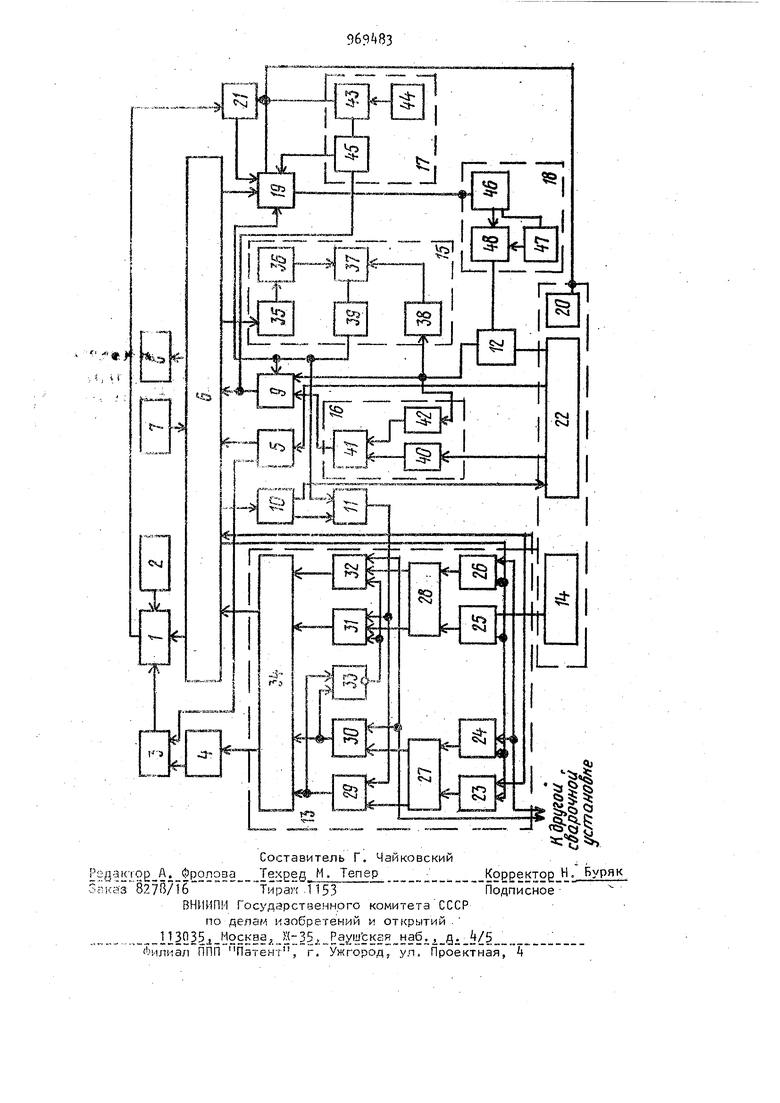
тания сварочных установок, второй выход и первый вход блока выбора приори тета соединены соответственно со входом и выходом блока сопряжения, второй аход блока выбора приоритета - с выходом синхронизатора, а третий вход - с выходом рзегистратора режима работы сварочной установки и со входом блока сопряжения, примем первый вход блока задания периода опроса flOiMiiKOB параметров режима подключен к йыходу блока сопряжения, второй вход - к выходу блока датчиков параметров режима, а выход блока задания периода опроса - к входу блока контроля параметров режима и второму входу синхронизатора Li . Однако известное устройство обладает рядом ограничений. Прежде всего они связаны с тем, что одни и те же блоки, такие как процессор, оперативное запоминающее устройство, блок сопряжения и т.п., используются для контроля и управления процессом на всех подключенных к известному устрой ству сварочных установках. Это приводит к тому, что число сварочных установок, контролируемых известным устройством, ограничивается быстродейст,вием процессора. По этой причине снижается требуемая высокая надежность управления про цессом сварки в реальном времени. Выход из строя любого из перечисленных блоков приводит к затруднениям в управлении процессом сварки на любой из контролируемых установок. Кроме того, в известном устройстве контролируются различные виды дефектов отдельной сварной точки или задан ной длины шва и полученные данные накапливаются для оценки прочности свар ной конструкции в целом, тогда как оценка средней прочности нескольких подряд сваренных точек даже при отсутствии в них браковочных дефектов дает возможность обнаружить плавное снижение размеров сварного соединения например, из-за нагрева вторичного контура сварочной установки или изменения напряжения электрической сети в течение дня и своевременно откорректировать режим сварки. С другой стороны, в известном устройстве предъявляются жесткие требова ния к датчикам параметров режима, в частности к стабильности их переда точной функции между измеряемой величиной и выходным электрическим сигналом. Это приводит к аппаратурной сложности преобразуодих электрических цепей датчиков, что во многих случаях, однако, не обеспечивает требуемой точности измерений. Кроме того, в известном устройстве вся информация о ходе процесса сварки выводится на блок сигнализации прочности сварной конструкции и неисправности оборудования, который является центральным пультом управления устройства и из-за своей сложности не может быть использован на рабочем месте сварщика. Наличие информации о параметрах режима на рабочем месте сварщика позволило бы повысить производительность труда сварщика при подборе режима, а по данным о дефектах каждой отдельной точки принять оптимальное решение о методах устранения или исправления брака. Цель изобретения - повышение контроля качества сварного соединения за счет возможности контроля последова- и своетельных участков соединения временной корректировки по этим данным режима сварки. Поставленная цель достигается тем, что п устройство для управления процессом сварки дополнительно введены блок контроля дефектов и определения локальной прочности сварного шва, блок коррекции измеренных значений параметров режима, мультиплексор, блок индикации параметров режима и дефектов сварного шва, блок выбора функций управления устройства, при этом выход блока контроля параметров режима соединен с входом блока контроля дефектов и определения локальной прочности сварного шва, первый и второй выходы последнего соединены соответственно с первым входом мультиплексора и с первым входом блока выбора функций управления устройства, второй вход этого блока соединен с выходом процессора, второй, третий и четвертый входы мультиплексора соединены соответственно с выходом блока выбора функций управления устройства, с выходом блока сопряжения и с выходом блока задания периода опроса датчиков, первый и второй выходы мультиплексора соединены соответственно с входом блока индикации параметров режима и дефектов сварного шва и входом блока коррекции измеренных значений параметров режима, а выход последнего соединен со входом блока датчиков параметров режима. 5ЭбЭ Блок контроля дефектов и определения локальной прочности сварного шва содержит последовательно соединенные оперативное запоминающее устройство, микропроцессор и блок сопряжения, при этом один из входов последнего является входом указанного блока контроля, а выход блока сопряжения является первым выходом того же блока контроля, причем вторым выходом .блока контроля является один из выходов мик ропроцессора. Блок коррекции измеренных значений параметров режима содержит последовательно соединенные блок управления, источник стандартных сигналов и коммутатор , при этом один из цыходов бло ка управления соединен с одним из вхо дов коммутатора, выход последнего является выходом блока коррекции, а вхо дом блока коррекции является вход бблокп управления. На чертпже представлена функционал ная схема устройства для управления процессами контактной и дуговой сварки,; Устройство содержит процессор 1, оперативное запоминающее устройство 2, устройство 3 прерываний, блок t привязки к сети электропитания сварочных установок,блок 5 контроля состояния сварочного оборудования,блок 6 сопряжения,блок 7 контроля магистралей питания сварочных установок электроэнергией, водой, возжухом и защитным газом, блок 8 сигнализации прочности сварочной конструкции и неисправности оборудования, блок 9 контроля параметров режима,блок 10 формирования команд управления, блок 13 выбора приоритета обслуживания сварочных установок, регистратор режима работы сварочной установки, блок 15 задания периода опроса датчиков параметров режима, блок 16 контроля импеданса вторичного контура сварочной установки, блок 17 контроля дефектов и определения локальной прочности сварного шва, блок 18 коррекции измеренных значений парамет ров режима, мультиплексор 19, блок 20 индикации параметров режима и дефектов сварного шва и блок 21 выбора функций управления устройства. На чер теже показана сварочная установка 22. Пунктирная линия вокруг блоков 1, 20 и 22 указывает на то, что регистратор k режима работы сварочной установки и блок 2П индикации устанавливаются на рабочем месте сварщика непосредственно на сварочной установки 22 Подключение других сварочных установок к устройству осуществляется дополнительным введением в устройство блоков 5. 9-12, в одном экземпляре для каждой управляемой сварочной установки. Блок 13 выбора приоритета обслуживания сварочных установок состоит из логических схем ИЛИ 23-26, регистров 27 и 28, логических схем И 29-32, логической схемы ИЛИ-НЕ 33 и модуля З ввода инициативных сигналов. Блок 15 задания периода опроса датчиков параметров состоит из регистра 35, цийроаналогового преобразователя Зб, множительного устройства 37, согласов.ателя ЗВ и преобразователя 39 аналогового сигнала в частотный сигнал. Блок 16 измерения импеданса вторичного контура сварочной установки состоит из датчика kQ напряжения, сумматора AI и инвертора 42. Блок контроля дефектов и определения локальной прочности сварного шва 17 состоит из микропроцессора 43, оперативного запоминающего устройства k и блока 45 сопряжения. Блок 18 коррекции измеренных значений параметров режима состоит из блока 46 управления, источника k7 стандартных сигналов и коммутатора 8. Элементы устройства соединены следующим образом. Процессор 1 первым входом соединен с выходом оперативного запоминающего устройства 2, вторым входом - с выходом устройства 3 прерывания, третьим входом - с первым выходом блока 6 сопряжения, а выходом - со вторым входом блока 21 выбора функции управления устройства. Первый вход устройства 3 прерывания подключен к выходу блока k привязки к сети электропита-ния сварочных установок- а второй его вход - к первому выходу блока 5 контроля состояния сварочного оборудования. Вход блока t привязки к сети электропитания сварочных установок соединен с первым выходом модуля З ввода инициативных сигналов блока 13 , выбора приоритета обслуживания сварочных установок. Блок 5 контроля состояния сварочного оборудования входом подключен к сварочной установке 22, а вторым выходом - к первому входу блока 6 сопряжения, у последнего второй вход соединен с выходом блока 7 контроля магистралей питания сварочных установок электроэнергией, водор, духом и защитным газом, третий вход с выходом блока 9 контроля параметров режима и первым блока сопря женин блока 17 контроля дефектов и определения локальной прочности сварного шва, четвертый вход - со вторым выходом модуля 3 ввода инициативных сигналов блока 13 выбора приоритета обслу)хивания сварочных установок, пятый вход - с выходом регистратора 1 режима работы сварочной установки и первыми входами логических схем ИЛИ 23 и 25 блока 13 выбора приоритета обслуживания, второй выход со входом блока 8 сигнализации прочности сварной конструкции и неисправности оборудования, третий выход - со входом регистра 35 блока 15 задания |. периода опроса датчиков параметров режима, четвертый выход - с третьим входом мультиплексора 19, пятый выход - со входом блока 10 формирования команд управления, и шестой выход - со вторыми входами логических схем ИЛИ 23-26 блока 13 выбора приоритета обслуживания сварочных установок. Блок 9 контроля параметров режима .первым входом подключен к выходу блока 12 датчиков параметров режима, вхо ду согласователя 38 блока 15 задания периода опроса датчиков параметров режима и входу инвертора k2 блока измерения импеданса вторичного контуpa сиарочной установки 16, вторым вхо дом - к выходу сумматора 41 блока 1б измерения импеданса вторичного контура сварочной установки, а третьим входом - к выходу преобразователя ана рогового сигнала в частотный сигнал 39 блока 15 задания опроса датчиков параметров режима, к первому входу синхронизатора 11 и к четвертому входу мультиплексора 19. -Р вый выход блока 10 формирования команд управления соединен со входом сва рочной установки 22,а второй выход - со вторым входом синхронизатора 11 ,выход которого подключен к первым входам логи ческих схем И 29 и 31 блока 1 3. Блок 12 датчиков параметров режима первым входо подключен к сварочной установке 22, а вторым входом - к выходу коммутатора блока 18 коррекции измеренных значений параметров режима.Вход датчика kO напряжения блока 16 измерения импеданса вторичного контура сварочной ус тановки подключен к выходу вторичного 9 воз 838 контура сварочной установки 22. Второй выход микропроцессора k3 блока 17 контроля дефектов и определения локальной прочности св,арного шва соединен с первым входом блока выбора функций управления устройства 21,выход кокоторого подключен ко второму входу мультиплексора 19. Выход блока 45 сопряжения блока 17 контроля дефектов и определения локальной прочности сварного шва соединен с первым входом мультиплексора 19, У которого первый выход соединен со входом блока 20 индикации, а второй выход - со входом блока 4б управления блока 18 коррекции измеренных значений параметров режима. К первым входам логических схем ИЛИ 2k и 2б блока 13 подютючен выход регистратора режима работы сварочной установки (на чертеже не показана;, а к первым входам логических схем И 30 и 32 блока 13 - выход синхронизатора этой же сварочной установки. В блоке 13 выбора приоритета обслуживания сварочных установок выходы логических схем ИЛИ 23 и 2k соединены со входами регистра 27, выходы логиких схем ИЛИ 25 и 26 подключень ко входам регистра 28, выходы регистра 27 соединены со вторыми входами логических схем И 29 и ЗП, выходы регистра 28 Подключены ко вторым входам логических схем И 31 и 32, выходы логических схем И 29-32 соединены со входами модуля 3k ввода инициативных сигналов, выходы логических схем И 29 и ЗП также подключены ко входам логической схемы ИЛИ-НЕ 33, выход которой соединен с третьими входами логических схем И 31 и 32. В блоке 13 выбора приоритета обслуживания сварочных установок число логических схем И и логических схем ИЛИ равно 2у, где Vi - число управляемых сварочных установок ( на чертеже показан пример блока 13 для И 2). В блоке 15 задания периода опроса датчиков пара.метров режима выход регистра 35 соединен со входом цифроаналогового преобразователя ЗЬ, которого соединен с первым входом множительного устройства 37, второй 13ХОД которого соединен с выходом согласователя 38,.а выход множительного устройства 37 подключен ко входу преобразователя 39 аналогового сигнала в частотный сигнал. В блоке If) измерения импеданса вторичного контура сварочной установки датчик 0 напряжения выходом соединен с первым входом сумматора tl, второй вход к торого подключен к выходу инвертора 42. В блоке 17 контроля дефектов и определения локальной прочности сварного шва вход микропроцессора 3 соединен с выходом оперативного запомина.ющего устройства kk, а первый выход микропроцессора 3 - to входом блока 5 сопряжения. В блоке 18 коррекции измеренных значений параметров режима первый выход блока 6 управления подключен к первому входу коммутатора Ц8, а второй выход - ко входу .источника 7 стандартных сигналов, выход которого подключен ко второму коммутатора 48. Устройство работает .следующим образом. Устройство имеет три режима работы в заЕ}исимости от технического состояния процессора 1 и блока 17 контроля дефектов и определения локальной проч ности шва. В первом режиме, когда сигналы об исправном состоянии из процессора 1 и блока 17 контроля поступают в блок 21 выбора функций управления устройства
последний выдает в мультиплексор 19 команду на совместную работу процессора 1 и блока 17 контроля. В этом режиме при включении педали сварочной установки 22 блок 10 формирования команд управления через синхронизатор 1 выдает в блок 13 выбора приоритета рбсл /живания сварочных установок сигнал запроса на обслуживание данной сварочной установки. Очередность обслуживания сварочных установок выбирается с учетом их режима работы. Режим работы сварочной установки: сварка изделия, подбор параметров режима и паспортизации - задается сварьчиком на регистраторе 14 режима работы сварочной установки. Код режима работы сварочной установки поступает через блок 6 сопряжения в процессор 1 для выбора програм№1 обработки данных .Кроме того, этот код подается в блок выбора приоритета обслуживания сварочных установок, в котором с помощью логической схемы ИЛИ 23 устанавлива- ется в единицу соответствующий данной установке разряд регистра 27 при свар ке изделия или с помощью логической схемы ИЛИ 25 устанавливается в единицу соответствующий данной установки
от этой установки пройдет на вход модуля 34 ввода инициативных сигналов блока 13 через логическую схему И 31 блока 13, которая управляется разряд регистра 28 при подборе параметров режима и паспортизации данной сварочной установки. Сигнал запроса на обслуживание от рассматриваемой сварочной установки проходит через логическую схему И 29 блока 13 на вход 34 модуля ввода инициативных сигналов блока 13, если в регистре 27 блока 13 разряд, соответствующий данной установке, равен единице, т.е. установка находится в режиме сварки изделия. При этом модуль ввода инициативных сигналов 34 блока 13 формирует сигнал запроса на обслуживание в блок 4 привязки к сети электропитания сварочных установок. В блоке 4 этот сигнал стробируется импульсом, фронт которого совпадает с началом каждого периода напряжения сети. По этому сигналу устройство 3 прерывания переключает процессор 1 в обслуживание сварочных установок. Процессор 1 через блок 6 сопряжения считывает содержимое модуля 34 ввода инициативных сигналов блока 13 и по полученному коду определяет адрес сварочной установки, требующей обслуживания. Если рассматриваемая установка не находится в сварки изделия. игнал запроса на обработку .данных соответствующим данной установке разрядом регистра 28 блока 13, только при наличии сигнала логической единицы на выходе логической схемы ИЛИ-НЕ 33 блока 13. Таким образом, сварочные установки, находящиеся в режиме паспортизации или подбора параметров режима обслу ; иваптся процессором 1 только после того, как будут обслужены все выставившие-запрос на обслуживание установки, которые находятся в режиме сварки изделия. Для повышения гибкости алгоритма группового обслуживания управление регистрами 27 и 28 блока 13 выбора приоритета обслуживания сварочных установок также может осуществляться непосредственно процессором 1 через блок 6 сопряжения и логические схемы ИЛИ 23-26 блока 13. Запись в регистры 27 и 28 блока 13 признака режима работы сварочной установки (не показана ) осуществляется через логические схемы ИЛИ 24 и 26 блока 13, а запрос на обслуживание от синхронизатора этой установки поступает на входы логических схем И 29 и 32 блока 13. После опред ления адреса сварочной установки, вы ставившей запрос на включение сварки процессор 1 через блок 6 сопряжения с помощью блока 7 контроля магистралей питания сварочных установок элек роэнергией, водой, воздухом и защитным газом определяет, находятся ли в допусках напряжение сети, давление воды, воздуха и защитного газа в магистралях питания сварочных установо Кроме того, процессор 1 с помощью блока 5 контроля состояния сварочног оборудования контролирует эти параметры непосредственно на сварочной установке. Если условия нормальной работы не выполняются, процессор 1 через блок б сопряжения выдает на блок 8 сигнализации прочности сварной конструкции и неисправности оборудования информацию о возможных неисправностях. При,нормальных условиях процессор 1 через блок 6 сопряжения ныдает на блок 10 формирования команд управления сигнал разрешения сварки. В случае возникновения неисправностей в сварочной установке .при сварке изделия блок 5 контроля состо ,яния сварочного оборудования выдает сигнал прерывания в устройство 3 прерывания, по которому процессор 1 через блок 10 формирования команд управления выдает сигнал запрета сва ки на сварочной установке 22. При включении сварки процессор 1 для установок контактной шовной непрерывной сварки и дуговой сварки вы дает через блок 6 сопряжения в регистр 35 блока 15 задания периода опроса датчиков код величины l/L,обратно шагу контроля шва L . Этот код преоб разуется с помощью циЛроаналогового преобразователя 36 блока 15 в аналог вый сигнал и в множительном устройст ве 37 блока 15 перемножается с сигна лом, пропорциональным скорости сварки V на выходе блока 12 датчиков, переданным через со.гласователь 38 блока 15. Согласователь 38 блока 15 осуществляет согласование уровней сигналовна обоих входах множительно го устройства 37 блока 15. Сигнал с выхода мно)хительного устройства 37 блока 15 преобразуется в преобразова теле аналогового сигнала в частотный сигнал 39 блока 15 в импульсы, частоты которых пропорциональна его величине. По этим импульсам сбрэсыва9312 ются в нуль результаты предыдущих измерений в блоке 9 контроля параметров режима, и этот блок запускается в режим измерения данных с выхода блока 12 датчиков параметров режима. Таким образом, контроль параметров режима для контактной шовной непрерывной сварки и дуговой сварки осуществляется с переменной дискретностью во времени Т Ь/КУ , где К - коэффициент передачи согласователя 38 бло-. ка 15, но постоянной дискретностью по длине шва. Для установок контактной точечной и шовной шаговой сварки во время прохождения сварочного тока на вход согласователя 38 блока 15 подается строб такого уровня, что частота опроса датчиков параметров режима равна 5Й Гц, а при отсутствии тока - строб такого уровня, что частота опроса датчиков составляет 10 Гц. Сигнал управления от блока 15 задания периода опроса датчиков поступает через мультиплексор 19 в блок 5 сопряжения блока 1 контроля и далее, в микропроцессор 43 блока 17 контроля. По этому сигналу микропроцессор 3 считывает через блок 45 сопряжения параметры режима сварки с выхода блока 9 контроля параметров режима и заносит их в оперативное запоминающее устройство tA блока 17 контроля. Микропроцессор i«3 определяет значения сигналов Х- на входе электрических цепей датчика каждого 1 параметра режима, соответствуюи их измеренным величинам параметров режима и через блок i5 сопряжения блока 17 контроля и мультиплексор 19 выдает рассчитанные значения сигналов Х в блок 46 управления блока 18 коррекции измеренных значений .параметров режима. Блок +6 управления включает в режим работы источник 7 стандартных сигналов блока 18 коррекции, и напряжения заданных уровней с выхода источника kj подаются на k8. ровни напряжевход коммутатора ний на выходе источника 7 заданы с постоянной дискретностью по величине„и перекрывают весь возможный диапазон сигналов на входе электрической цепи датчиков. Плок 6 управления с помо.щью коммутатора 48 последовательно для каждого i датчика на вход его элект рической преобразующей цепи подает два уровня напряжения с выхода источника , абсолютная величина разности которых с величиной сигнала 2,-./и X,- / среди всех возможных напряжений на выходе источника kl имеет наименьшее значение. Сигналы с выхода блока 12 датчи ков измеряются блоком 9 контроля пар метров и через блок t сопряжения блока 17 контроля поступают в микропроцессор k, который определяет уточненную величину параметра режима сварки V-i по выражениею М - , 4- N ,.z, ,,-i,j. где Xj и . и змеренные значения на выходе блока 12 датчиков при подклкэчении на его вход соответственно сигналов Z,- и . Длаее микропроцессор 3 по програм ме, хранящейся в оперативном запоминающем устройстве k, определяет показатели качества сварной точки или постоянной длины Ь шва, а по размерам сварного соединения - их прочность flКроме того, по прочности отдельной точки или заданной длины L шва PJ определяется прочность нескольких подряд сваренных точек или участка шва, так называемая локальная прочность. PjM at(P - .,), где Р; и Р - локальная прочность co ответственно после сварки j и j- точки с(. - задается в интервале 0-1 и определяется видом сварной конструкции. Наиболее жесткие требования по ка честву сварки прио.- 1. Данные о параметрах режима и качестве сварки микропроцессором 3 через блок 5 сопряжения блока 17 конт роля через мультиплексор 19 выдаются на блок 20 индикации параметров режи ма и дефектов сварного шва, а через блок 6 сопряжения - в процесг.ор 1. Процессор 1 накапливает в оперативном запоминающем устройстве 2 данные о качестве контролируемой точки или шва и по ним рассчитывает прочность качество сварной конструкции. По локальной прочности процессор 1 опреде ляет величину требуемой коррекции ре жима сварки и выдает ее через блок 6 сопряжения и блок ТО формирования ко манд управления на сварочную установ ку 22. Для контроля импеданса вторичного контура сварочных установок микропро цессор 3 блока 17 контроля с. заране 31А выбранным периодом, например 60 мин, анализирует данные, поступающие с выхода блока 1б измерения импеданса вторичного контура сварочной установки. Сигнал, пропорциональный напряжению на входе вторичного контура сварочной установки, который поступает с выхода датчика 40 напряжения, блока 16, суммируется в сумматоре 41 блока 16 с сигналом на выходе инвертора k7. бло ка 16, Так как на пход инвертора t2 блок;з 16 с выхода блока 12 датчиков параметров режима поступает сигнал, пропорциональный напряжению на электродах сварочной установки, сигнал на выходе сумматора 1 блока 16 будет пропорционален падению напряжений на токоподводах вторичного контура сварочной установки. Микропроцессор 3 блока 17 контроля измеряет это напряжение, а также сварочный ток с помощьи блока 9 контроля параметров режима и по этим данным рассчитывает импеданс вторичного контура сварочной установки. Полученное значение микропроцессором 3 сравнивается с допуском и в случае превышения заданного значения инфорг ация .о необходимости ремонта сварочной установки выдается через мультиплексор 19 и блок 6 сопряжения в процессор 1, а далее в блок 8. В случае поступления информации о неисправности блока 17 контроля в блок 21 выбора функций управления уст ройства последний переключает мультиплексор 19 в режим контроля технологического процесса на сварочной установке непосредственно от процессора .1. В этом режиме устройство работает так е, как в первом, с тем отличием, что после передачи процессором 1 через блок 6 сопряжения -и блок 10 формирования команд управления сигнала разрешения сварки контроля параметров режима и дефектов в сварном соединении осуществляется процессором 1. При этом импульс с выхода преобразователя аналогового сигнала в частотный сигнал 39 блока 15 поступает на вход синхронизатора 11, который через блок 13 выбора приоритета обслуживания сварочных установок и блок + привязки к сети электропитания,выдает в устройство 3 прерывания сигнал сбора данных о параметрых режима. Процессор 1 через блок 6 сопряжения с помощью блока 9 контроля параметров режи/ia считывает значения параметров режима в начале периода напряжения сети, По полученным данным процессор 1 определлет прочность сварного шва, требуемую величину коррекции парамет.ров режима для предупреждения дефектов, стабильность заданных параметров режима. Эти данные накаплиЕ1аются в оперативном запоминающем устройстве 2 по которым процессор 1 рассчитывает и выдает в блок 8 данные о прочности сварной конструкции и техническом состоянии оборудований. Данные о пара метрах режима и качестве сварной точ ки выдаются процессором 1 через блок сопряжения и мультиплексор 19 на бло блок 20 индикации, установленный на рабочем месте сварщика. В отличие от работы совместно с блоком 17 контроля в рассматриваемом режиме из-за больших затрат времени процессора 1 на контроль пгфаметров и качества сварного соединения невозможно использовать вышеописанный алгоритм уточнения параметров режима сварки. В этой связи для уточнения и проверки статических характеристик измерительных цепей датчиков параметров режима с выбранным периодом , 30 мин процессор 1 через блок 6 сопряжения и мультиплексор 19 выдает ,в блок 46 управления блока 18 коррекции .измеренных значений параметров режима команду на тестовый контроль. По этой команде блок 6 управления дл кам{дого i датчика выдает последовательно все имеющиеся на выходе источника 47 стандартных сигналов уровни напряжений /2., Z2., ... 1и и по измере ным на выходе блока 12 датчиков сигн лам ., V2. . Vv} определяется зависимость выходного сигнала от входно гО для датчика :J--qo4q X- c a.x...4q,., где я, а ,... ,а yj.- расчетные коэффициенты, И- число уровней тестовых напряжений на выходе источника 7. Так с периодом 60 мин с Помощью блока 16 осуществляется контроль им- педанса вторичного контура сварочной установки. В случае поступления информации о неисправности процессора 1 в блок 2 выбора функций управления устройства последний переключает мультиплексор 1 в ре) автономного контроля и управления от блока 17 контроля. Функции, выполняемые блоком 17 контроля, остаются неизменными, только обмен данными с процессором 1 не производится. Устройство выгодно отличается от прототипа тем, что оно обладает значительно большей надеиностью,. Выход из строя таких блоков, как процессор или оперативное запоминающее устройсвто, не приводит,к выходу из строя устройртва в целоА, Для контроля процесса сварки на большом числе сварочных машин можно использовать простой и надежный недорогостоящий процессор, наприм.ер, как на базе серии К580. О устройстве повышается точность измерения параметров режима благодаря периодическому контролю электрических цепей датчиков, что в целом повышает точность контроля и управления. Устройство позволяет оценивать изменение.качества сварки в нескольких последовательно сваренных точках или участке шва и при необходимости корректировать режим сварки до появления браковочных признаков в сварном иве. Устройство позволяет выдавать информацию о параметрах режима и качестве сварки непосредственно на рабочее место сварщика, что повышает производительность и эффективность труда сварщика. Все это позволяет повысить качество сварки. Использование устройства для управления процессом сварки при изготовлении сварных конструкций в самолетостроении, автомобилестроении и др. отраслях машиностроительной промышленности позволит значительно снизить нормы применяемых в настоящее время дорогостоящих методов контроля, повысить надежность сварных конструкций и производительность сварочных работ. Предварительный технико-экономический расчет показывает, что устройство при одновременном обслуживании 50 сварочных установок может дать экономический эффект 500 тыс.руб. в год. Потребность народного хозяйства составляет 50 и более подобных устройств. Формула изобретения 1. Устройство для управления процессом сварки по авт.св. № , отличающееся тем, что, с целью повышения качества контроля сварного соединения за счет возможности контроля последовательных участков соединения и своевременной корректировки по этим данным режима сварки, в устройство дополнительно введены блок контроля дефектов и определения локальной прочности сварного шва, 5 блок коррекции измеренных значений параметров режима,, мультиплексор, блок индикации параметров режима и дефектов сварного шва, блок выбора функций управлений устройства, при этом выход блока контроля параметров режима соединен с входом блока контроля дефектов, и определения локальной прочности сварного шва, первый :и второй выходы последнегб соединены соответст- венно с первым входом мультиплексора с первым входом блока выбора функций Управления устройства, второй вход этого блока соединен с выходом процессора, второй, третий и четвертый 20 входн мультиплексора соединены соответственно с выходом блока выбора функций управления устройства, с выходом блока сопряжения и с выходом блока задания периода опроса датчиков, ts первый и второй выходы мультиплексора соединены соответственно с входом блока индикации параметров режима и дефектов сварного шва и входом блока коррекции измеренных значений пара- jo метров режима, а выход последнего со.единен с входом блока,датчиков параметров режима.
2.Устройство по п. 1, о т л и чающееся тем, что блок контроля дефектов и определения локальной прочности сварного шва содержит
.последовательно соединенные оперативное запоминающее устройство, микропроцессор и блок сопряжения, при этом один из входов последнего является входом указанного блока контроля, а выход блока сопря хения является первым выходом того же блока контроля, причем вторым выходом блока контроля является один из выходов микропроцессора.
3.Устройство по п. 1, о т л и Ч а гэ щ е е с я тем, что блои коррекции измеренных значений параметров режима содержит последовательно со.единенные блок управления, источник стандартных сигИалов и коммутатор, при этом один из выходов блока управления соединен с одним из входов коммутатора, выход последнего является выходом блока коррекции, а входом блока коррекции является вход блока управления .
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР If , . В 23 К , 17.07.80 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом сварки | 1980 |
|
SU912441A1 |
| Устройство для управления процессом контактной точечной сварки | 1978 |
|
SU737159A1 |
| Устройство для исследования сварочных процессов | 1982 |
|
SU1058729A1 |
| Способ регулирования глубины проплавления при автоматической аргонодуговой сварке неплавящимся электродом без присадочной проволоки | 1983 |
|
SU1123803A1 |
| Система управления процессом дуговой сварки | 1984 |
|
SU1207677A1 |
| Тренажер для обучения электросварке | 1989 |
|
SU1723571A1 |
| Устройство для автоматического управления процессом дуговой сварки | 1983 |
|
SU1109276A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА КОЛЬЦЕВОГО СВАРНОГО ШВА В ПРОЦЕССЕ МНОГОПРОХОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2572067C1 |
| Устройство для контроля и управления процессом контактной сварки | 1976 |
|
SU656767A2 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА В ПРОЦЕССЕ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2442155C2 |