(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом сварки | 1981 |
|
SU969483A2 |
| Устройство для управления процессом контактной точечной сварки | 1978 |
|
SU737159A1 |
| Устройство для управления процессом контактной точечной сварки | 1990 |
|
SU1743766A1 |
| Устройство для контроля и управления процессом контактной сварки | 1976 |
|
SU656767A2 |
| Система управления процессом дуговой сварки | 1984 |
|
SU1207677A1 |
| Система для управления процессом контактной точечной и шовной сварки | 1987 |
|
SU1511039A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Устройство для исследования сварочных процессов | 1982 |
|
SU1058729A1 |
| Способ автоматического контроля сварочного процесса | 1986 |
|
SU1430205A1 |
| Устройство для контроля дискретных сигналов | 1989 |
|
SU1672500A1 |
1
Изобретение относится к сварочному производству и может быть использовано для автоматического контроля и управления группой установок для контактной и дуговой сварки.
Наиболее близким, по технической сущности к предлагаемому является устройство для управления процессом контактной точечной сварки, содержащее устройство для управления сварочной машиной, формирователи, логические схемы ИЛИ, силовые вентили, редукторы усилия сжатия, схемы сравнения, источники постоянного тока, регистры блок инверторов, коммутатор, процессор, к одному входу которого подключен выход оперативного запоминающего устройства, а ко второму - выход блока сопряжения, у которого первый вход соединен с выходом аналого-цифрового преобразователя, вход которого подключен к выходу коммутатора аналоговых сигналов., у последнего один вход соединен с выходом датчиков параметров процесса сварки, а другой - со вторым выходом сопряжения, ко входу процессора подключен выход устройства прерывания процессора, вход которого подключен к выходу синхронизатора, а также содержит блок привязки к сети, на вход которого подключены фазные напряжения магистрали электропитания сварочных мащин, а вь1ход которого подключен ко входу устройства прерывания процессора, датчики напряжения сети, давления воздуха и воды, входы которых подключены соответственно к магистралям питания сварочных мащин электроэнергией и к устройствам стабилизации давления воздуха -и воды в магистра10лях, а выходы - ко входам коммутатора аналоговых сигналов, блок контроля состояния сварочного оборудования, вход которого подключен к сварочной мащине, а выходы - ко входу устройства прерывания процессора 15 и входу блока сопряжения, блок формирования команд управления сварочным оборудованием, вход которого соединен с выходом блока сопряжения, аналоговый и дискретный выходы которого подключены ко входам устройства управления сварочной машины, а два других дискретных вьгхода - ко входам устройства стабилизации давления возДуха и воды в магистралях, а также блок сигнализации прочности сварной конструкции, неисправностей оборудования и зачистки электродов, входом соединений с выходом блока сопряжения 1.
Однако это устройство малоэффективно для управления большим числом сварочных установок (несколькими десятками). Это связано с тем. что в алгоритме группового управления устройства не учитывается режим работы сварочных установок (сварка изделия, подборка режима, паспортизация оборудования). Устройство не позволяет оценивать импеданс вторичного контура сварочных установок - один из важнейших показателей их технического состояния. В этом устройстве частота опроса датчиков параметров режима постоянная, тогда как для непрерывной шовной и дуговой сварки период опроса датчиков целесообразно выбирать с учетом скорости сварки.
Цель изобретения - повышение качества сварки соединений за счет повышения точности контроля параметров режима и технического состояния сварочных установок. Поставленная цель достигается тем, что в устройство для управления процессом сварки, содержащее процессор с оперативным запоминаюш,им устройством и через блок прерывания с блоками синхронизации с сетью электропитания сварочных установок и контроля состояния сварочного оборудования, подключенного к сварочной установке, к процессору также через блок сопряжения подключены блок контроля состояния сварочного оборудования, блок контроля магистралей питания сварочных установок электроэнергией, водой, воздухом и защитным газом, блок сигнализации прочности сварной конструкции и исправности оборудования, блок контроля параметров режима и блок формирования команд управлений, подключенный к сварочной установке и синхронизатору, причем блок контроля параметров режима через блок датчиков параметров режима подключен к сварочной установке, введены блок выбора приоритета обслуживания сварочных установок, регистратора режима работы сварочной установки, блок задания периода опроса датчиков параметров режима и блок контроля импеданса вторичного контура сварочной установоки, при этом выход последнего соединен с блоком контроля параметров режима, первый и второй входы блока контроля импеданса вторичного контура сварочной установки соединены соответственно со сварочной установкой и с блоком датчиков параметров режима, первый выход блока выбора приоритета обслуживания сварочных установок соединен с блоком синхронизации с сетью электропитания сварочных установок, второй выход и первый вход блока выбора приоритета соединены соответственно со входами и выходами блока сопряжения, второй вход блока выбора приоритета - с выходом синхронизатора, а третий вход - с выходом регистратора работы сварочной
установки и со входом блока сопряжения, первый вход блока задания периода опроса датчиков параметров режима подключен к выходу блока сопряжения, второй .вход - к выходу блока датчиков параметров режима, а выход блока задания - ко входу блока контроля параметров режима и второму входу синхронизатора.
Блок выбора приоритета сварочных установок выполнен на четырех схемах ИЛИ, двух регистрах, четырех схемах И, схеме ИЛИ-НЕ и модуле ввода инициативных сигналов, при этом выходы последнего являются первым и вторым выходами блока, а его входы соединены с выходами схем И, причем первые входы первой и второй схем И соединены с первым регистром, входы последнего соединены с выходами первой и второй схем ИЛИ, первые входы схем ИЛИ соединены с первым входом блока, а вторые входы схем ИЛИ соединены с выходами регистров режима работ и сварочных установок, выходы третьей и четвертой схем ИЛИ соединены со вторым регистром, а его входы - с первыми входами третьей и четвертой схем И, вторые входы этих схем через схему ИЛИ-НЕ соединены с выходами первой и второй схем И, третьи входы третьей и четвертой схем И и вторые входь первой и второй схем И соединены с выходами синхронизаторов.
Блок задания периода опроса датчиков параметров режима содержит согласователь и последовательно соединенные регистр, цифроаналоговый преобразователь, множительное устройство и преобразователь аналогового сигнала в частный сигнал, при этом выход последнего является выходом блока, задания опроса, вх-од согласования является вторым входом блока задания периода опроса, вход регистра является первым входом этого же блока, а другой вход множительного устройства соединен с согласователем.
Блок измерения импеданса вторичного контура сварочной установки содержит последовательно соединенные датчики напряжения и сумматор, а также инвертор, вход последнего является вторым входом указанного блока, выход этого же блока соединен с выходом сумматора, второй вход последнего соединен с инвертором, первый вход блока измерения соединен с входом датчика напряжения.
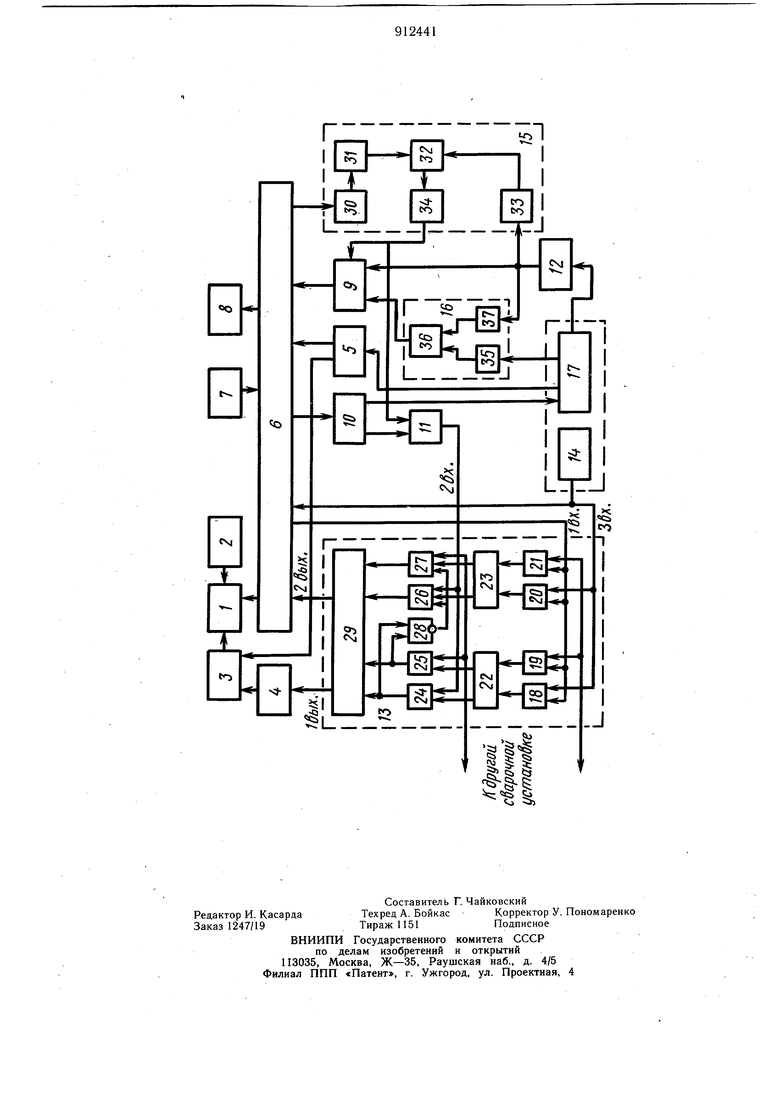
На чертеже представлена функциональная схема устройства для управления процессами сварки.
Устройство содержит процессор 1, оперативное запоминающее устройство 2, устройство 3 прерывания, блок 4 синхроиииции с сетью электропитания сварочных установок блок 5 контроля состояния сварочного оборудования, блок 6 сопряжения, блок 7 контроля магистралей питания сварочных установок электроэнергией, водой, воздухом и защитным газом, блок 8 сигнализации прочности сварной конструкции и неисправности оборудования, блок 9 контроля параметров режима, блок 10 формирования команд управления, синхронизатор 11, блок 12 датчиков параметров режима, блок 13 выбора приоритета обслуживания сварочных установок, регистратор 14 режима работы сварочной установки, блок 15 задания периода опроса датчиков параметров режима и блок 16 контроля импеданса вторичного контура сварочной установки 16. На чертеже показана сварочная установка 17. Пунктирная линия вокруг блоков 14 и 17 указывает на то, что регистратор режима работы сварочной установки 14 устанавливается на рабоJM месте сварщика непосредственно на сварочной установке 17. Подключение других сварочных установок к устройству осуществляется дополнительным введением в устройство блоков 5, 9, 10, И, 12, 14, 15 и 46 по одному для каждой управляемой сварочной установки. Блок выбора приоритета обслуживания сварочных установок 13 состоит из логических схем ИЛИ 18-21 регистров 22 и 23, логических схем 24-27, логической схемы ИЛИ-НЕ 28 и модуля 29 ввода инициативных сигналов. Блок 15 задания периода опроса датчиков параметров режима состоит из регистра 30, цифроаналогового преобразователя 31 множительного устройства 32, согласователя 33 и преобразователя 34 аналогового сигнала в частотный сигнал. Блок 16 измерения импеданса вторичного контура сварочной установки содержит датчик 35 напряжения, сумматор 36 и инвертор 37. Элементы устройства соединены следующим образом. Один вход процессора 1 соединен с выходом оперативного запоминающего устройства 2, второй - с выходом устройства 3 прерывания и третий - с выходом блока 6 сопряжения. Входы устройства 3 прерывания соединены с выходом блока привязки к сети электропитания сварочных установок 4 и первым выходом блока 5 контроля состояния сварочного оборудования. Вход блока 4 синхронизации с сетью электропитания сварочных установок связан с первым выходом модуля ввода инициативных сигналов 29 блока 13. Вход блока 5 контроля состояния сварочного оборудования подключен к сварочной установке 17. Входы блока 6 сопряжения соединены со вторым выходом блока 5 контроля состояния сварочного оборудования, выходом блока контроля магистралей питания сварочных установок электроэнергией, водой, воздухом и защитным газом 7, выходом блока 9 контроля параметров режима, выходом модуля 29 ввода инициативных сигналов блока 13 и выходом регистратора 14 режима работы сварочной установки, а выхода блока 6 сопряжения подключены ко входу блока сигнализации прочности сварной конструкции о неисправности оборудования 8, входу блока 10 формирования команд управления, первым входом логических схем ИЛИ 18-21 блока 13 и входу регистра 30 блока 15. Входы блока контроля, параметров режима 9 соедин.ены с выходом блока датчиков параметров режима 12, выходом преобразователя аналогового сигнала в частотный сигнал 34 блока 15 и выходом сумматора 36 блока 16. Первый выход блока 10 формирования команд управления соединен с первым входом синхронизатора 11, а второй выход - со сварочной установкой 17. Второй вход синхронизатора 11 подключен к выходу преобразователя аналогового сигнала в частотный сигнал 34 блока 15, а выход синхронизатора 11 - к первым входам логических схем И 24 и 26 блока 13. Выход блока 12 датчиков параметров режима соединен со входом согласователя 33 блока 15, входом инвертора 37 блока 16, а его вход подключен к сварочной установке 17. Вторые входы логических схем ИЛИ 18 и 20 блока 13 соединены с выходом регистратора режима работы сварочной установки 14, вторые входы логических схем ИЛИ 19 и 21 блока 13 соединены с выходом регистратора режима работы сварочной установки (не показана на чертеже). К первым входам логических схем Н 25 н 27 подключен выход синхронизатора сварочной установки (не показана на чертеже). Вход датчика 35 напряжения блока 16 подключен ко входу вторичного контура сварочной установки 17. В блоке 13 выбора приоритета обслуживания сварочных установок выходы логических схем ИЛИ 18 и 19 соединены со входами регистра 22, выходы логических схем ИЛИ 20 и 21 подключены ко входам регистра 23, выходы регистра 22 соединены со вторыми входами логических схем И 24 и 25, выходы регистра 23 подключены ко вторым входам логических схем И 26 и 27, выходы логических схем И 24-27 соединены со входами модуля ввода инициативных сигналов 29, выходы логических схем И 24 25 подключены ко входам логической схемы ИЛИ-НЕ 28, выход которой соединен с третьими входами логических схем И 26 и 27. В блоке 13 выбора приоритета обслуживания сварочных установок число логических схем и логических схем ИЛИ равно 2 п, где п - число управляемых сварочных установок. На чертеже показан пример блока 13 для п 2. В блоке 15 задания периода опроса датчиков параметров режима выход регистра 30 оединен со входом цифроаналогового пребразователя 31, выход которогосоединен с первым входом множительного устройства 32, второй вход которого соединен с выодом согласователя 33, а выход множительного устройства 32 подключен ко входу преобразователя аналогового сигнала в частотный сигнал 34. В блоке 16 измерения импеданса вторичного контура сварочной установки датчик 35 напряжения входом соединен с первым входом сумматора 36, второй вход которого подключен к выходу инвертора 37. Устройство работает следующим образом. При включении педали сварочной установки 17 блок 10 формирования команд управления через.синхронизатор 11 выдает в блок 13 выбора приоритета обслуживания сварочных установок сигнал запроса на обслуживание данной сварочной установки. Очередность обслуживания сварочных установок выбирается с учетом их режима рабО ты. Режим работы сварочной установки: сварка изделия, подбор параметров режима и паспортизация - задается сварщиком на регистраторе 14 режима работы сварочной установки. Код режима работы сварочной установки поступает через блок 6 сопряжения в процессор 1 для выбора программы обработки данных. Кроме того, этот код подается в блок 13 выбора приоритета обслуживания сварочных установок, в котором с помощью логической схемы ИЛИ 18 устанавливается в единицу соответствующий данной установке разряд регистра 22 при сварке изделия или с помощью логической схемы ИЛИ 20 устанавливается в единицу соответствующий данной установки разряд регистра 23 при подборе параметров режима и паспортизации.данной сварочной установки. Сигнал запроса на обслуживание от рассматриваемой сварочной установки проходит через логическую схему И 24 блока 13 на вход модуля 29 ввода инициативных сигналов блока 13, если в регистре 22 блока 13 разряд, соответствующий данной установке, / равен единице, т. е. установка находится в режиме сварки изделия. При этом модуль ввода инициативных сигналов 29 блока 13 формирует сигнал запроса на обслужив.ание в блок синхронизации с сетью электропитания сварочных установок 4. В блоке 4 этот сигнал стробируется импульсом, фронт которого совпадает с началом каждого периода напряжения сети. Таким образом, сигнал запроса на обслуживание может подаваться в устройство прерывания 3 только в начале периода напряжения сети. По этому сигналу устройство 3 прерывания переключает процессор 1 в обслуживание сварочных установок. Процессор 1 через блок 6 сопряжения считывает содержимое модуля 29 ввода инициативных сигналов блока 13 и по полученному коду определяет адрес сварочной установки, требующей обслуживание. Если рассматриваемая установка не находится в режиме сварки изделия, сигнал запроса на обработку данных от этой установки пройдет на вход модуля 29 ввода инициативных сигналов блока 13 через логическую схему И 26 блока 13, которая управляется соответствующим данной установке разрядом регистра 23 блока 13, только при наличии сигнала логической единицы на выходе логической схемы ИЛИ-НЕ 28 блока 13. Это условие выполняемся только при отсутствии запроса на обработку данных от любой сварочной установки, находящейся в режийе сварки изделия. Другими словами, сварочные установки, находящиеся в режиме паспортизации или подбора параметров режима будут обслуживаться процессором 1 только после того, как будут обслужены все выставивщие запрос на обслуживание установки, которые нaxoдяtcя в режиме сварки изделия. Для повыщения гибкости алгоритма группового обслуживания управление регистрами 22 и 23 блока выбора приоритета обслуживания сварочных установок 13 также может осуществляться непосредственно процессором 1 через блок 6 сопряжения и логические схемы ИЛИ 18-21 блока 13. Запись в регистры 22 и 23 блока 13 признака режима работы сварочной установки, (не показана на чертеже), осуществляется через логические схемы ИЛИ 19 и 21 блока 13, а запрос на обслуживание от синхронизатора этой установки поступает на входы логических схем И 25 и 27 блока 13. После определения адреса сварочной установки, выставивщей запрос на включение сварки, процессор 1 через блок 6 сопряжения с помощью блока контроля магистралей питания сварочных установок электроэнергией, водой воздухом и защитным газом 7 определяет, находятся ли в допусках напряжение сети, давление воды, воздуха и защитного газа в магистралях питания сварочных установок. Кроме того, процессор 1 с помощью блока 5. контроля состояния сварочного оборудования контролирует эти же параметры непосредственно на сварочной установке. Если условия нормальной работы не выполняются, процессор 1 -через блок 6 сопряжения выдает на блок 8 сигнализации прочности сварной конструкции и неисправности оборудования информацию о возможных неисправностях. При нормальных условиях процессор 1 через блок 6.сопряжения выдает на блок 10 формирования команд управления сигнал разрещения сварки. В случае возникновения неисправностей в сварочной установке при сварке изделия блок 5 контроля состояния сварочного оборудования выдает сигнал прерывания в устройство 3 прерывания, по которому процессор 1 через блок 6 сопряжения считывает код на выходе блока 5 контроля состояния сварочного оборудования, определяет вид возникщей неисправности и блокирует дальнейщую сварку, выдав сигнал запрета сварки в блок ГО формирования команд управления. При включении сварки прбцессор 1 для установок контактной шовной непрерывной сварки и дуговой сварки выдает через блок 6
сопряжения в регистр 30 блока 15 задания частоты опроса датчиков, код величины 4обратной шагу контроля шва. Эгот код преобразуется с помощью цифроаналогового преобразователя 31 блока 15 в аналоговый сигнал и в множительном устройстве 32 блока 15 перемножается с сигналом пропорциональным скорости сварки V на выходе блока 12 датчиков, переданным через согласователь 33 блока 15. Согласователь 33 блока 15 осуществляет согласование уровней сигналов на обоих входах множительного устройства 32 блока 15. Сигнал с выхода множительного устройства 32 блока 15, преобразуется Б преобразователе аналогового сигнала в частотный сигнал 34 блока 15, в импульсы, частота которых пропорциональна его величине. По этим импульсам сбрасываются в нуль результаты предыдущих измерений в блоке 9 контроля параметров режима и этот блок запускается в режим измерения данных с выхода блока 12 датчиков параметров режима. Таким образом, период опроса датчиков Т будет
т - -
где К - коэффициент передачи согласователя 33 блока 15. Т. е. контроль параметров режима для контактной щовной непрерывной сварки и дуговой сварки осуществляется, с переменной дискретностью во времени, но постоянной дискретностью по длине шва. Для установок контактной точной и щовной щаговой сварки во время прохождения сварочного тока на вход согласователя 33 блока 15 подается строб такого уровня, что частота опроса датчиков параметров режима равна 50 Гц, а при отсутствии тока - строб такого уровня, что частота опроса датчиков составляет 10 Гц. Импульс с выхода преобразователя 34 аналогового сигнала в частотный сигнал блока 15 поступает на вход синхронизатора 11, который через блок 13 выбора приоритета обслуживания сварочных установок и блок 4 синхронизации с сетью электропитания выдает в устройство 3 прерывания сигнал сбора данных о параметрах режима. Процессор 1 через блок 6 сопряжения с помощью блока 9 контроля параметров режима считывает значения параметров режима в начале периода напряжения сети. По полученным данным процессор 1 определяет прочность сварного щва, требуемую величину коррекции параметров режима для предупреждения дефектов, стабильность заданных параметров режима. Эти данные накапливаются в оперативном запоминающем устройстве 2, по которым процессор 1 рассчитывает и выдает в блок 8 данные о прочности сварной конструкции и техническом состоянии оборудования.
Для контроля одного из основных показателей технического состояния сварочной
установки - импеданса вторичного контура используется блок 16. Сигнал, пропорциональный напряжению на входе вторичного контура сварочной установки который поступает с выхода датчика 35 напряжения блока 16 суммируется в сумматоре 36 блока 16 с сигналом на выходе инвертора 37 блока 16. Так как на вход инвертора 37 блока 16 с выхода блока 12 датчиков параметров режима поступает сигнал, пропорциональный напряжению на электродах сварочной установки, сигнал на выходе сумматора 36 блока 16 будет пропорционален падению напряжения на токоподводах вторичного контура сварочной установки. Процессор 1 измеряет это напряжение, а также сварочный ток с помощью блока 9 контррля параметров режима 9 и по этим данным расчитывает импедансвторичного контура сварочной установки. Полученное значение процессором 1 сравнивается с допуском и в случае превышения заданного значения информации о необходимости ремонта сварочной установки выдается в блок 8.
Оперативное запоминающее устройство 2 служит для хранения установок, результатов промежуточных вычислений и управляющей программы. Подключение других сварочных установок к предлагаемому устройству осуществляется дополнительным введением в устройство блоков 5, 9, 10, 11, 12, 14, 15 и 16.
В предлагаемом устройстве алгоритм группового управления учитывает режим работы сварочных установок. Это повыщает эффективность алгоритма группового управления и позволяет одновременно управлять большим числом сварочных установок. Контроль технического состояния сварочного оборудования осуществляется с учетом импеданса вторичного контура сварочных установок, что повышает надежность контроля и сокращает вероятность возникновения дефектов в сварных соединениях. В устройстве повышается точность контроля параметров режима сварки, так как осуществляется выбор оптимальных частот их опроса. Это повыщает в конечном счете надежность контроля качества сварных соединений.
Использование устройства для управления процессами контактной и дуговой сварки при изготовлении сварных конструкций и самолетостроении, автомобилестроении и др. отраслях мащиностроительной промыщленности позволяет значительно снизить нормы примененных в. настоящее время дорогостоящих методов контроля, повысить надежность сварных конструкций и производительность сварочных работ.
Предварительный технико-экономический расчет показывает, что устройство при одновременном обслуживании 50 сварочных установок может дать экономический эффект 400 тысяч рублей в год. Потребность народкого хозяйства составляет 50 и более подобных устройств. Формула изобретения 1. Устройство для управления процессом сварки, содержащее процессор, соединенный с оперативным запоминающим устройством и через блок прерывания - с блоками синхронизации с сетью электропитания сварочных установок и контроля состояния сварочного оборудования, подключенного к сварочной установке, к процессору также через блок сопряжения подключены блок контроля состояния сварочного оборудования, блок контроля магистралей питания сварочных установок электроэнергией, водой, воздухом и защитным газом, блок сигнализациИПрочности сварной конструкции и исправности оборудования, блок контроля параметров режима, и блок формирования команд управления, подключенный к сварочной установке и к Синхронизатору, причем блок контроля параметров режима через блок датчиков параметров режима подключен к сварочной установке, отличающееся тем, что, с целью повыщения качества сварных соединений за счет повыщения точности контроля параметров режима и технического состояния сварочных установок, в устройство введены блок выбора приоритета обслуживания сварочных установок, регистратор режима работы сварочной установки, блок задания периода опроса датчиков параметров режима и блок контроля импеданса вторичного контура сварочной установки, при этом выход последнего соединен с блоком контроля параметров режима, первый и второй входы блока контроля импеданса вторичного контура сварочной установки соединены соответственно со сварочной установкой и с блоком датчиков параметров режима, первый выход блока выбора приоритета обслуживания сварочных установок соединен с блоком синхронизации с сетью электропитания сварочных установок, второй выход и первый вход блока выбора приоритета соединены соответственно со входом и выходом блока сопряжения, второй вход блока выбора приоритета - с выходом синхронизатора а третий вход - с выходом регистратора режима работы сварочной установк и со входом блока сопряжения, причем первый вход блока задания периода опроса датчиков параметров режима подключены к выходу блока сопряжения, второй вход - к выходу блока датчиков параметров режима, а выход блока задания - ко входу блока контроля параметров режима и второму входу синхронизатора. 2.Устройство по п. 1, отличающееся тем, что блок выбора приоритета сварочных установок выполнен на четырех схемах ИЛИ, двух регистрах, четырех схемах И, схеме ИЛИ-НЕ и модуле ввода инициативных сигналов, при этом выходы последнего являются первым и вторым выходами указанного блока, а его входы соединены с выходами схем И, первые входы первой и второй схем И соединены с первым регистром, входы последнего соединены с выходами первой и второй схем ИЛИ, причем первые входы схем ИЛИ соединены с первым входом блока, а вторые входы схем ИЛИ соединены с выходами регистраторов режима работы сварочных установок, выходы третьей и четвертой схем ИЛИ соединены со вторым регистром, а его выходы соединены с первыми входами третьей и четвертой схем И, вторые входы этих схем через схему ИЛИ-НЕ соединены с выходами первой и второй схем И, третьи входы третьей и четвертой схем И и вторые входы первой и второй схем И соединены с выходами синхронизаторов. 3.Устройство по,п. 1, отличающееся тем, что блок задания периода опроса датчиков параметров режима содержит согласователь и последовательно соединенные регистр, цифроаналоговый преобразователь, множительное устройство и преобразователь аналогового сигнала в частотный сигнал, при этом выход преобразователя является выходом блока задания периода опроса, вход согласователя является вторым входом блока задания периода опроса, вход регистра является первым входом этого же блока, а другой вход множительного устройства соединен с согласователем. 4.Устройство по п. 1, отличающееся тем, что блок измерения импеданса вторичного контура сварочной установки содержит последовательно соединенные датчик напряжения и сумматор, а также инвертор, вход которого является вторым входом указанного блока, выход этого же блока соединен с выходом сумматора, второй вход последнего соединен с инвертором, первый вход блока измерения соединен с входом датчика напряжения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство .СССР по заявке № 2572003/25-27, кл. В 23 К 11/24, 25.01.78 (прототип).
1
Ill
til ll
