электросварки, содержащее датчики сварочного тока, напряжения на дуге, температуры свариваемых деталей, напряжения питающей сети и скорости подачи электрода, и блок индикации, отличающееся тем, что, с целью повьоиения производительности контроля, оно снабжено соединенными последовательно коммута тором, к входам которого подключены датчики сварочного тока, напряжения на дуге, температуры свариваемых деталей, напряжения питсиоцей сети и скорости подачи электрода, ангипогоцифровым преобразователем, буферным регистром ввода и блоком предварительной обработки параметров, а также блоком задатчика, выход которого подключен ко второму входу блока предварительной обработки параметров i соединенными последовательно клавишным пультом, вычислительным блоком и регистром сопряжения, первый выход которого подключен к блоку предварительной обработки параметров, второй выход - ко второму входу вычислительного блока, а второй вход регистра сопряжения соединен выхрдс 4 блока предварительной обработки параметров/ а также буферным регистром вывода, вход которого соединен с выходом блока предварительной обработки параметров, а выход - с блоком индикации. 2. Устройство по П.1, о тли чающееся тем, что блок предварительной обработки параметров содержит сумматор, регистр сумматора, внутренний сдвиговый регистр, регистр переполнения и автомат микропрогргммного управления, первый вход блока предварительной обработки параметров соединен с первым входом сумматора, второй вход которого соединен с выхо-. дом внутреннего сдвигового регистра, третий вход - с выходом регистра переполнения, четвертый вход - со вторьм входом блока предварительной обработки параметров, пятый вход - с выходом регистра сумматора, вход которого соединен с входом внутреннего сдвигЪвого регистра, первым выходом сумматора и выходом блока предварительной обработки параметров, третий вход которого соединен с автоматом микропрограммного управления, а второй выход сумматора соединен с входом регистра переполнения. Источники информации, принятые во внимание при экспертизе 1.патент США 3980857, кл. В 23 К 11/02, 1976. 2.журнал Weld. Das and Fabr (англ.), 1976, 49, 7, с.71-73 (прототип). ч
Пуск
Ю
M
17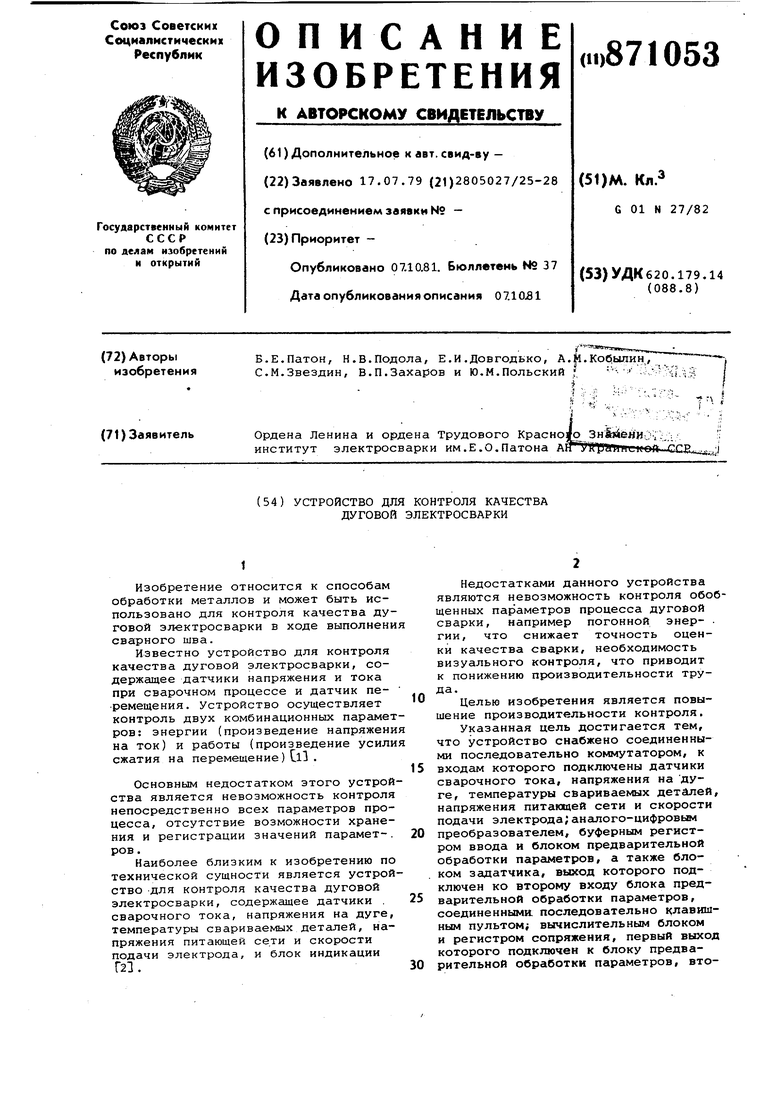
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом сварки | 1980 |
|
SU912441A1 |
| Устройство для вычисления углеродного потенциала | 1984 |
|
SU1257660A1 |
| Способ автоматического контроля сварочного процесса | 1986 |
|
SU1430205A1 |
| Устройство для контроля сварочного процесса | 1982 |
|
SU1031668A1 |
| Устройство для контроля параметров | 1989 |
|
SU1605214A1 |
| Устройство для управления процессом сварки | 1981 |
|
SU969483A2 |
| Устройство для считывания изображений | 1987 |
|
SU1481816A2 |
| УСТРОЙСТВО АНАЛИЗА УЗКОПОЛОСНОГО НИЗКОЧАСТОТНОГО АНАЛОГОВОГО СИГНАЛА | 1991 |
|
RU2065610C1 |
| Устройство для управления процессом контактной точечной сварки | 1978 |
|
SU737159A1 |
| Устройство для ввода-вывода информации при обработке физических величин | 1981 |
|
SU966683A1 |
8
3
rfcr15
Фиг.
(Риг.г
