Изобретение относится к электронной технике, в частности, к конструкции и способу изготовления катодных узлов электровакуумных приборов.
Известна конструкция торцевого катодного узла косвенного нагрева, в которой вольфрамовый спиральный подогреватель помещен между керном катода и пластиной (экраном), имеющей такую же форму, как и керн катода. Керн катода и пластина выполнены из никелевого сплава и скреплены вместе точечной сваркой. Для изоляции нити накала сторонь керна катода и пластины, обращенные к подогревателю, покрыты изоляционным материалом.
00
При изготовлении такого катодно |го узла изолирующий слой наносят плазменным методом на внутренние поаверхности керна катода и экрана.
Однако недостатками этой конструкции и способа изготовления являются неравномерное распределение температуры по рабочей поверхности катода, так как размеры подогревателя делаются существенно меньше эмиттирующей поверхности катода, для того, чтобы исключить замыкание подогревателя с внутренней боковой поверхностью катода, и недостаточное сцепле;ние изолирующего слоя с поверхностя.Ш керна и экрана.
Неравномерный нагрев рабочей поверхности катода и скалывание изолирующего слоя при механических нагрузках уменьшают долговечность особенно крупногабаритных катодных узлов.
Известен также катодный узел, содержащий подогреватель, расположенны между керном и экраном, поверхности которых, обращенные к подогревателю, покрыты металлической губкой с нанесенным на нее изолирующим слоем. Металлическая губка обеспечивает более прочное сцепление изолируюидего слоя с керном катода и экраном.
При изготовлении катодного узла этим способом сначала на внутренние поверхности кернакатода и экрана наносят металлический порошок, затем его спекают и на полученную губку плазменным методом наносят изоляци™ онный слой.
Для предотвращения возможного контакта подогревателя с керном при скалывании изолирующего слоя подогреватель дополнительно изолируют.
Такой катодный узел и способ . его изготовления имеют следующие недостатки:
1)увеличение размера боковой поверхности узла и времени, готовности;
2)повышение тепловых нагрузок на подогреватель,
3)при наличии губки шероховатость изолирующего покрытия увеличивается и возрастает опасность скалывания изолируюи1его слоя при термомеханических нагрузках.
Все перечисленные недостатки ведут к сокращению долговечности катодного узла.
Целью изобретения является увеличение долговечности катодного узла.
С этой целью в катодном узле, содержащем подогреватель, расположенный между керном и экраном, поверхности которых, обращенные к подогревателю, покрыты металлической губкой с нанесенным на нее изолирующим слоем,50 го
между боковой поверхностью керна и подогревателем расположен изолирующий элемент, выполненный в виде металлической ленты с нанесенными на нее металлической- губкой и изолирующим слоем и закрепленный на керне. Ленту изготавливают обычно из материала экрана, и ей придают форму внутренней поверхности керна катода.
Для увеличения долговечности катодного узла при его изготовлении, включающем операции последовательного нанесения на изолирующие поверхности керна, экрана и металлической ленты металлической губки и изолирующего слоя, получаемого плазменным методом, изолирующий слой опрессовывают при давлении 1,5-5 Т/см. Опрессовкадополнительно увеличивает сцепление изоляционного материала с металлической губкой, резко снижает шероховатость покрытия и уменьшает его трение с подогревателем, что увеличивает надежность цепи накала. Применение удельного давления опрессовки менее 1,5 Т/см недостаточно, так как происходит неполная усадка изолирующего слоя и металли/ческой губки. При давлении 1, Т/см усадка и ше оховатость поверхности стабилизируются, применение давления более 5 Т/см нецелесообразно из-за возможности деформации материала подложки.
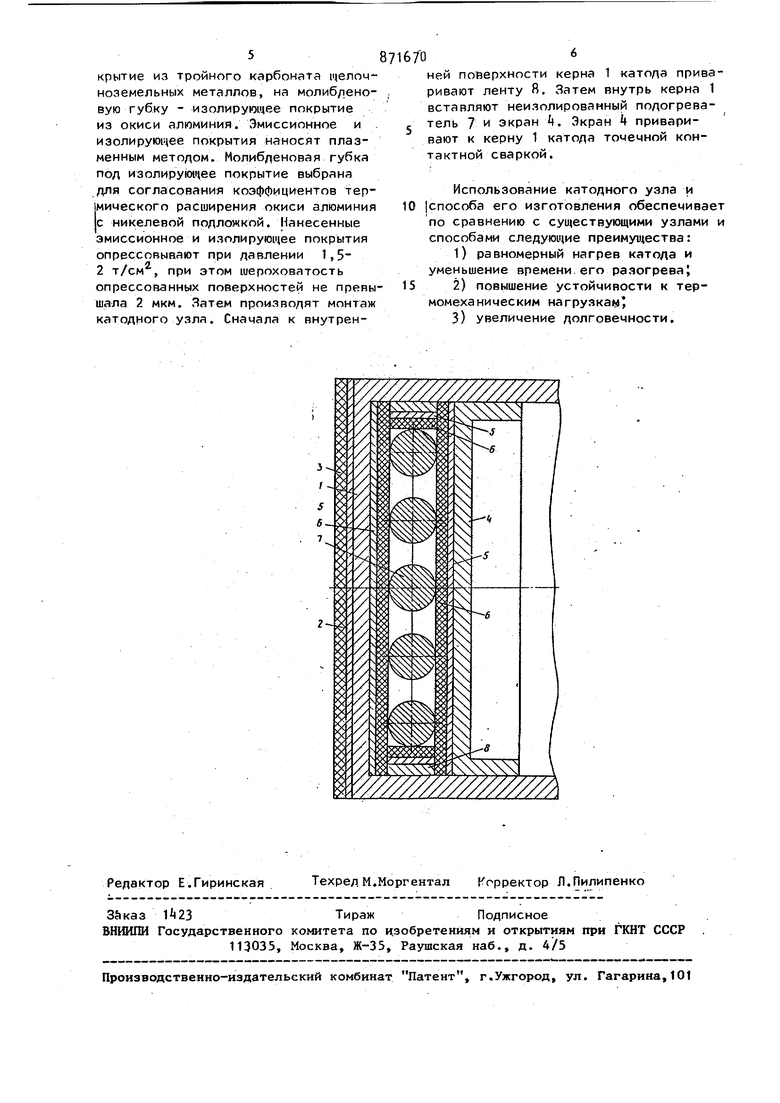
На чертеже изображен торцевой катодный узел. Наружный торец керна 1 покрыт металлической губкой 2 и на нее нанесено эмиссионное покрытие 3. Внутренний торец керна 1 и наружный торец экрана Ц также покрыт металлической губкой 5 и на нее нанесен изолирующий слой 6. Между изолирующими слоями керна 1 и экрана k расположен неизолированный . подогреватель 7, выводы накала которого условно не показаны. Для защиты подогревателя от замыкания с внутренней цилиндрической поверхностью керна 1 к ней присоединена металлическая лента 8. Металлическая лента со стороны размещения подогревателя покрыта изолирующим слоем, который 5 также нанесен на металлическую губку.
Изготовление катодного узла с оксидным губчатым эмиттером осуществлялось следующим образом Керн 1 катода, изготовленный, например, из никелевонаружному торцу никелевым порошком, а по внутреннему торцу молибденовым . порошком. Экран и лента 8, изготовленные из никеля марки НПОЭ, покрывают со стороны, обращенной к подогревателю 7, молибденовым порошком. Затем порошки припекают к подложкам в водородной печи. На полученную никелевую губку наносят эмиссионное посплава марки НВ-ЗВ, покрывают по крытие из тройного карбоната щелочноземельных металлов, на молибденовую губку - изолирукнчее покрытие из окиси алюминия. Эмиссионное и изолирующее покрытия наносят плазменным методом. Молибленовая губка пол изолиру(01цее покрытие выбрана для согласования коэффициентов термического расширения окиси алюминия с никелевой подложкой. Нанесенные эмиссионное и изолирующее покрытия опрессовынают при давлении 1,52 т/см, при этом шероховатость опрессованных поверхностей не превы шала 2 мкм. Затем производят монтаж катодного узла. Сначала к внутренней поверхности керна 1 катода приваривают ленту Я. Затем внутрь керна 1 вставляют неизолированный подогреватель 7 и экран . Экран приваривают к керну 1 катода точечной контактной сваркой. Использование катодного узла и способа его изготовления обеспечивает по сравнению с существующими узлами и способами следующие преимущества: 1)равномерный нагрев катода и уменьшение времени.его разогрева; 2)повышение устойчивости к термомеханическим нагрузкам 3)увеличение долговечности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оксидный катод и способ его изготовления | 1980 |
|
SU890479A1 |
| Катодный узел косвенного накала | 1976 |
|
SU632006A1 |
| ПРЯМОНАКАЛЬНЫЙ ИМПРЕГНИРОВАННЫЙ КАТОД | 2004 |
|
RU2297069C2 |
| Катодно-подогревательный узел | 1981 |
|
SU978230A1 |
| КАТОДНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОННОЙ ПУШКИ С ПРОТЯЖЕННЫМ ЭЛЕКТРОННЫМ ПОТОКОМ | 2006 |
|
RU2321096C1 |
| МАГНЕТРОН С БЕЗНАКАЛЬНЫМ ЗАПУСКОМ СО СПЕЦИАЛЬНЫМ АКТИВИРОВАНИЕМ АВТОЭЛЕКТРОННЫХ КАТОДОВ | 2012 |
|
RU2494489C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНЫХ УЗЛОВ | 1972 |
|
SU421070A1 |
| В ПТ-Б -. .д. ',,. .'^ j.-!, . ,' М -Л V.-. :-, | 1973 |
|
SU395921A1 |
| КАТОДНО-ПОДОГРЕВАТЕЛЬНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОННЫХ ПРИБОРОВ | 1983 |
|
SU1190829A1 |
| ПРЯМОНАКАЛЬНЫЙ КАТОДНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1988 |
|
SU1718678A1 |
1. Катодный узел, содержащий подогреватель, расположенный межЛУ керном и экраном, поверхности которых, обращенные к подогревателю, покрыты металлической губкой с нанесенным на нее изолирующим слоем, о тличающийся тем, что, с целью увеличения долговечности катодного узла, между боковой поверхностью керна и подогревателем расположен изолирующий элемент, выполненный в виде металлической ленты с нанесенными на нее металлической губкой и изолирующим слоем и закрепленный на керне. 2, Способ изготовления катодного узла по п.1, включающий операции последовательного нанесения на изолируемые поверхности керна, экрана и металлической ленты металлической губки и изолирующего слоя, полумаеi мого плазменным методом, отличающийся тем, что изолирую(Л щий слой опрессовывают при удельном давлении 1,5-5 т/см.
| Устройство для воспроизведения функциональных зависимостей | 1980 |
|
SU898448A1 |
| кл | |||
| Н ID, | |||
| Водоотводчик | 1925 |
|
SU1962A1 |
| Устройство для заполнения жидкостью уплотнительного элемента гидравлического пакера | 1986 |
|
SU1602973A1 |
